
糸を形成しかつ/又は高級化しかつ巻き上げるために繊維機械を運転する方法及び繊維機械

【課題】糸を形成しかつ/又は高級化しかつ巻き上げる繊維機械であって、多数の作業部位を有し、各作業部位のためにスピンドルモータによって駆動されたスピンドルとホッパモータによって駆動されたホッパとが設けられている形式のものにおいて、巻き上げに際して巻き上げ張力をコンスタントに保つこと。
【解決手段】スピンドルモータとホッパモータとの両方にそれぞれ1つのトルク/回転数特性線(DS、DT)が与えられており、該トルク/回転数特性線(DS、DT)が作業領域にて互いに平行でかつ巻き上げ張力を克服するために必要なトルクの経過に平行であること。この平行性によって負荷に関連したスピンドルモータの回転数のためとスピンドルとホッパとの間の回転数差のためとの自動調整が得られるようになった。
【解決手段】スピンドルモータとホッパモータとの両方にそれぞれ1つのトルク/回転数特性線(DS、DT)が与えられており、該トルク/回転数特性線(DS、DT)が作業領域にて互いに平行でかつ巻き上げ張力を克服するために必要なトルクの経過に平行であること。この平行性によって負荷に関連したスピンドルモータの回転数のためとスピンドルとホッパとの間の回転数差のためとの自動調整が得られるようになった。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は請求項1もしくは11の上位概念に記載した、糸を形成しかつ/又は高級化しかつ巻き上げるために繊維機械を運転する方法及び繊維機械に関する。
【0002】
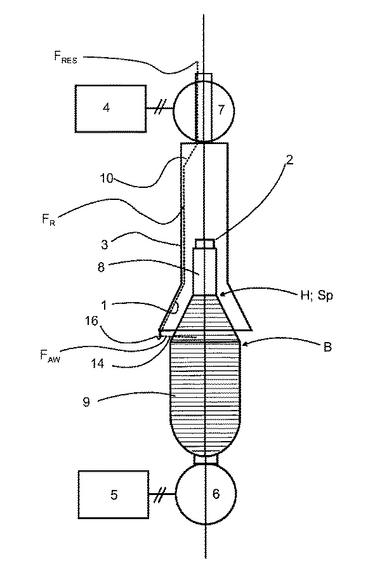
本発明は繊維機械、特にホッパ紡績及び撚糸機の分野に関連する。ホッパ紡績機ではドラフト機構から供給された繊維束には、糸ガイドとしてのホッパが回転させられ、同時に繊維束が巻管に巻き付けられることで必要な撚りが付与され、要求された強度の糸が形成される。図1には糸を巻き上げる場合のホッパ紡績機の根本的な作用形式が示されている。糸1はホッパ3の糸案内エレメント16を介して、スピンドル2の上にある巻管8に巻き上げられる。これはホッパ3に対するスピンドル2の回転数差で行われる。
【0003】
ホッパ3(糸案内エレメント16を備えた)とスピンドル2の上にあるボビンとの相対的な軸方向の運動でボビン構造は決定される。糸の後続使用のためには、ボビン形としてはいわゆるコップ形−通常コップ巻きによって形成−が特に合目的的であることが証明された。完成したコップ9は典型的な形式で円錐中央にて最大直径(以下ベースBと呼ぶ)を有し、直径が最小である両円錐端部(以後尖端Spと呼ぶ)に向かって先細にされている。
【0004】
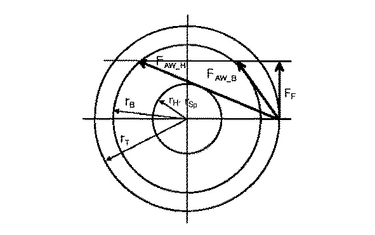
小さなボビン半径rSpに巻き上げる場合(図1にて個所H、Spを参照)には不具合な力の平行四辺形によって、外側のボビン半径、つまり大きなボビン半径rBに巻き上げる場合よりも大きな糸張力FAWが発生する。この事情は詳細に図3aに示されている。この場合、糸案内機構に作用する接線方向の力成分のためのFFは
F=FF
となる。これから直接判るように巻き上げ張力FAWは巻き付け半径rに関連して図3bで示した性質上の経過を有する。この接線方向成分は算出されることもできる。
【0005】
ボビン/コップを巻成する場合にはその形に基づき、糸が巻き上げられる直径の変化が発生する。送りはスピンドル回転数と糸とによって与えられているので、巻成に必要なスピンドル2とホッパ3との間の回転数差は巻き上げ直径の変化に関連し、同様にこの回転数変化に曝される。ホッパ3とスピンドル2はそれぞれ1つのモータ6もしくは7で駆動される。これらのモータ6もしくは7は以後スピンドルモータ6もしくはホッパモータ7と呼ぶ。
【0006】
DE3741430C2[1]号もしくはEP0319783B1[2]号明細書によればスピンドル2に一定の回転数が与えられ、ホッパ3の回転数に時間tに関してもしくは軸方向運動に関して鋸歯状の経過が与えられている。これによって糸張力FAWは巻成に際して、特にスピンドル2とホッパ3との間の軸方向運動の反転部位にて変動に晒される。しかし、最良の糸質のためには糸張力FAWをできるだけコンスタントに保つことがきわめて重要である。
【0007】
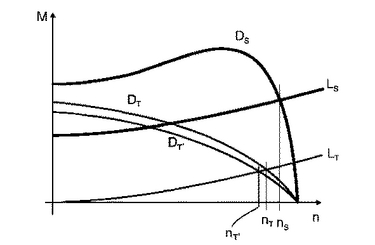
