
簡単な構成の塗布器具及びその製造方法
本発明は、製品を表皮派生物に塗布するための塗布手段(4)を備えた、製品を表皮派生物に塗布するための器具であって、前記塗布手段(4)を支持する捻れ板(5)を備えることを特徴とする器具に関する。アプリケータ。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、製品、特に化粧品を、ヒトの身体のうち好ましくは表皮派生物よりなる部位、特に睫毛等の繊維状に角質化した表皮派生物に塗布するための装置の一般的な技術分野に関する。
【0002】
より具体的には、本発明は、製品を表皮派生物に塗布するための手段を備えた、該製品を表皮派生物に塗布する器具に関する。
【0003】
また本発明は、製品を表皮派生物に塗布するための手段を製造する工程を備えた、該製品を表皮派生物に塗布する器具の製造方法にも関する。
【背景技術】
【0004】
ブラシ状のマスカラ用アプリケータは公知である。そのようなブラシは一般に、塗布するマスカラを収容する容器の栓として機能しうる持ち手部材と、手元側端部と先端部との間で前記持ち手部材から伸びる柄とを備えている。
【0005】
先端部において、多数のブラシ毛が柄から放射状に伸び、マスカラを睫毛に塗布する手段を構成している。
【0006】
従来のブラシは以下のように使用されるよう設計されている。まず、マスカラを収容した容器にブラシを浸し、ブラシ毛にマスカラを付着させる。
【0007】
次にこのブラシで睫毛を擦り、睫毛を梳かしつつブラシ毛に付着したマスカラを睫毛に移す。
【0008】
これら従来のマスカラ用ブラシのほとんどにおいて、U字型の金属ピンの2つの分岐部の間に一本ずつ独立した繊維群がこの隙間の長さ方向に沿ってほぼ並列に並んでいる。そして、ねじりの力をかけてピンを捻ることにより、繊維は分岐部の間に挟まれて螺旋状に広がり、螺旋状の層ができる。そのようにして、持ち手部材から伸びる柄に、該柄と同一線上に取り付けた装着ヘッドが形成される。
【発明の開示】
【発明が解決しようとする課題】
【0009】
これらの従来のブラシにはいくつかの問題点がある。
【0010】
まず、それらの製造方法が、微細化し扱いが困難である複数の独立した要素、つまり複数の繊維とU字型ピンとを結合することによるものであるため、実現がかなり困難である。
【0011】
さらに、従来のブラシの設計上及びその製造が困難であるという性質上、とりわけ機械的性質やブラシ毛の構造を考慮すると、所定の工具では製造するブラシの形状や性質を大幅に変更することは不可能である。
【0012】
最後に、上述したように工業上及び設計上の制約があるため、これら従来のブラシは許容範囲とは思われるが卓越したものとはほど遠い。
【課題を解決するための手段】
【0013】
本発明は、上記様々な問題点を解決するためになされたものであり、その目的とするところは、特に簡単で安価な構成を有しかつきれいな化粧が得られる、製品を表皮派生物に塗布するための新しい器具を提供することである。
【0014】
本発明の別の目的は、効果的に梳かすことのできる、製品を表皮派生物に塗布するための新しい器具を提供することである。
【0015】
本発明のさらに別の目的は、特に簡単な構成を有する、製品を表皮派生物に塗布するための新しい器具を提供することである。
【0016】
本発明のさらに別の目的は、特に公知でかつ実証された一般的な原則に基づいた構成を有する、製品を表皮派生物に塗布するための新しい器具を提供することである。
【0017】
本発明のさらに別の目的は、従来から使用されている標準的な部品を特に用いた構成を有する、製品を表皮派生物に塗布するための新しい器具を提供することである。
【0018】
本発明のさらに別の目的は、特に簡単で経済的な構成を有しつつ、特に快適な「感触」を得られる、製品を表皮派生物に塗布するための新しい器具を提供することである。
【0019】
本発明のさらに別の目的は、特に簡単で迅速かつ安価に実施できる、製品を表皮派生物に塗布するための器具の新しい製造方法を提供することである。
【0020】
本発明のさらに別の目的は、非常に簡単で迅速に行うことのできる工程の数を制限することによる、製品を表皮派生物に塗布するための器具の新しい製造方法を提供することである。
【0021】
本発明のさらに別の目的は、周知で実証済みの一般的な原則に基づいた、製品を表皮派生物に塗布するための器具の新しい製造方法を提供することである。
【0022】
本発明のさらに別の目的は、従来から使用されている標準的な部品を特に使用して化粧を最適に施すことのできる器具を得ることのできる、製品を表皮派生物に塗布するための器具の新しい製造方法を提供することである。
【0023】
本発明のこれらの目的は、製品を表皮派生物に塗布するための塗布手段を備えた、製品を表皮派生物に塗布するための器具であって、前記塗布手段を支持する捻れ板を備えることを特徴とする器具により達成される。
【0024】
本発明の目的はまた、製品を表皮派生物に塗布するための塗布手段を製造する工程(a)を備えた、製品を表皮派生物に塗布するための器具の製造方法であって、
板を製造又は供給する工程(b)と、
板を捻り、捻れ板を形成する工程(c)と、
捻れ板が前記塗布手段を支持するように塗布手段と板とを結合する工程(d)と
を備えることを特徴とする製造方法によっても達成される。
【発明を実施するための最良の形態】
【0025】
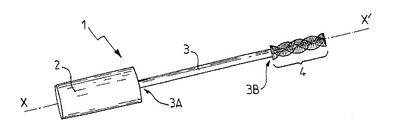
本発明は、好ましくは液体、半液体(例えばペースト状)又は粉末の製品を表皮派生物、特に体毛(例えば睫毛、眉毛、あごひげ、口ひげ)又は毛髪等の繊維状の角質化した表皮派生物に塗布するための器具1に関する。
【0026】
塗布する製品は化粧品であり、かつ器具1は化粧用器具を構成すると有利である。
【0027】
塗布する製品は睫毛用マスカラであり、かつ器具1は睫毛用マスカラアプリケータを構成することが好ましい。
【0028】
説明を簡潔にするため、以下、そのようなマスカラアプリケータについてのみ述べるが、本発明は、化粧品の性質を必ず有する製品やマスカラと同じ粘稠性を必ず有する製品に限定されない。したがって、粘稠性にかかわらず器具1はどのような製品を塗布するのに用いてもよく、製品は例えば流動性が高くてもよく、逆に粘性が高い及び/又はペースト状であってもよいし、粉末状であってもよい。
【0029】
「それ自体」知られている方法により、器具1は、例えば2又は3本の指で手動で握ったり操作したりできるよう設計された持ち手部材2を備えている。したがって、器具1は一般に持ち運び可能であり、手動での使用を前提としている。持ち手部材2は、塗布する製品、好ましくは睫毛用マスカラを収容した容器(図示せず)の栓として機能する形状を有することが好ましい。そのような構成は標準的なので、以下詳細には述べない。
【0030】
好ましくは、器具1は、手元側端部3Aと先端部3Bとの間で、持ち手部材2からX‐X’軸方向に沿ってほぼ直線状に伸びる柄3を有する。
【0031】
本発明によると、器具1は、塗布する製品を表皮派生物に塗布するための塗布手段4を有する。この塗布手段4は、塗布する製品(例えばマスカラ)を集めて表皮派生物(例えば睫毛)に塗布するよう設計されることが好ましい。
【0032】
図に示す例において、塗布手段4は、例えば塗布する製品に浸してその製品をすくいあげ、好ましくは接触させて擦ることで塗布手段4を表皮派生物に塗布するまで製品を内部に含みつつ保持するよう、特別に設計されることが好ましい。
【0033】
図に示す好ましい例において、器具1は睫毛用マスカラアプリケータ、より正確にはマスカラ用ブラシを構成し、塗布手段4は睫毛にマスカラを塗布すると同時に、睫毛を梳かして分散させる機能を有する。このため、塗布手段4は複数の突起部4Aを有することが好ましく、この突起部4Aは、櫛歯、つまり睫毛を梳かしつつマスカラを塗布するブラシ毛を構成すると有利である。本発明は当然塗布手段4の特定の構成に限定されるものではなく、この構成は基本的に、塗布する製品の粘稠性、製品を塗布する対象物(例えば睫毛や爪)の性質及び求められる化粧の質に合わせるものである。
【0034】
本発明によると、器具1は塗布手段4を支持する捻れ板5を備える。「板」という語句は一般に、面積に比べて小さい厚さを有するシート状の柔軟な又は剛性の物質を示す。図に示す例においては、板5の厚さは例えば約0.05〜2mm、好ましくは0.1〜1mm、さらに好ましくは約0.2mmである。
【0035】
上で述べたように、板5は塗布手段4を支持している、つまり塗布手段4の土台として機能する。換言すれば、塗布手段は板5に取り付けられる、つまり板5に備え付けられる。図に示すように、塗布手段4は板5と一体化している、つまり板5と共に単一の部材を構成していることが好ましい。しかし、本発明の範囲を逸脱しない範囲で塗布手段4は板5と独立して設けられてもよく、接着剤、フロック加工、熱封止、圧着又は機械的組み立て等の適切な手段により板5に取り付けられていてもよい。
【0036】
既に述べたように、板5は、好ましくはその長さ方向に対応する軸に沿って捻れている、つまり渦巻状で螺旋状に曲がっている。したがって、板5は、右ねじ状、つまりそれ自身旋回するよう捻れている。板5は塗布手段4を支持しているため、板5が捻れることにより塗布手段4の「広がり」、つまりこの場合はX−X’軸に対して塗布手段4が螺旋状又は渦巻状に分布することが可能になる。
【0037】
従来は塗布手段に直接工夫を凝らしていたため、特に技術的・工業的に困難であったのに対し、本発明の全体的な原則は、このように板を用いて塗布手段を空間的に分布させることに基づいている。
【0038】
以下、図1〜6に示す実施形態の例についてさらに詳細に述べる。
【0039】
これらの例において、板は薄く伸長している、つまり空間的にほぼ一方向、この場合はX−X’軸方向に伸びている。図に示す例において、板5は伸長主軸、つまりX−X’軸に沿って捻れていると有利である。
【0040】
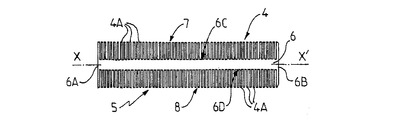
特に図4〜6から分かるように、板5は、第1の端部及び第2の端部6A、6B間のX−X’軸方向に対応する長手方向と、第1の縁端及び第2の縁端6C、6D間の横方向、つまりこの場合はX−X’軸に垂直な方向との両方向に伸びる中央パネル6を備えている。図に示す実施形態において、図4〜6に示すように、パネル6は最初は捻れていない。この捻れていない状態において、中央パネル6は、X−X’軸に平行で第1及び第2の縁端6C、6Dにそれぞれ対応する2つの直線である長辺と、第1及び第2の端部6A、6Bにそれぞれ対応しX−X’軸方向に垂直で互いに平行な2つの短辺とを有する、平坦な長方形の細片であると有利である。突起部4Aの第1及び第2の連続部7、8は、中央パネル6の第1及び第2の縁端6C、6Dからそれぞれ突出していると有利である。
【0041】
図4〜6に示す中央パネル6が捻れていない最初の状態では、突起部4Aは、この時点ではまだ捻れていない中央パネル6と同一平面上で、X−X’軸に垂直、つまり横方向に伸びている。好ましくは、図示するように、直線状の伸長した面平行の羽根部である突起部4Aは、第1及び第2の縁端6C、6Dの長さ全体にわたって規則的に配置され、これら縁端6C、6Dと垂直方向に伸びている。したがって、突起部4Aの第1及び第2の連続部7、8は、X−X’軸と平行な中央パネル6の中央の面に対して対称であると有利である。
【0042】
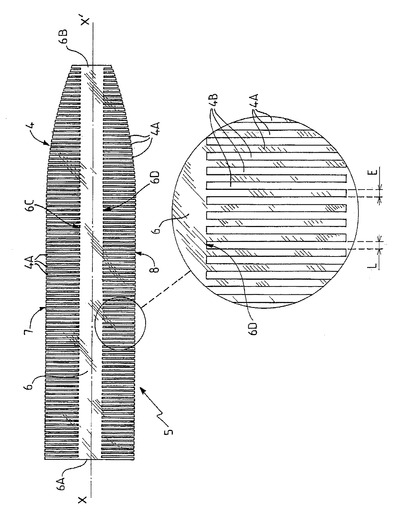
図4に示す例において、突起部4Aを構成する羽根部は全て同じである一方、図6で示す例では、この羽根部の長さは中央パネル6の第2の端部6B付近で第1の端部6Aから第2の端部6Bに向けて次第に短くなる。このように傾斜した断面形状により、目の縁の化粧を容易にできる「先のとがった」ブラシの形状が得られる。
【0043】
上で述べたように、突起部4Aの第1及び第2の連続部7、8は塗布手段4の形成に寄与する。具体的には、図に示す例において、塗布手段4は突起部4Aの2つの連続部7、8により構成される。
【0044】
したがって、中央パネル6を捻る前には、板5と塗布手段6は、平坦な細片からなる核を有する単一で平坦な部材を構成しており、この部材は、中央パネル6と、中央パネル6の面上で縁端6C、6DのそれぞれからX−X’軸と垂直な横方向に伸びた複数の突起から構成される。
【0045】
本発明による塗布手段を支持する捻れ板を得るため、中央パネル6をX−X’軸として定義された長手方向に捻り、それにより図1及び2に示すような突起部4Aの螺旋層が形成される。
【0046】
したがって、中央パネル6を捻ることにより、突起部4AがX−X’軸に沿って軸に対して渦巻状に分散する。このとき、例えば部品のひとつをX−X’軸に対して(例えば時計回りに)回転させ、それ以外の部品を固定するか逆方向(例えば反時計回り)に動かすことで生じるねじりの力を、まだ捻れていない中央パネル6に加えることにより中央パネル6を捻ると有利である。
【0047】
このねじりの力は、板5が安定した恒久的な捻れ形状を有するよう維持される。また、ねじりの力が維持されなくても、この力により中央パネル6を安定して塑性変形することは十分可能で、それにより板5は安定した恒久的な捻れ形状を有する。
【0048】
また、板5は、捻る工程を用いず、例えば捻れ形状を有する型で成形することにより捻れ構造を有してもよい。
【0049】
上述するように、塗布手段4は板5から延びる複数の突起部4Aを有すると有利であり、塗布手段4は板5と一体化していることが好ましい。
【0050】
塗布手段4は板5に切り出されることが特に好ましい。換言すれば、塗布手段4と板5は一体化した部材からなり、その部材から材料を除去することにより塗布手段4を形成することが好ましい。また、切り欠き部4Bを板5に設け、突起部4Aを形成することが好ましい。
【0051】
したがって図4に示す例では、第1及び第2の連続部7、8の突起部4Aと中央パネル6とは、長辺に規則的に設けられた横方向の切り欠き部を有するほぼ長方形の平坦な細片を切ることにより形成され、突起部4Aの第1及び第2の連続部7、8よりなる対向する2つの歯列がそこから横方向に伸びる中央パネル6を備えた図4に示す部品が得られる。その後、図4に示す部品を、上述したようにX−X’軸に沿って捻る。
【0052】
最後に、塗布手段4を支持する捻れ板5は、適切な手段(圧着又は接着剤等)により、図2に示すように柄3の先端部3B付近で柄3に取り付けられる。このように、塗布手段4を支持する捻れ板5は、先端部3BからX−X’軸に沿って柄3とほぼ同一線上に伸びる器具1の装着ヘッドを構成する。
【0053】
本発明による器具1は、板5が取り付けられた支持芯9を備えている。芯9は、柄3の先端部3Bに接続される第1の端部9Aと第2の自由端部9Bとの間でX−X’軸に沿って直線状に伸びることが好ましい。
【0054】
また、芯9は図に示すように必ずしも直線状に伸びる必要はなく、例えば睫毛の生え際の平均の輪郭に従って僅かに曲がっていてもよい(図示せず)。この場合、後で分かるように、X−X’軸は直線ではなく曲線で、芯9の伸長軸に従っている。