できるだけコンスタントな糸張力FAWを達成する場合には駆動技術が高い意義を持つ。前記文献[1]によればスピンドルモータ6とホッパモータ7とをそれぞれ3相電流非同期モータとして構成し、このスピンドルモータ6とホッパモータ7とを共通の変圧整流器(文献1では周波数制御装置16と呼ばれている)に接続されている。以下の説明のためには状態を質的に示した図2を参照されたい。すなわち、ホッパモータ7のトルク/回転数特性線DTは、ホッパ3の負荷モーメント/回転特性線LTに対し、周波数が変わらない状態で、糸1の巻成過程のためにスピンドル回転数nsよりも小さい回転数nTでホッパモータ7が駆動させられるように調和させられている。これは、回路技術的にかつ寸法設定的には以下のように行われる。
(a) ホッパ7のトルク特性線DTは緩やかであり、つまりこのトルク特性線は比較的平らな傾斜を有している。
(b) 巻成状態は時間に関して、もしくはホッパ3の軸方向の運動に関して明らかに可変であり、すなわち先に述べた鋸歯状に変化する。コンスタントな巻き上げ張力FAW
のために必要なホッパモータのトルク特性線DTの適合は、ロータ回路にある抵抗の接続遮断によって行われる。これは変化させられたトルク/回転数特性線DTもしくはDT′をもたらす。図2によれば両方の特性線DTとDT′との間には調節可能な領域が規定されている。この領域は下方の回転数nT′と上方の回転数nTとにおいて形成される。 しかし、このような形式ではホッパ回転数nTの比較的にわずかな領域しか、又スピンドル回転数nsとホッパ回転数nTとの間の差のわずかな領域しか調節可能でかつ調整可能ではない。何故ならばこの場合にはスピンドルモータ6とホッパモータ7は同じ調節部材に接続されているからである。
【0008】
ホッパ回転数nTの調整可能な領域並びにスピンドル回転数nsとホッパ回転数nTとの間の差を拡大できるためには、EP0476406A1号明細書[3]においては、ホッパモータ7とスピンドルモータ6とのためにそれぞれ1つの周波数変換器4もしくは5を設け、両周波数変換器4と5をスーパプログラミング可能な制御装置と接続することが提案されている。
【0009】
この解決手段では2つの独立した調整回路をコントロールする必要がある。すなわち、i) 回転数ns=スピンドルモータのためのf(負荷モーメント)
ii) スピンドルモータ6とホッパモータ7との間、ひいてはスピンドル2とホッパ/吊鐘体3との間の回転数差(ns−nT)
コンスタントなスピンドル回転数nsを前提条件として([1]と[2]とによる前提条件として)以下の事項を実験によっても確認することができる。
i) 糸張力FAWは巻き上げ半径rの大きさに強く関連する(図3aも参照)。
【0010】
rH=rSp≦r≦rB
ii) コップ9の円錐先端Spにおける小さな巻き上げ半径rSpでは同時にホッパ回転数nTが小さい場合にばね張力FAW_Spは円錐ベースBもしくはコップ9の円筒部における大きな巻き上げ直径の場合よりもロータ回転数nsの大きさが同時に変わらない場合に大きい。
上記事情とその結論は以下の式で確認される。
【0011】
M=r・FAW;この場合rSp≦r≦rB
さらに以下の負荷に関連した事情が困難なものとして加わる。
i) 個別の軸受け摩擦によって負荷は作業部位から作業部位に拡散する。
ii) さらに負荷は克服しようとする空気抵抗によっても拡散する。この空気抵抗はコップ9のそのつどの大きさに強く関連する。つまり、すでにコップの上に多くの糸が巻かれているほど、空気抵抗は高くなる。コップ構成の形と段階の他に回転数と糸自体も空気抵抗に影響を及ぼす。
【0012】
糸を巻き上げる場合の先に述べた関係は一般的な形式のものである。つまり、基礎となる紡績法が吊鐘紡績機−ホッパ紡績機又はキャップ紡績機又はフライヤ紡績機とも呼ばれる−で実施されるか又はリング紡績機で実施されるかとは無関係である。この方法の方向ですらパラメータにとっては重要ではない。通常下向き法として使用される方法は上向き法同様実施することができる。ここで有利な構成として記述した、先行するスピンドルと後行するホッパとの代わりに、この方法は先行するホッパと後行するスピンドルで実施されることもできる。個々の値にて±が変わり、値が変わるにも拘わらず原理的には影響はない。しかしこの関係は撚糸機にも当て嵌まる。したがって以下の記述では合わせて繊維機械と呼ぶ。これによっては、回転する、駆動された、糸を案内する撚りエレメントが使用されかつ生産された糸が完全な真の撚りを有しているか又は開放端部を有していないすべての紡績及び撚糸機が総合的に表現されている。