【0055】
図に示す例において、芯9は柄3とは別体で、例えば圧着により柄3に取り付けられている。しかし、芯9は柄3自身から直接形成されていてもよい。また、器具1において、柄3を設けず、芯9が直接持ち手部材2に接続されていてもよい。さらに、芯9、より好ましくはその第1の端部9A自身が、本発明の範囲を逸脱しない範囲で直接持ち手部材2を構成するような形状であってもよい。
【0056】
上述したように、板5は支持芯9に取り付けられている、つまり、板5と支持芯9とは機械的に接続されている。
【0057】
支持芯9はそれ自体捻れていると有利で、より好ましくは、板5は柔軟で、芯9がそれ自体捻れることにより捻れる性質を有する。換言すれば、芯9は板6に対して常にねじりの力を維持するよう設計されると有利で、そのねじりの力は板5を図2に示すような捻れた螺旋状の状態で維持する。
【0058】
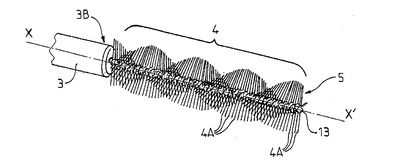
このため、図2及び5に示すように、芯9は、板5を挿入するための間隙空間12を間に挟みほぼ平行な2つの方向でそれぞれ長手方向に伸びる2つの伸長した分岐部10、11を備えていることが好ましい。図に示す例において、伸長した分岐部10、11は、図3及び5に示すように最初はほぼまっすぐ直線状で互いに平行であり、分岐部10、11の間に滑り込ませるとき、板5は最初は捻れておらず平坦である。次に、分岐部10、11と平行で間隙空間12の中心を通るX−X’軸に沿って、ねじりの力を芯9に加える。このねじりの力は2つの伸長した分岐部10、11に同時に作用し、それによりX−X’軸に対して、分岐部10、11にそれぞれ対応する2重螺旋状に芯9が捻れる。芯9が捻れることにより、分岐部10、11の間で板を掴むと同時にその板を捻り、図5に示す構成から図1及び2に示す構成へと変化する。
【0059】
芯9はU字型ピンを有し、そのU字の腕部は捻れておりかつ2つの伸長した分岐部10、11をそれぞれ構成し、湾曲しかつ分岐部10、11と同一線上にあると有利な横木部13が腕部を連結していると有利である。
【0060】
U字型ピンはステンレス鋼等の金属材料からなり、ピンが捻れることにより、伸長した分岐部10、11がX−X’軸を中心とした渦巻状に恒久的に塑性変形することが好ましい。
【0061】
一方板5は、柔軟で変形可能な材料、例えばポリテトラフルオロエチレン(PTFE)等のエラストマー材料からなることが好ましい。
【0062】
そのような材料を用いることにより、器具の接触性が向上し、柔らかい「感触」が得られる。
【0063】
上述の実施形態では単一の板5を用いていたが、器具1は、本発明から逸脱しない範囲で材料及び形状が共に異なるそれぞれ独立した別体の複数の捻れ板5を備えていてもよい。
【0064】
上記説明では、それぞれ独立した別体の板5と芯9とを用いたが、芯9が板5と一体化して単一の部材を構成してもよい。
【0065】
また本発明は、製品を表皮派生物に塗布するための器具1、より具体的には上述した器具1の製造方法に関する。
【0066】
好ましくは、本発明による方法は、睫毛用マスカラアプリケータの製造方法である。
【0067】
本発明による方法は、製品を表皮派生物に塗布するための塗布手段4を製造する工程(a)を備えている。
【0068】
本発明による方法は、
板5を製造又は供給する工程(b)と、
板5を捻り、捻れ板を形成する工程(c)と、
捻れ板5が前記塗布手段4を支持するように塗布手段4と板5とを結合する工程(d)とをさらに備えている。
【0069】
上述したように、工程(c)を工程(d)の後に行うと有利である。つまり、塗布手段4をまだ捻れていない板5に取り付けた後で板を捻り、それにより塗布手段を広げると有利である。
【0070】
工程(c)を工程(b)の後に行うと有利である。つまり、工程(b)で得られる板は組み立て時にはまだ捻れておらず、板5の製造とそれを捻る工程とはそれぞれ別々に独立して行うと有利である。
【0071】
上述したように、工程(a)及び(d)を同時に行うと有利である。つまり、塗布手段4と板5とを結合する工程に付随して、より好ましくは同じ工程で塗布手段4を製造すると有利である。換言すれば、塗布手段4を製造することにより同時に塗布手段4を板5と結合すると有利であり、また逆も同様である。
【0072】
上述したように、前記同時に行う工程は、当然塗布手段4を板5と一体化するときに行う。この場合、工程(a)及び(d)は塗布手段4を後の工程(b)で得られる板5に切り出す作業(d’)を備えていると有利である。例えば、後の工程(b)で得られる板はほぼ面平行で固体の平坦なシート状である。
【0073】
好ましくは、前記切り出し作業(d’)において、複数の突起を前記板の外側縁端に形成するように一連の切り欠き部を該板に設け、前記突起は塗布手段を構成する。換言すれば、後の工程(b)で得られる板は最初は均一で連続的であるが、工程(d’)の後はフリンジ状となり、このフリンジは突起部4Aの連続部7、8に対応している。
【0074】
このようにして、工程(d’)の後、図4及び6に示すものと類似した基本的に平坦な部品が形成される。
【0075】
好ましくは、切り出し作業(d’)はレーザー光を用いて行い、図4及び6に示すフリンジ部の繊細な構造を迅速、高精度かつ経済的に形成できる。例えば、突起4Aを構成する各フリンジの幅Eは約0.05〜2mmであり、好ましくは約0.1〜0.5mmであり、さらに好ましくは約0.2mmである。各フリンジの間隙は切り欠き部4Bに対応し、その幅Lは約0.01〜2mmであると有利で、好ましくは約0.05〜0.2mmで、より好ましくは幅Lは約0.1mmである。
【0076】
後の工程(b)で得られる板はそれ自体、レーザー光を用いて切り出すことにより得られることが好ましい。
【0077】
上記切り出し作業にレーザーを用いることは当然ながら全く任意であり、他の手段で切り出し作業を行ってもよく、例えば、切り出し型等の機械的手段を用いてもよい。
【0078】
したがって、工程(a)、(b)及び(d)を一回の切り出し作業で行うと特に有利であり、好ましくはレーザー光を用いて材料を板状に切り出すことにより、図4に示す部分又は図6に示す部分を形成することが可能になる。
【0079】
本発明による方法は、支持芯9を製造又は供給する工程(e)を備えると有利である。例えば、工程(e)において、間隙空間12を間に挟む2つの伸長した分岐部10、11を備えた芯9を製造又は供給する。好ましくは、工程(e)において、その腕部が2つの伸長した分岐部10、11をそれぞれ構成するU字型ピンを備えた芯9を製造又は供給する。
【0080】
このU字型ピンは、好ましくは直線状の単一の金属ワイヤを単純に曲げることで得られ、本発明が関連する技術分野においては「あぶみ(stirrup)」として称される場合もある。
【0081】
本発明による方法は、後の工程(b)で得られる部材を支持芯9に取り付け、芯9を捻ることで板5を捻る工程(f)を備えると有利である。換言すれば、芯9と板5との機械的連結は、芯9の捻れ変形(芯9が捻れること)により板5が捻れ変形し(板5が捻れ)X−X’軸に沿って右ねじ状に捻れるよう行うと有利である。
【0082】
工程(f)において、板5は芯9を形成するU字型ピンの間隙と対応する間隙空間12に挿入されると有利である。
【0083】
したがって、工程(e)及び(f)は、工程(b)の後かつ工程(c)の前に行うことが好ましい。
【0084】
上述したように、工程(c)において、芯9を捻ることで板5を捻る。
【0085】
工程(c)において、芯9は、2つの伸長した分岐部10、11に平行なX−X’軸に沿って捻れ、このX−X’軸は2つの分岐部10、11から等距離にあることが好ましい。
【0086】
したがって、本発明は、
ブラシ毛を支持する柔軟な板をスターラップの間隙に挿入する工程と、
前記板を捻り、最初はまっすぐな列として設けられているブラシ毛を、図2に示すようにX−X’軸に対して渦巻状の螺旋状の列に広げるように前記スターラップを捻る工程と
を実行するという簡単なやり方で行うことにより、ブラシ毛を構成する突起が広がって設けられており、特に睫毛を最適に梳かしかつカールさせることが可能なマスカラブラシを得ることができると最も有利である。
【0087】
また、本発明の範囲を逸脱しない範囲で、板5に加えて遊離繊維もU字型ピンの間隙に挿入してもよい。
【0088】
したがって、U字型ピンを捻る工程において、前記繊維も螺旋状の動きを受けて広がる。そのようにして、板5からの突起部4Aと遊離繊維(図示せず)とを備えた「混合の」装着ヘッドが得られる。また、好ましくは芯9を捻ることによる板5を捻る工程の後、機械加工、つまり突起部4Aからなる渦巻層から材料を除去することにより突起部4Aにより構成される塗布手段4の全体形状を変更してもよい。
【産業上の利用可能性】
【0089】
本発明は、製品を表皮派生物に塗布するための器具、特にマスカラブラシの設計及び製造に適用可能である。
【図面の簡単な説明】
【0090】
本発明の効果や目的は、説明のために用いる本発明を限定するものではない添付の図面を参照して上記の説明により詳細に述べられる。
【図1】図1は、マスカラを睫毛に塗布するように設計した本発明による器具を示す全体側面図である。
【図2】図2は、図1に示す器具の製造方法を詳細に示す斜視図である。
【図3】図3は、図1及び2に示す器具の芯を捻る前の、芯を構成するU字型ピンを示す正面概略図である。
【図4】図4は、図1〜3に示す器具の構成に用いた、捻る前の板を示す正面図である。
【図5】図5は、図4に示す板と図3に示す捻る前の芯との結合を示す斜視図である。
【図6】図6は、板を捻る前の、本発明の第2の実施形態による器具に用いる板を示す正面図である。
【技術分野】
【0001】
本発明は、製品、特に化粧品を、ヒトの身体のうち好ましくは表皮派生物よりなる部位、特に睫毛等の繊維状に角質化した表皮派生物に塗布するための装置の一般的な技術分野に関する。
【0002】
より具体的には、本発明は、製品を表皮派生物に塗布するための手段を備えた、該製品を表皮派生物に塗布する器具に関する。
【0003】
また本発明は、製品を表皮派生物に塗布するための手段を製造する工程を備えた、該製品を表皮派生物に塗布する器具の製造方法にも関する。
【背景技術】
【0004】
ブラシ状のマスカラ用アプリケータは公知である。そのようなブラシは一般に、塗布するマスカラを収容する容器の栓として機能しうる持ち手部材と、手元側端部と先端部との間で前記持ち手部材から伸びる柄とを備えている。
【0005】
先端部において、多数のブラシ毛が柄から放射状に伸び、マスカラを睫毛に塗布する手段を構成している。
【0006】
従来のブラシは以下のように使用されるよう設計されている。まず、マスカラを収容した容器にブラシを浸し、ブラシ毛にマスカラを付着させる。
【0007】
次にこのブラシで睫毛を擦り、睫毛を梳かしつつブラシ毛に付着したマスカラを睫毛に移す。
【0008】
これら従来のマスカラ用ブラシのほとんどにおいて、U字型の金属ピンの2つの分岐部の間に一本ずつ独立した繊維群がこの隙間の長さ方向に沿ってほぼ並列に並んでいる。そして、ねじりの力をかけてピンを捻ることにより、繊維は分岐部の間に挟まれて螺旋状に広がり、螺旋状の層ができる。そのようにして、持ち手部材から伸びる柄に、該柄と同一線上に取り付けた装着ヘッドが形成される。
【発明の開示】
【発明が解決しようとする課題】
【0009】
これらの従来のブラシにはいくつかの問題点がある。
【0010】
まず、それらの製造方法が、微細化し扱いが困難である複数の独立した要素、つまり複数の繊維とU字型ピンとを結合することによるものであるため、実現がかなり困難である。
【0011】
さらに、従来のブラシの設計上及びその製造が困難であるという性質上、とりわけ機械的性質やブラシ毛の構造を考慮すると、所定の工具では製造するブラシの形状や性質を大幅に変更することは不可能である。
【0012】
最後に、上述したように工業上及び設計上の制約があるため、これら従来のブラシは許容範囲とは思われるが卓越したものとはほど遠い。
【課題を解決するための手段】
【0013】
本発明は、上記様々な問題点を解決するためになされたものであり、その目的とするところは、特に簡単で安価な構成を有しかつきれいな化粧が得られる、製品を表皮派生物に塗布するための新しい器具を提供することである。
【0014】
本発明の別の目的は、効果的に梳かすことのできる、製品を表皮派生物に塗布するための新しい器具を提供することである。
【0015】
本発明のさらに別の目的は、特に簡単な構成を有する、製品を表皮派生物に塗布するための新しい器具を提供することである。
【0016】
本発明のさらに別の目的は、特に公知でかつ実証された一般的な原則に基づいた構成を有する、製品を表皮派生物に塗布するための新しい器具を提供することである。
【0017】
本発明のさらに別の目的は、従来から使用されている標準的な部品を特に用いた構成を有する、製品を表皮派生物に塗布するための新しい器具を提供することである。
【0018】
本発明のさらに別の目的は、特に簡単で経済的な構成を有しつつ、特に快適な「感触」を得られる、製品を表皮派生物に塗布するための新しい器具を提供することである。
【0019】
本発明のさらに別の目的は、特に簡単で迅速かつ安価に実施できる、製品を表皮派生物に塗布するための器具の新しい製造方法を提供することである。
【0020】
本発明のさらに別の目的は、非常に簡単で迅速に行うことのできる工程の数を制限することによる、製品を表皮派生物に塗布するための器具の新しい製造方法を提供することである。
【0021】
本発明のさらに別の目的は、周知で実証済みの一般的な原則に基づいた、製品を表皮派生物に塗布するための器具の新しい製造方法を提供することである。
【0022】
本発明のさらに別の目的は、従来から使用されている標準的な部品を特に使用して化粧を最適に施すことのできる器具を得ることのできる、製品を表皮派生物に塗布するための器具の新しい製造方法を提供することである。
【0023】
本発明のこれらの目的は、製品を表皮派生物に塗布するための塗布手段を備えた、製品を表皮派生物に塗布するための器具であって、前記塗布手段を支持する捻れ板を備えることを特徴とする器具により達成される。
【0024】
本発明の目的はまた、製品を表皮派生物に塗布するための塗布手段を製造する工程(a)を備えた、製品を表皮派生物に塗布するための器具の製造方法であって、
板を製造又は供給する工程(b)と、
板を捻り、捻れ板を形成する工程(c)と、
捻れ板が前記塗布手段を支持するように塗布手段と板とを結合する工程(d)と
を備えることを特徴とする製造方法によっても達成される。
【発明を実施するための最良の形態】
【0025】
本発明は、好ましくは液体、半液体(例えばペースト状)又は粉末の製品を表皮派生物、特に体毛(例えば睫毛、眉毛、あごひげ、口ひげ)又は毛髪等の繊維状の角質化した表皮派生物に塗布するための器具1に関する。
【0026】
塗布する製品は化粧品であり、かつ器具1は化粧用器具を構成すると有利である。
【0027】
塗布する製品は睫毛用マスカラであり、かつ器具1は睫毛用マスカラアプリケータを構成することが好ましい。