【特許文献1】DE3741430C2号明細書
【特許文献2】EP0319783B1号明細書
【特許文献3】EP0476406号A1号明細書
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明の課題は糸を形成しかつ巻き上げるための繊維機械を運転する方法及び該方法を実施するための繊維機械において以下の結果を達成することである。
1. 巻き上げ張力を個々の紡糸部位の個別の負荷とは無関係にする。
2. そのために両方の調整回路をコントロールする。
【0014】
i) 回転数ns=スピンドルモータのためのf(負荷モーメント)
ii) スピンドルモータ6とホッパモータ7との間、ひいてはスピンドル2とホッパ3との間の回転数差
ΔnAW=ns−nT
3. 糸巻き上げ張力FAW(短くは糸張力FAWと呼ぶ)は瞬間の巻き上げ半径rとは無関係であるようにしたい。この場合、rSp≦r≦rBである。付加的に糸張力FAWはできるだけコンスタントでかつ調節可能であるようにしたい。
【課題を解決するための手段】
【0015】
本発明の課題は請求項1に記載した方法並びに請求項11に記載した繊維機械によって解決された。
【0016】
本発明の有利な実施例は従属請求項に記載されている。
【発明の効果】
【0017】
できるだけコンスタントな糸張力FAWを達成するためにホッパモータとスピンドルモータとがそれぞれ1つのトルク/回転数特性曲線を有し、該トルク/回転数特性曲線が前記両モータの作業領域で互いにかつ回転数及びトルク差に対し平行であることによって、一方では複合の調整回路を必要とせず、他方では作業部位個々の軸受け摩擦並びに個々の、コップの大きさに関連する空気摩擦の影響が自動調整されて処理される。スピンドルモータを含むスピンドルの軸受け摩擦の増大は単に、両モータのトルク/回転数特性曲線に沿って作業領域をいくらか低い回転数といくらか高いトルクへ移動させるにすぎない。
【0018】
さらにこのような形式でスピンドル又はホッパモータの作業部位個別の調整も集中的な調整も強制的には必要としない、糸を形成しかつ/又は高級化しかつ巻き上げる方法が提供された。作業部位個別の調整が省略されることは、繊維機械のコストに顕著な影響を有している。何故ならばこのような繊維機械は数百の紡糸部位もしくは撚糸部位を有しているからである。したがって、1つの機械のすべてのホッパモータとすべてのスピンドルモータとをそれぞれ1つの調節部材に接続するのではなく、1つの機械のモータのグループもしくは一方の機械側のモータ又はそれぞれ1つのセクションのモータを1つの調節部材に接続することも考えられる。
【0019】
本発明の理論上ではホッパ、バルーン制限器、吊鐘体及び加熱エレメントは同意義に用いられている。簡易化を期して以後、ホッパだけを用いる。符号リスト及び使用された記号のリストはこの明細書の統合された部分である。
【発明を実施するための最良の形態】
【0020】
図1にはホッパ紡績機の1つの作業部位(撚糸部位にも当て嵌まる)の主要なエレメントが原理図で示されている。
【0021】
スピンドル2には糸1をコップ9に巻き上げる巻管8が差し嵌められている。図1における巻管8とスピンドル2は単に原理的なものであって、その正確な寸法もしくは直径関係を再現するものではない。スピンドル2はモータ−この場合にはスピンドルモータ6と呼ばれている−と所属の調節部材5とにより駆動される。糸1を巻き上げるためにはホッパ3はモータ−この場合にはホッパモータ7と呼ばれている−と所属の調節部材4とによって駆動される。モータとして単相又は有利には3相非同期モータが設けられている。スピンドル2とホッパ3とは同軸に配置されている。糸1はホッパ3から糸案内エレメント18に導かれ、そこからいわゆる自由な糸区間14として巻管8に巻き付けられる。ホッパ3とスピンドル2との相対的な綾振り運動(往復運動とも呼ばれる)によって典型的な形をしたコップ9が形成される。この場合、形の観点からベースBと巻管Hもしくは先端Spが矢印と共に示されている。符号1では紡糸される繊維束並びに加撚されて生産された糸が示されている。図1に示された巻管8は発明にとっては重要ではない。糸1は巻管なしで巻き上げられることができ、形成されたコップ9はスピンドル2から直接引き抜かれることができる。
【0022】