【0028】
説明を簡潔にするため、以下、そのようなマスカラアプリケータについてのみ述べるが、本発明は、化粧品の性質を必ず有する製品やマスカラと同じ粘稠性を必ず有する製品に限定されない。したがって、粘稠性にかかわらず器具1はどのような製品を塗布するのに用いてもよく、製品は例えば流動性が高くてもよく、逆に粘性が高い及び/又はペースト状であってもよいし、粉末状であってもよい。
【0029】
「それ自体」知られている方法により、器具1は、例えば2又は3本の指で手動で握ったり操作したりできるよう設計された持ち手部材2を備えている。したがって、器具1は一般に持ち運び可能であり、手動での使用を前提としている。持ち手部材2は、塗布する製品、好ましくは睫毛用マスカラを収容した容器(図示せず)の栓として機能する形状を有することが好ましい。そのような構成は標準的なので、以下詳細には述べない。
【0030】
好ましくは、器具1は、手元側端部3Aと先端部3Bとの間で、持ち手部材2からX‐X’軸方向に沿ってほぼ直線状に伸びる柄3を有する。
【0031】
本発明によると、器具1は、塗布する製品を表皮派生物に塗布するための塗布手段4を有する。この塗布手段4は、塗布する製品(例えばマスカラ)を集めて表皮派生物(例えば睫毛)に塗布するよう設計されることが好ましい。
【0032】
図に示す例において、塗布手段4は、例えば塗布する製品に浸してその製品をすくいあげ、好ましくは接触させて擦ることで塗布手段4を表皮派生物に塗布するまで製品を内部に含みつつ保持するよう、特別に設計されることが好ましい。
【0033】
図に示す好ましい例において、器具1は睫毛用マスカラアプリケータ、より正確にはマスカラ用ブラシを構成し、塗布手段4は睫毛にマスカラを塗布すると同時に、睫毛を梳かして分散させる機能を有する。このため、塗布手段4は複数の突起部4Aを有することが好ましく、この突起部4Aは、櫛歯、つまり睫毛を梳かしつつマスカラを塗布するブラシ毛を構成すると有利である。本発明は当然塗布手段4の特定の構成に限定されるものではなく、この構成は基本的に、塗布する製品の粘稠性、製品を塗布する対象物(例えば睫毛や爪)の性質及び求められる化粧の質に合わせるものである。
【0034】
本発明によると、器具1は塗布手段4を支持する捻れ板5を備える。「板」という語句は一般に、面積に比べて小さい厚さを有するシート状の柔軟な又は剛性の物質を示す。図に示す例においては、板5の厚さは例えば約0.05〜2mm、好ましくは0.1〜1mm、さらに好ましくは約0.2mmである。
【0035】
上で述べたように、板5は塗布手段4を支持している、つまり塗布手段4の土台として機能する。換言すれば、塗布手段は板5に取り付けられる、つまり板5に備え付けられる。図に示すように、塗布手段4は板5と一体化している、つまり板5と共に単一の部材を構成していることが好ましい。しかし、本発明の範囲を逸脱しない範囲で塗布手段4は板5と独立して設けられてもよく、接着剤、フロック加工、熱封止、圧着又は機械的組み立て等の適切な手段により板5に取り付けられていてもよい。
【0036】
既に述べたように、板5は、好ましくはその長さ方向に対応する軸に沿って捻れている、つまり渦巻状で螺旋状に曲がっている。したがって、板5は、右ねじ状、つまりそれ自身旋回するよう捻れている。板5は塗布手段4を支持しているため、板5が捻れることにより塗布手段4の「広がり」、つまりこの場合はX−X’軸に対して塗布手段4が螺旋状又は渦巻状に分布することが可能になる。
【0037】
従来は塗布手段に直接工夫を凝らしていたため、特に技術的・工業的に困難であったのに対し、本発明の全体的な原則は、このように板を用いて塗布手段を空間的に分布させることに基づいている。
【0038】
以下、図1〜6に示す実施形態の例についてさらに詳細に述べる。
【0039】
これらの例において、板は薄く伸長している、つまり空間的にほぼ一方向、この場合はX−X’軸方向に伸びている。図に示す例において、板5は伸長主軸、つまりX−X’軸に沿って捻れていると有利である。
【0040】
特に図4〜6から分かるように、板5は、第1の端部及び第2の端部6A、6B間のX−X’軸方向に対応する長手方向と、第1の縁端及び第2の縁端6C、6D間の横方向、つまりこの場合はX−X’軸に垂直な方向との両方向に伸びる中央パネル6を備えている。図に示す実施形態において、図4〜6に示すように、パネル6は最初は捻れていない。この捻れていない状態において、中央パネル6は、X−X’軸に平行で第1及び第2の縁端6C、6Dにそれぞれ対応する2つの直線である長辺と、第1及び第2の端部6A、6Bにそれぞれ対応しX−X’軸方向に垂直で互いに平行な2つの短辺とを有する、平坦な長方形の細片であると有利である。突起部4Aの第1及び第2の連続部7、8は、中央パネル6の第1及び第2の縁端6C、6Dからそれぞれ突出していると有利である。
【0041】
図4〜6に示す中央パネル6が捻れていない最初の状態では、突起部4Aは、この時点ではまだ捻れていない中央パネル6と同一平面上で、X−X’軸に垂直、つまり横方向に伸びている。好ましくは、図示するように、直線状の伸長した面平行の羽根部である突起部4Aは、第1及び第2の縁端6C、6Dの長さ全体にわたって規則的に配置され、これら縁端6C、6Dと垂直方向に伸びている。したがって、突起部4Aの第1及び第2の連続部7、8は、X−X’軸と平行な中央パネル6の中央の面に対して対称であると有利である。
【0042】
図4に示す例において、突起部4Aを構成する羽根部は全て同じである一方、図6で示す例では、この羽根部の長さは中央パネル6の第2の端部6B付近で第1の端部6Aから第2の端部6Bに向けて次第に短くなる。このように傾斜した断面形状により、目の縁の化粧を容易にできる「先のとがった」ブラシの形状が得られる。
【0043】
上で述べたように、突起部4Aの第1及び第2の連続部7、8は塗布手段4の形成に寄与する。具体的には、図に示す例において、塗布手段4は突起部4Aの2つの連続部7、8により構成される。
【0044】
したがって、中央パネル6を捻る前には、板5と塗布手段6は、平坦な細片からなる核を有する単一で平坦な部材を構成しており、この部材は、中央パネル6と、中央パネル6の面上で縁端6C、6DのそれぞれからX−X’軸と垂直な横方向に伸びた複数の突起から構成される。
【0045】
本発明による塗布手段を支持する捻れ板を得るため、中央パネル6をX−X’軸として定義された長手方向に捻り、それにより図1及び2に示すような突起部4Aの螺旋層が形成される。
【0046】
したがって、中央パネル6を捻ることにより、突起部4AがX−X’軸に沿って軸に対して渦巻状に分散する。このとき、例えば部品のひとつをX−X’軸に対して(例えば時計回りに)回転させ、それ以外の部品を固定するか逆方向(例えば反時計回り)に動かすことで生じるねじりの力を、まだ捻れていない中央パネル6に加えることにより中央パネル6を捻ると有利である。
【0047】
このねじりの力は、板5が安定した恒久的な捻れ形状を有するよう維持される。また、ねじりの力が維持されなくても、この力により中央パネル6を安定して塑性変形することは十分可能で、それにより板5は安定した恒久的な捻れ形状を有する。
【0048】
また、板5は、捻る工程を用いず、例えば捻れ形状を有する型で成形することにより捻れ構造を有してもよい。
【0049】
上述するように、塗布手段4は板5から延びる複数の突起部4Aを有すると有利であり、塗布手段4は板5と一体化していることが好ましい。
【0050】