コップ9の異なって構成された部分のためにはスピンドル2とホッパ3との回転数は前述の相対的軸方向運動に際して変化しなければならない。
【0023】
明細書の冒頭に記述したモーメントの観点から出発して差しあたり許容できる軸受け及び空気摩擦力のもとで巻き上げ張力FAWがコンスタントであると仮定した場合の状態を表示する。スピンドルの巻き上げモーメント:
MAW_B=FAW・rB (1)
MAW_Sp=FAW・rSp (1)
インデクスSpはコップ9の円錐先端Spにおける小さいスピンドル半径rSpを示すためにかつインデクスBはコップ9のベースBにおける大きい巻き上げ半径rBを示すために用いられている(図1を参照)。したがってrSp<rBである。
【0024】
この場合、図1においてはスピンドル半径rSpのためには付加的に巻管のための記号Hが付与されている。しかし以下のコンテクスでは巻管半径rHとスピンドル半径rSpとの間に相違は存在しない。何故ならば公知の巻管なしで製造されたコップの大きさはほぼ変わらないからである。
【0025】
等式(1)からは両方の巻き上げ半径rBとrSpとの間のトルクの差ΔMAW(差トルク)は、
ΔMAW:=MAW_B−MAW_Sp (2)
=FAW・(rB−rSp) (2′)
に従って形成される。
【0026】
同様に巻き上げ半径rSpとrBとそのつどの最終値のためのスピンドル2とホッパ3との回転数の間の回転数差は以下通り表される。
【0027】
巻き上げ半径rSp:ΔnAW_Sp (3)
巻き上げ半径rB:ΔnAW_B (3)
これによってコップ9の両方の位置先端SpとベースBとの間の巻き直径に関連したもしくは軸方向運動に関連した回転数差も
ΣΔnAW:=ΔnAW_Sp−ΔnAW_B (4)
によって決定される。
【0028】
この差は両方のモータに有利にはしばしば分配されることができる:スピンドルモータ6とホッパモータ7は運転中に
ΔnAW:=ΣΔnAW/2 (5)
の回転数領域で振れる。これは図6にはスピンドルSもしくは2とホッパTもしくは3とのために
ΔnAW=ΔnAW_S=ΔnAW_T
によって異なって示されている。
【0029】
巻き上げ半径に関連した差トルクΔMAW=ΔMAW(r)はコンスタントな巻き上げ張力FAWとスピンドルモータ6とホッパモータ7とに対する同じ負荷分配で発生することは、巻き上げのための以下の基本等式からわかる。
【0030】
L=2・Π(ns−nT)=2・Π(ΔnAW)=const (6)
この場合Lは単位[m/s]での送りを象徴している。
【0031】
前記等式(6)は
【0032】
【数1】

をベースとしている。
【0033】
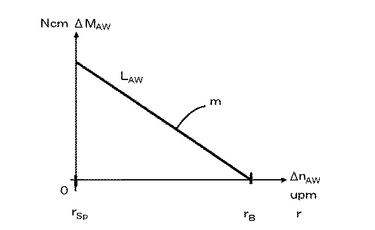
巻き上げ半径に関連した差回転モーメントは図5に示されている。軸方向の運動での対応位置は先端Sp(もしくは巻管H)とベースBで示されている。図5に示されているように回転数nsが上昇すると負荷モーメントLAWは低下する。ここでは記号ΔMAWの二重の意味付けについてもう一度示しておく。1つは先端SpとベースBとの間のためであり、もう1つは巻き上げ半径に亘るこの差の経過のためである。
【0034】
ΔMAW=ΔMAW(r)
図5に示された分けられた目盛(縦座標及び横座標における→Δ…)を有する負荷特性線LAWの勾配は糸によって、しかも間接的に糸の繊細度(ここでは糸番手Nmによって示されている)によって決定される。Nmの単位は[m/g]である。
【0035】
Nm=lGarn[m]/mGarn[g]
糸特性:
【0036】
【数2】
のためには以下の用語が適用される。
【0037】
T:撚り、英語ではツイストの数
m:メートル
したがってT/mの値はメートルあたりの糸の撚り数を表す。
【0038】
αm:撚り係数
Nm:糸番手、メートル番手
したがって図5による直線的な負荷特性線の勾配は、
i) スピンドル半径rsもしくはコップ9の先端における半径rSp及びコップ9のベースにおける半径rBに関する幾何学的形状によって決定される。この幾何学的な形状によって回転数も、もしくは図5に示されているように回転数差ΔnAWも決定される。
ii) 縦座標の上の差トルクΔMAWは糸張力FAWによって決定される。これは先の等式(1)と(2)とから直接的に求められる。
【0039】
巻き上げ張力FAWを巻き上げ半径rとは無関係に保つためにはこの巻き上げ半径rに亘ってホッパモータ7とスピンドルモータのための差トルクMAWはそれぞれ同じ値を有していなければならない。何故ならば《アクション=リアクション》であるからである。これはトルク/回転数特性線DTが正確に巻き上げ半径rに亘って糸のモーメント経過にかつ所属の回転数差ΔnT=ΔnAWに追従するからである。スピンドルモータ6とホッパモータ7との両方のトルク/回転数特性線DSとDTが平行でない−図4を参照−と
ΔnAW=ΔnAW_S (5.1)
ΔnAW=ΔnAW_T (5.2)
ΔnAW_T≠ΔnAW_S (5.3)
である不当な分配の場合に糸張力FAWもコンスタントでなくなるものと想われる。この事実は図6に示されている。ホッパモータ7とスピンドルモータ6とのための回転数差ΔnAWの分配はそれぞれ個所ベースB(rBで示されている)と先端Sp(スピンドル2の半径にほぼ相応するのでrSpで示されている)にて示されている。縦座標には相応するトルク、正確にはその差ΔMAWがプロットされている。両方のモータ特性線DTとDSの個所rBとrSpとにおいてはホッパ3がスピンドル2に対し軸方向に運動する場合の反転点がある。この《インバース》な状態はスピンドルモータ6とホッパモータ7とに対する回転数差ΔnAWの等式(5)に従った分配から生じる。
【0040】
ホッパモータ7の巻き上げトルクMAW_Tは後行するホッパの場合には、軸受け摩擦と空気抵抗を考慮しないで駆動するモーメントである。つまりホッパモータ7は発電領域で働く。数学的に言えば発電領域におけるこのモーメントMAW_Tは負である。これは図5から直接的に、当初軸受け摩擦と空気抵抗とが認められない作業領域のために生じる。
【0041】
ホッパ3、ひいてはホッパモータ7は固有の軸受けの摩擦モーメントを克服しなければならない。空気抵抗によって与えられたモーメントは対象となる回転数領域では、軸受け摩擦同様コンスタントであると仮定されている。したがって軸受け摩擦と空気抵抗は1つの値MTR_Rに纒められている。空気摩擦によるトルクの割合はなかんづく場合によるケーシングに強く関連する。等式的にはホッパモータのトルクのためには
MTr=MTr_R+MAW_T
が当て嵌まる。
【0042】
この場合にはMAW_Tが負であることに注意する必要がある。MAW_Tが値的にMTr_Rよりも大きいとMTrも同様に負になる。この場合にはモータは発電運転で回転する。ホッパ3とスピンドル2とが巻き上げようとする糸によって結合されていること及び巻き上げる場合の幾何学関係から:
《アクション=リアクション》
すなわち:
MAW_S+MAW_T=0
が当て嵌まる。
【0043】
軸受け摩擦と空気抵抗の影響はスピンドルモータのための図7に基づき説明する。これは本発明によって解決しようとする課題、つまり先に説明した両方の調整回路のコントロールと直接的に関連している。このためには図2(負荷特性線と回転数/トルク特性線の直交性)に類似して同じ原理が図7に基づき示されている。すなわち、巻き上げの開始にあたっては空の巻管8が設けられている。ホッパ3もしくはホッパモータ7のための先のトルク7のための先のトルクの観点は空気摩擦を除いて同様に有効性を有している。空気摩擦ひいてはそれを克服するために必要なモーメントはコップ9の大きさに関連している。このためには図7に以下の2つの負荷特性線がプロットされている:
L0.0:巻管8が空である場合の負荷特性線
L0.5:コップ9が半分巻かれている場合の負荷特性線、負荷モーメント
あらかじめ与えられた回転数特性線と負荷特性線との交点は巻管8が空である場合の《運転点》を規定する。つまりベースB(低い回転数)と先端Sp(高い回転数)との間の領域を規定する。糸巻きのための負荷モーメントを示す負荷特性線LAWと負荷特性線L0.0との交差(図7においてOrthで直角である交差の有利なヴァリエーションとして図示)によって先にi)とii)とに記載した所属の調整回路が相互に影響を及ぼしあうことはない。特性線LAWは所望される糸張力FAWと巻き上げ半径r(図7におけるBとSpとの間)とによってあらかじめ与えられる。自動的な調整は、スピンドルモータ6の回転数/トルク特性線が変圧整流器の電圧周波数比を介して平行性に関して調節されることで得られる。回転数がボビン構成に亘ってスピンドルにおける空気抵抗モーメントの上昇によって下降することを補償するためには、これは中央調整又は制御されて設定周波数の調整又は制御された適合によってかつ−直交性維持して又は維持しないで行うかは発明にとっては重要ではなく−特性線の間隔の適合によって行われる。