塗布手段4は板5に切り出されることが特に好ましい。換言すれば、塗布手段4と板5は一体化した部材からなり、その部材から材料を除去することにより塗布手段4を形成することが好ましい。また、切り欠き部4Bを板5に設け、突起部4Aを形成することが好ましい。
【0051】
したがって図4に示す例では、第1及び第2の連続部7、8の突起部4Aと中央パネル6とは、長辺に規則的に設けられた横方向の切り欠き部を有するほぼ長方形の平坦な細片を切ることにより形成され、突起部4Aの第1及び第2の連続部7、8よりなる対向する2つの歯列がそこから横方向に伸びる中央パネル6を備えた図4に示す部品が得られる。その後、図4に示す部品を、上述したようにX−X’軸に沿って捻る。
【0052】
最後に、塗布手段4を支持する捻れ板5は、適切な手段(圧着又は接着剤等)により、図2に示すように柄3の先端部3B付近で柄3に取り付けられる。このように、塗布手段4を支持する捻れ板5は、先端部3BからX−X’軸に沿って柄3とほぼ同一線上に伸びる器具1の装着ヘッドを構成する。
【0053】
本発明による器具1は、板5が取り付けられた支持芯9を備えている。芯9は、柄3の先端部3Bに接続される第1の端部9Aと第2の自由端部9Bとの間でX−X’軸に沿って直線状に伸びることが好ましい。
【0054】
また、芯9は図に示すように必ずしも直線状に伸びる必要はなく、例えば睫毛の生え際の平均の輪郭に従って僅かに曲がっていてもよい(図示せず)。この場合、後で分かるように、X−X’軸は直線ではなく曲線で、芯9の伸長軸に従っている。
【0055】
図に示す例において、芯9は柄3とは別体で、例えば圧着により柄3に取り付けられている。しかし、芯9は柄3自身から直接形成されていてもよい。また、器具1において、柄3を設けず、芯9が直接持ち手部材2に接続されていてもよい。さらに、芯9、より好ましくはその第1の端部9A自身が、本発明の範囲を逸脱しない範囲で直接持ち手部材2を構成するような形状であってもよい。
【0056】
上述したように、板5は支持芯9に取り付けられている、つまり、板5と支持芯9とは機械的に接続されている。
【0057】
支持芯9はそれ自体捻れていると有利で、より好ましくは、板5は柔軟で、芯9がそれ自体捻れることにより捻れる性質を有する。換言すれば、芯9は板6に対して常にねじりの力を維持するよう設計されると有利で、そのねじりの力は板5を図2に示すような捻れた螺旋状の状態で維持する。
【0058】
このため、図2及び5に示すように、芯9は、板5を挿入するための間隙空間12を間に挟みほぼ平行な2つの方向でそれぞれ長手方向に伸びる2つの伸長した分岐部10、11を備えていることが好ましい。図に示す例において、伸長した分岐部10、11は、図3及び5に示すように最初はほぼまっすぐ直線状で互いに平行であり、分岐部10、11の間に滑り込ませるとき、板5は最初は捻れておらず平坦である。次に、分岐部10、11と平行で間隙空間12の中心を通るX−X’軸に沿って、ねじりの力を芯9に加える。このねじりの力は2つの伸長した分岐部10、11に同時に作用し、それによりX−X’軸に対して、分岐部10、11にそれぞれ対応する2重螺旋状に芯9が捻れる。芯9が捻れることにより、分岐部10、11の間で板を掴むと同時にその板を捻り、図5に示す構成から図1及び2に示す構成へと変化する。
【0059】
芯9はU字型ピンを有し、そのU字の腕部は捻れておりかつ2つの伸長した分岐部10、11をそれぞれ構成し、湾曲しかつ分岐部10、11と同一線上にあると有利な横木部13が腕部を連結していると有利である。
【0060】
U字型ピンはステンレス鋼等の金属材料からなり、ピンが捻れることにより、伸長した分岐部10、11がX−X’軸を中心とした渦巻状に恒久的に塑性変形することが好ましい。
【0061】
一方板5は、柔軟で変形可能な材料、例えばポリテトラフルオロエチレン(PTFE)等のエラストマー材料からなることが好ましい。
【0062】
そのような材料を用いることにより、器具の接触性が向上し、柔らかい「感触」が得られる。
【0063】
上述の実施形態では単一の板5を用いていたが、器具1は、本発明から逸脱しない範囲で材料及び形状が共に異なるそれぞれ独立した別体の複数の捻れ板5を備えていてもよい。
【0064】
上記説明では、それぞれ独立した別体の板5と芯9とを用いたが、芯9が板5と一体化して単一の部材を構成してもよい。
【0065】
また本発明は、製品を表皮派生物に塗布するための器具1、より具体的には上述した器具1の製造方法に関する。
【0066】
好ましくは、本発明による方法は、睫毛用マスカラアプリケータの製造方法である。
【0067】
本発明による方法は、製品を表皮派生物に塗布するための塗布手段4を製造する工程(a)を備えている。
【0068】
本発明による方法は、
板5を製造又は供給する工程(b)と、
板5を捻り、捻れ板を形成する工程(c)と、
捻れ板5が前記塗布手段4を支持するように塗布手段4と板5とを結合する工程(d)とをさらに備えている。
【0069】
上述したように、工程(c)を工程(d)の後に行うと有利である。つまり、塗布手段4をまだ捻れていない板5に取り付けた後で板を捻り、それにより塗布手段を広げると有利である。
【0070】
工程(c)を工程(b)の後に行うと有利である。つまり、工程(b)で得られる板は組み立て時にはまだ捻れておらず、板5の製造とそれを捻る工程とはそれぞれ別々に独立して行うと有利である。
【0071】
上述したように、工程(a)及び(d)を同時に行うと有利である。つまり、塗布手段4と板5とを結合する工程に付随して、より好ましくは同じ工程で塗布手段4を製造すると有利である。換言すれば、塗布手段4を製造することにより同時に塗布手段4を板5と結合すると有利であり、また逆も同様である。
【0072】
上述したように、前記同時に行う工程は、当然塗布手段4を板5と一体化するときに行う。この場合、工程(a)及び(d)は塗布手段4を後の工程(b)で得られる板5に切り出す作業(d’)を備えていると有利である。例えば、後の工程(b)で得られる板はほぼ面平行で固体の平坦なシート状である。
【0073】
好ましくは、前記切り出し作業(d’)において、複数の突起を前記板の外側縁端に形成するように一連の切り欠き部を該板に設け、前記突起は塗布手段を構成する。換言すれば、後の工程(b)で得られる板は最初は均一で連続的であるが、工程(d’)の後はフリンジ状となり、このフリンジは突起部4Aの連続部7、8に対応している。
【0074】
このようにして、工程(d’)の後、図4及び6に示すものと類似した基本的に平坦な部品が形成される。
【0075】
好ましくは、切り出し作業(d’)はレーザー光を用いて行い、図4及び6に示すフリンジ部の繊細な構造を迅速、高精度かつ経済的に形成できる。例えば、突起4Aを構成する各フリンジの幅Eは約0.05〜2mmであり、好ましくは約0.1〜0.5mmであり、さらに好ましくは約0.2mmである。各フリンジの間隙は切り欠き部4Bに対応し、その幅Lは約0.01〜2mmであると有利で、好ましくは約0.05〜0.2mmで、より好ましくは幅Lは約0.1mmである。
【0076】
後の工程(b)で得られる板はそれ自体、レーザー光を用いて切り出すことにより得られることが好ましい。
【0077】
上記切り出し作業にレーザーを用いることは当然ながら全く任意であり、他の手段で切り出し作業を行ってもよく、例えば、切り出し型等の機械的手段を用いてもよい。
【0078】
したがって、工程(a)、(b)及び(d)を一回の切り出し作業で行うと特に有利であり、好ましくはレーザー光を用いて材料を板状に切り出すことにより、図4に示す部分又は図6に示す部分を形成することが可能になる。
【0079】