コップの大きさに関連した調整回路のためのもしくはコップの大きさに関連した制御のための経過(空の巻管8から半分巻かれたコップ9まで)は図7においては記号fLで示されている。この結果、半分巻かれたコップ9の場合には負荷特性線L0.5が生じる。ホッパとスピンドルの速度は絶えず変化する公知の程度と公知の個所とにおいてではあるが絶えず変化するので、特に反転点において発生する加速モーメント及び慣性モーメントがそれだけではないにしても、設定周波数を短時的に変化させることによって補償されることができる。この処置は有利には、本願の統合された構成部分としても通用するDE102004036900.3A1号明細書に既に記述されているように糸張力に対する作用を回避するために、すでに見込まれてる事件の前に、制御及び/又は調整されて導入される。
【0044】
図7にて説明した状況は図4に重ねて示されている。すなわちスピンドルモータ6とホッパモータ7とのために示されている。DSとDTとではスピンドルモータ6とホッパモータ7との平行な回転数/トルク特性線が示されている。図7においても回転数のためのスケールは分断されている。
【0045】
モータとしては典型的な形式で非同期モータが適している。この非同期モータは使用領域の内部でモータ特性線の平行性の確保が可能であるように構成されている。しかしながら他のモータ、例えば適当なモータ特性線を有する、ブラシ等を備えているか又は備えていない同期モータを使用することもできる。
【0046】
本発明の方法の異なる実施形態は自由に組み合わせることができる。したがって例えばスピンドルモータ6の負荷特性線LAW又は回転数特性線DSに対し負荷特性線は無因の平行性を有していることができる。ここで提案された方法とこの方法を実施するための繊維機械と関連して、平行と直交という規定は常に厳格なものではない。したがって具体的な機械においては前述の特性は少なくともほぼが正しい。この限定は本願明細書を読みやすくするためにその都度行ってはおらず、暗示的に行われているものと見なされたい。過剰の表現を回避するために個々の場所では例えば線図における特性線と特性線によって表す値との間に厳格な差異はないものとする。これは先端SpとベースBとの間の差トルクΔMAWと糸張力FAWに起因する巻き上げトルク並びに両方の個所先端SpとベースBとの間の経過が区別されていない図5にも当て嵌まる。しかしこの不正確さが本願明細書の開示内容に影響を及ぼすことはない。
【0047】
さらに本発明の種々の実施例は形成された糸1が巻管なしで巻き上げられるか又はスピンドル2の上に差し嵌められた巻管8に巻き上げられるかとは無関係である。
【図面の簡単な説明】
【0048】
【図1】公知のホッパ紡績機の作業部位の主要なエレメントの原理である。
【図2】[1]からの公知技術によるスピンドル及びホッパの回転数に対する回転数に対する回転モーメントの経過を示した図である。
【図3a】公知技術による糸巻き上げ中の力の変比を示した図である。
【図3b】公知技術による巻き上げ半径に関連した巻き上げ張力/糸張力の経過を示した図である。
【図4】本発明による方法のホッパモータとスピンドルモータとの特性線を示した図である。
【図5】幾何学的な形状と糸の性質とによって決定された負荷特性曲線を示した図である。
【図6】1つの紡績部位の作業領域のためのスピンドルモータとホッパモータとのモータ特性曲線を詳細に示した図である。
【図7】調整回路のデカップリングを説明するためのスピンドルモータの摩擦と巻き上げ張力とのための負荷特性線を示した図である。
【符号の説明】
【0049】
1 糸、紡糸された繊維束
2 スピンドル
3 バルーン制限スリーブ、吊鐘体、ホッパ、加速エレメント
4 ホッパモータの調節部材
5 スピンドルモータの調節部材
6 スピンドルモータ
7 ホッパモータ
8 巻管
9 コップ
10 繊維束
14 自由な糸区間
16 糸案内エレメント
αm メートル回転係数
B コップのベース
DS スピンドルモータの回転数/トルク特性線
DT、DT′ ホッパモータの回転数/トルク特性線
ΔMAW 差トルク
ΔnAW_B ベースにおける半径rBのためのスピンドル回転数とホッパ回転数との間の回転数差
ΔnAW_Sp 先端における半径rH=rSpのためのスピンドル回転数とホッパ回転数との間の回転数差
ΔnAW スピンドルモータとホッパモータとに対する分布が同じである場合のスピンドル回転数とホッパ回転数との間の回転数差
fL 負荷に関連した調整回路
FAW 糸張力、巻き上げ張力
FAW_B ベースBの半径rBで巻き上げる場合の巻き上げ張力
FAW_Sp 先端Spの半径rSpで巻き上げる場合の巻き上げ張力
FF 糸案内機構に作用する接線方向の力成分
FR ホッパ内にて繊維束に遠心力で発生する摩擦力
FRes ドラフト機械の出口にて繊維束に発生する力
H 巻管、コップ先端
L0.0 巻管が空である場合の負荷特性線
L0.5 コップが半分巻かれた場合の負荷特性線
LAW、LAW′ 2つの運転点のための糸巻き上げ負荷特性線
LS スピンドルの負荷モーメント
LT ホッパの負荷モーメント
lGarn 糸長さ
M モーメント、トルク
MAW_B ベースにおけるスピンドルトルク
MAW_Sp 先端におけるスピンドルトルク
MTR_R 軸受け摩擦と空気抵抗とのモーメント
mGarn 糸質量
n 回転数
ns スピンドル、スピンドルモータの回転数
nT、nT′ ホッパホッパモータの回転数
Orth 巻き上げと摩擦を克服するための負荷特性線の直交性
r 半径、可変
rB コップのベースにおける半径
rH 巻管の半径
rSp コップの先端Spにおける半径、ほぼスピンドル半径又は巻管半径
R 調達回路、自動的、コップ形成のため
R1 調整回路、自動的、普通の軸受け摩擦でのコップ形成のため
R2 調整回路、自動的、ホッパのための軸受け摩擦が増大した場合のコップ形成のため
S スピンドル
Sp コップ先端
ΣΔnAW 巻き上げ直径に関連するか軸方向の運動に関する回転数差領域
t 時間
T ホッパ、吊鐘体、バルーン制限スリーブ
upm 分あたりの回転
【技術分野】
【0001】
本発明は請求項1もしくは11の上位概念に記載した、糸を形成しかつ/又は高級化しかつ巻き上げるために繊維機械を運転する方法及び繊維機械に関する。
【0002】
本発明は繊維機械、特にホッパ紡績及び撚糸機の分野に関連する。ホッパ紡績機ではドラフト機構から供給された繊維束には、糸ガイドとしてのホッパが回転させられ、同時に繊維束が巻管に巻き付けられることで必要な撚りが付与され、要求された強度の糸が形成される。図1には糸を巻き上げる場合のホッパ紡績機の根本的な作用形式が示されている。糸1はホッパ3の糸案内エレメント16を介して、スピンドル2の上にある巻管8に巻き上げられる。これはホッパ3に対するスピンドル2の回転数差で行われる。
【0003】
ホッパ3(糸案内エレメント16を備えた)とスピンドル2の上にあるボビンとの相対的な軸方向の運動でボビン構造は決定される。糸の後続使用のためには、ボビン形としてはいわゆるコップ形−通常コップ巻きによって形成−が特に合目的的であることが証明された。完成したコップ9は典型的な形式で円錐中央にて最大直径(以下ベースBと呼ぶ)を有し、直径が最小である両円錐端部(以後尖端Spと呼ぶ)に向かって先細にされている。
【0004】
小さなボビン半径rSpに巻き上げる場合(図1にて個所H、Spを参照)には不具合な力の平行四辺形によって、外側のボビン半径、つまり大きなボビン半径rBに巻き上げる場合よりも大きな糸張力FAWが発生する。この事情は詳細に図3aに示されている。この場合、糸案内機構に作用する接線方向の力成分のためのFFは
F=FF
となる。これから直接判るように巻き上げ張力FAWは巻き付け半径rに関連して図3bで示した性質上の経過を有する。この接線方向成分は算出されることもできる。
【0005】
ボビン/コップを巻成する場合にはその形に基づき、糸が巻き上げられる直径の変化が発生する。送りはスピンドル回転数と糸とによって与えられているので、巻成に必要なスピンドル2とホッパ3との間の回転数差は巻き上げ直径の変化に関連し、同様にこの回転数変化に曝される。ホッパ3とスピンドル2はそれぞれ1つのモータ6もしくは7で駆動される。これらのモータ6もしくは7は以後スピンドルモータ6もしくはホッパモータ7と呼ぶ。
【0006】
DE3741430C2[1]号もしくはEP0319783B1[2]号明細書によればスピンドル2に一定の回転数が与えられ、ホッパ3の回転数に時間tに関してもしくは軸方向運動に関して鋸歯状の経過が与えられている。これによって糸張力FAWは巻成に際して、特にスピンドル2とホッパ3との間の軸方向運動の反転部位にて変動に晒される。しかし、最良の糸質のためには糸張力FAWをできるだけコンスタントに保つことがきわめて重要である。
【0007】