本発明による方法は、支持芯9を製造又は供給する工程(e)を備えると有利である。例えば、工程(e)において、間隙空間12を間に挟む2つの伸長した分岐部10、11を備えた芯9を製造又は供給する。好ましくは、工程(e)において、その腕部が2つの伸長した分岐部10、11をそれぞれ構成するU字型ピンを備えた芯9を製造又は供給する。
【0080】
このU字型ピンは、好ましくは直線状の単一の金属ワイヤを単純に曲げることで得られ、本発明が関連する技術分野においては「あぶみ(stirrup)」として称される場合もある。
【0081】
本発明による方法は、後の工程(b)で得られる部材を支持芯9に取り付け、芯9を捻ることで板5を捻る工程(f)を備えると有利である。換言すれば、芯9と板5との機械的連結は、芯9の捻れ変形(芯9が捻れること)により板5が捻れ変形し(板5が捻れ)X−X’軸に沿って右ねじ状に捻れるよう行うと有利である。
【0082】
工程(f)において、板5は芯9を形成するU字型ピンの間隙と対応する間隙空間12に挿入されると有利である。
【0083】
したがって、工程(e)及び(f)は、工程(b)の後かつ工程(c)の前に行うことが好ましい。
【0084】
上述したように、工程(c)において、芯9を捻ることで板5を捻る。
【0085】
工程(c)において、芯9は、2つの伸長した分岐部10、11に平行なX−X’軸に沿って捻れ、このX−X’軸は2つの分岐部10、11から等距離にあることが好ましい。
【0086】
したがって、本発明は、
ブラシ毛を支持する柔軟な板をスターラップの間隙に挿入する工程と、
前記板を捻り、最初はまっすぐな列として設けられているブラシ毛を、図2に示すようにX−X’軸に対して渦巻状の螺旋状の列に広げるように前記スターラップを捻る工程と
を実行するという簡単なやり方で行うことにより、ブラシ毛を構成する突起が広がって設けられており、特に睫毛を最適に梳かしかつカールさせることが可能なマスカラブラシを得ることができると最も有利である。
【0087】
また、本発明の範囲を逸脱しない範囲で、板5に加えて遊離繊維もU字型ピンの間隙に挿入してもよい。
【0088】
したがって、U字型ピンを捻る工程において、前記繊維も螺旋状の動きを受けて広がる。そのようにして、板5からの突起部4Aと遊離繊維(図示せず)とを備えた「混合の」装着ヘッドが得られる。また、好ましくは芯9を捻ることによる板5を捻る工程の後、機械加工、つまり突起部4Aからなる渦巻層から材料を除去することにより突起部4Aにより構成される塗布手段4の全体形状を変更してもよい。
【産業上の利用可能性】
【0089】
本発明は、製品を表皮派生物に塗布するための器具、特にマスカラブラシの設計及び製造に適用可能である。
【図面の簡単な説明】
【0090】
本発明の効果や目的は、説明のために用いる本発明を限定するものではない添付の図面を参照して上記の説明により詳細に述べられる。
【図1】図1は、マスカラを睫毛に塗布するように設計した本発明による器具を示す全体側面図である。
【図2】図2は、図1に示す器具の製造方法を詳細に示す斜視図である。
【図3】図3は、図1及び2に示す器具の芯を捻る前の、芯を構成するU字型ピンを示す正面概略図である。
【図4】図4は、図1〜3に示す器具の構成に用いた、捻る前の板を示す正面図である。
【図5】図5は、図4に示す板と図3に示す捻る前の芯との結合を示す斜視図である。
【図6】図6は、板を捻る前の、本発明の第2の実施形態による器具に用いる板を示す正面図である。
【特許請求の範囲】
【請求項1】
製品を表皮派生物に塗布するための塗布手段(4)を備えた、製品を表皮派生物に塗布するための器具(1)であって、
前記塗布手段(4)を支持する捻れ板(5)を備えることを特徴とする器具(1)。
【請求項2】
塗布手段(4)は、板(5)から伸びる複数の突起(4A)を備えることを特徴とする、請求項1に記載の器具(1)。
【請求項3】
塗布手段(4)は前記板(5)と一体化していることを特徴とする、請求項1及び2のうちいずれか1項に記載の器具(1)。
【請求項4】
塗布手段(4)は前記板(5)に切り出されていることを特徴とする、請求項3に記載の器具(1)。
【請求項5】
板(5)に切り欠き部(4B)を設けて突起(4A)を形成していることを特徴とする、請求項2、3及び4のうちいずれか1項に記載の器具(1)。
【請求項6】
板(5)は、第1の端部及び第2の端部(6A、6B)間の長手方向(X−X’)と第1の縁端及び第2の縁端(6C、6D)間の横方向との両方向に伸びる中央パネル(6)を備え、突起(4A)の第1及び第2の連続部(7、8)が第1及び第2の縁端(6C、6D)からそれぞれ突出しており、突起(4A)の前記第1及び第2の連続部(7、8)は前記塗布手段(4)の形成に寄与しており、前記中央パネル(6)は長手方向(X−X’)に捻れていることを特徴とする、請求項1〜5のうちいずれか1項に記載の器具(1)。
【請求項7】
前記板(5)が取り付けられた支持芯(9)を備えることを特徴とする、請求項1〜6のうちいずれか1項に記載の器具(1)。
【請求項8】
前記支持芯(9)は捻れていることを特徴とする、請求項7に記載の器具(1)。
【請求項9】
前記板(5)は柔軟であり、芯(9)によって捻れる性質を有することを特徴とする、請求項8に記載の器具(1)。
【請求項10】
芯(9)は、前記板(5)を挿入する間隙空間(12)を間に挟む2つの伸長した分岐部(10、11)を備えることを特徴とする、請求項7〜9のいずれか1項に記載の器具(1)。
【請求項11】
芯(9)は、その腕部が捻れておりかつ2つの伸長した分岐部(10、11)をそれぞれ構成するU字型ピンを備えていることを特徴とする、請求項10に記載の器具(1)。
【請求項12】
板(5)はポリテトラフルオロエチレン等のエラストマー材料からなることを特徴とする、請求項1〜11のいずれか1項に記載の器具(1)。
【請求項13】
睫毛用マスカラアプリケータを構成することを特徴とする、請求項1〜12のいずれか1項に記載の器具(1)。
【請求項14】
製品を表皮派生物に塗布するための塗布手段(4)を製造する工程(a)を備えた、製品を表皮派生物に塗布するための器具(1)の製造方法であって、
板(5)を製造又は供給する工程(b)と、
板(5)を捻り、捻れ板(5)を形成する工程(c)と、
捻れ板(5)が前記塗布手段(4)を支持するように塗布手段(4)と板(5)とを結合する工程(d)とを備えることを特徴とする製造方法。
【請求項15】
工程(c)を工程(d)の後に行うことを特徴とする、請求項14に記載の方法。
【請求項16】
工程(c)を工程(b)の後に行うことを特徴とする、請求項14又は15に記載の方法。
【請求項17】
工程(a)及び(d)を同時に行うことを特徴とする、請求項14〜16のいずれか1項に記載の方法。
【請求項18】
工程(a)及び(d)は、塗布手段(4)を後の工程(b)で得られる板(5)に切り出す作業(d’)を備えていることを特徴とする、請求項17に記載の方法。
【請求項19】
前記切り出し作業(d’)において、複数の突起(4A)を前記板の外側縁端に形成するように一連の切り欠き部(4B)を該板に設け、前記突起(4A)は塗布手段(4)を構成することを特徴とする、請求項18に記載の方法。
【請求項20】
前記切り出し作業(d’)をレーザー光を用いて行うことを特徴とする、請求項18又は19に記載の方法。
【請求項21】
支持芯(9)を製造又は供給する工程(e)と、後の工程(b)で得られる板(5)を支持芯(9)に取り付け、芯(9)を捻ることで板(5)を捻る工程(f)とを備えることを特徴とする、請求項14〜20のいずれか1項に記載の方法。
【請求項22】
工程(e)及び(f)を、工程(b)の後かつ工程(c)の前に行うことを特徴とする、請求項21に記載の方法。
【請求項23】
工程(c)において、芯(9)を捻ることで板(5)を捻ることを特徴とする、請求項21又は22に記載の方法。
【請求項24】
工程(e)において、間隙空間(12)を間に挟む2つの伸長した分岐部(10、11)を備えた芯(9)を製造又は供給し、工程(f)において、板(5)を前記間隙空間(12)に挿入することを特徴とする、請求項21〜23のいずれか1項に記載の方法。
【請求項25】
工程(e)において、その腕部が2つの伸長した分岐部(10、11)をそれぞれ構成するU字型ピンを備えた芯(9)を製造又は供給することを特徴とする、請求項24に記載の方法。
【請求項26】
工程(c)において、2つの伸長した分岐部(10、11)に平行かつ2つの分岐部(10、11)から等距離にある(X−X’)軸に沿って芯(9)を捻ることを特徴とする、請求項24又は25に記載の方法。
【請求項27】
睫毛用マスカラアプリケータの製造方法を構成することを特徴とする、請求項14〜26のいずれか1項に記載の方法。
【請求項1】
製品を表皮派生物に塗布するための塗布手段(4)を備えた、製品を表皮派生物に塗布するための器具(1)であって、
前記塗布手段(4)を支持する捻れ板(5)を備えることを特徴とする器具(1)。
【請求項2】
塗布手段(4)は、板(5)から伸びる複数の突起(4A)を備えることを特徴とする、請求項1に記載の器具(1)。
【請求項3】
塗布手段(4)は前記板(5)と一体化していることを特徴とする、請求項1及び2のうちいずれか1項に記載の器具(1)。
【請求項4】
塗布手段(4)は前記板(5)に切り出されていることを特徴とする、請求項3に記載の器具(1)。
【請求項5】
板(5)に切り欠き部(4B)を設けて突起(4A)を形成していることを特徴とする、請求項2、3及び4のうちいずれか1項に記載の器具(1)。
【請求項6】
板(5)は、第1の端部及び第2の端部(6A、6B)間の長手方向(X−X’)と第1の縁端及び第2の縁端(6C、6D)間の横方向との両方向に伸びる中央パネル(6)を備え、突起(4A)の第1及び第2の連続部(7、8)が第1及び第2の縁端(6C、6D)からそれぞれ突出しており、突起(4A)の前記第1及び第2の連続部(7、8)は前記塗布手段(4)の形成に寄与しており、前記中央パネル(6)は長手方向(X−X’)に捻れていることを特徴とする、請求項1〜5のうちいずれか1項に記載の器具(1)。
【請求項7】
前記板(5)が取り付けられた支持芯(9)を備えることを特徴とする、請求項1〜6のうちいずれか1項に記載の器具(1)。
【請求項8】
前記支持芯(9)は捻れていることを特徴とする、請求項7に記載の器具(1)。
【請求項9】
前記板(5)は柔軟であり、芯(9)によって捻れる性質を有することを特徴とする、請求項8に記載の器具(1)。
【請求項10】
芯(9)は、前記板(5)を挿入する間隙空間(12)を間に挟む2つの伸長した分岐部(10、11)を備えることを特徴とする、請求項7〜9のいずれか1項に記載の器具(1)。
【請求項11】
芯(9)は、その腕部が捻れておりかつ2つの伸長した分岐部(10、11)をそれぞれ構成するU字型ピンを備えていることを特徴とする、請求項10に記載の器具(1)。
【請求項12】
板(5)はポリテトラフルオロエチレン等のエラストマー材料からなることを特徴とする、請求項1〜11のいずれか1項に記載の器具(1)。
【請求項13】
睫毛用マスカラアプリケータを構成することを特徴とする、請求項1〜12のいずれか1項に記載の器具(1)。
【請求項14】
製品を表皮派生物に塗布するための塗布手段(4)を製造する工程(a)を備えた、製品を表皮派生物に塗布するための器具(1)の製造方法であって、
板(5)を製造又は供給する工程(b)と、
板(5)を捻り、捻れ板(5)を形成する工程(c)と、
捻れ板(5)が前記塗布手段(4)を支持するように塗布手段(4)と板(5)とを結合する工程(d)とを備えることを特徴とする製造方法。
【請求項15】
工程(c)を工程(d)の後に行うことを特徴とする、請求項14に記載の方法。
【請求項16】
工程(c)を工程(b)の後に行うことを特徴とする、請求項14又は15に記載の方法。
【請求項17】
工程(a)及び(d)を同時に行うことを特徴とする、請求項14〜16のいずれか1項に記載の方法。
【請求項18】
工程(a)及び(d)は、塗布手段(4)を後の工程(b)で得られる板(5)に切り出す作業(d’)を備えていることを特徴とする、請求項17に記載の方法。
【請求項19】
前記切り出し作業(d’)において、複数の突起(4A)を前記板の外側縁端に形成するように一連の切り欠き部(4B)を該板に設け、前記突起(4A)は塗布手段(4)を構成することを特徴とする、請求項18に記載の方法。
【請求項20】
前記切り出し作業(d’)をレーザー光を用いて行うことを特徴とする、請求項18又は19に記載の方法。
【請求項21】
支持芯(9)を製造又は供給する工程(e)と、後の工程(b)で得られる板(5)を支持芯(9)に取り付け、芯(9)を捻ることで板(5)を捻る工程(f)とを備えることを特徴とする、請求項14〜20のいずれか1項に記載の方法。
【請求項22】
工程(e)及び(f)を、工程(b)の後かつ工程(c)の前に行うことを特徴とする、請求項21に記載の方法。
【請求項23】
工程(c)において、芯(9)を捻ることで板(5)を捻ることを特徴とする、請求項21又は22に記載の方法。
【請求項24】
工程(e)において、間隙空間(12)を間に挟む2つの伸長した分岐部(10、11)を備えた芯(9)を製造又は供給し、工程(f)において、板(5)を前記間隙空間(12)に挿入することを特徴とする、請求項21〜23のいずれか1項に記載の方法。
【請求項25】
工程(e)において、その腕部が2つの伸長した分岐部(10、11)をそれぞれ構成するU字型ピンを備えた芯(9)を製造又は供給することを特徴とする、請求項24に記載の方法。
【請求項26】
工程(c)において、2つの伸長した分岐部(10、11)に平行かつ2つの分岐部(10、11)から等距離にある(X−X’)軸に沿って芯(9)を捻ることを特徴とする、請求項24又は25に記載の方法。
【請求項27】
睫毛用マスカラアプリケータの製造方法を構成することを特徴とする、請求項14〜26のいずれか1項に記載の方法。
【図1】

【図2】
【図3】

【図4】
【図5】

【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2009−535077(P2009−535077A)
【公表日】平成21年10月1日(2009.10.1)
【国際特許分類】
【出願番号】特願2009−507117(P2009−507117)
【出願日】平成19年4月27日(2007.4.27)
【国際出願番号】PCT/FR2007/000720
【国際公開番号】WO2007/125206
【国際公開日】平成19年11月8日(2007.11.8)
【出願人】(507325264)
【Fターム(参考)】
【公表日】平成21年10月1日(2009.10.1)
【国際特許分類】
【出願日】平成19年4月27日(2007.4.27)
【国際出願番号】PCT/FR2007/000720
【国際公開番号】WO2007/125206
【国際公開日】平成19年11月8日(2007.11.8)
【出願人】(507325264)
【Fターム(参考)】
[ Back to top ]