できるだけコンスタントな糸張力FAWを達成する場合には駆動技術が高い意義を持つ。前記文献[1]によればスピンドルモータ6とホッパモータ7とをそれぞれ3相電流非同期モータとして構成し、このスピンドルモータ6とホッパモータ7とを共通の変圧整流器(文献1では周波数制御装置16と呼ばれている)に接続されている。以下の説明のためには状態を質的に示した図2を参照されたい。すなわち、ホッパモータ7のトルク/回転数特性線DTは、ホッパ3の負荷モーメント/回転特性線LTに対し、周波数が変わらない状態で、糸1の巻成過程のためにスピンドル回転数nsよりも小さい回転数nTでホッパモータ7が駆動させられるように調和させられている。これは、回路技術的にかつ寸法設定的には以下のように行われる。
(a) ホッパ7のトルク特性線DTは緩やかであり、つまりこのトルク特性線は比較的平らな傾斜を有している。
(b) 巻成状態は時間に関して、もしくはホッパ3の軸方向の運動に関して明らかに可変であり、すなわち先に述べた鋸歯状に変化する。コンスタントな巻き上げ張力FAW
のために必要なホッパモータのトルク特性線DTの適合は、ロータ回路にある抵抗の接続遮断によって行われる。これは変化させられたトルク/回転数特性線DTもしくはDT′をもたらす。図2によれば両方の特性線DTとDT′との間には調節可能な領域が規定されている。この領域は下方の回転数nT′と上方の回転数nTとにおいて形成される。 しかし、このような形式ではホッパ回転数nTの比較的にわずかな領域しか、又スピンドル回転数nsとホッパ回転数nTとの間の差のわずかな領域しか調節可能でかつ調整可能ではない。何故ならばこの場合にはスピンドルモータ6とホッパモータ7は同じ調節部材に接続されているからである。
【0008】
ホッパ回転数nTの調整可能な領域並びにスピンドル回転数nsとホッパ回転数nTとの間の差を拡大できるためには、EP0476406A1号明細書[3]においては、ホッパモータ7とスピンドルモータ6とのためにそれぞれ1つの周波数変換器4もしくは5を設け、両周波数変換器4と5をスーパプログラミング可能な制御装置と接続することが提案されている。
【0009】
この解決手段では2つの独立した調整回路をコントロールする必要がある。すなわち、i) 回転数ns=スピンドルモータのためのf(負荷モーメント)
ii) スピンドルモータ6とホッパモータ7との間、ひいてはスピンドル2とホッパ/吊鐘体3との間の回転数差(ns−nT)
コンスタントなスピンドル回転数nsを前提条件として([1]と[2]とによる前提条件として)以下の事項を実験によっても確認することができる。
i) 糸張力FAWは巻き上げ半径rの大きさに強く関連する(図3aも参照)。
【0010】
rH=rSp≦r≦rB
ii) コップ9の円錐先端Spにおける小さな巻き上げ半径rSpでは同時にホッパ回転数nTが小さい場合にばね張力FAW_Spは円錐ベースBもしくはコップ9の円筒部における大きな巻き上げ直径の場合よりもロータ回転数nsの大きさが同時に変わらない場合に大きい。
上記事情とその結論は以下の式で確認される。
【0011】
M=r・FAW;この場合rSp≦r≦rB
さらに以下の負荷に関連した事情が困難なものとして加わる。
i) 個別の軸受け摩擦によって負荷は作業部位から作業部位に拡散する。
ii) さらに負荷は克服しようとする空気抵抗によっても拡散する。この空気抵抗はコップ9のそのつどの大きさに強く関連する。つまり、すでにコップの上に多くの糸が巻かれているほど、空気抵抗は高くなる。コップ構成の形と段階の他に回転数と糸自体も空気抵抗に影響を及ぼす。
【0012】
糸を巻き上げる場合の先に述べた関係は一般的な形式のものである。つまり、基礎となる紡績法が吊鐘紡績機−ホッパ紡績機又はキャップ紡績機又はフライヤ紡績機とも呼ばれる−で実施されるか又はリング紡績機で実施されるかとは無関係である。この方法の方向ですらパラメータにとっては重要ではない。通常下向き法として使用される方法は上向き法同様実施することができる。ここで有利な構成として記述した、先行するスピンドルと後行するホッパとの代わりに、この方法は先行するホッパと後行するスピンドルで実施されることもできる。個々の値にて±が変わり、値が変わるにも拘わらず原理的には影響はない。しかしこの関係は撚糸機にも当て嵌まる。したがって以下の記述では合わせて繊維機械と呼ぶ。これによっては、回転する、駆動された、糸を案内する撚りエレメントが使用されかつ生産された糸が完全な真の撚りを有しているか又は開放端部を有していないすべての紡績及び撚糸機が総合的に表現されている。
【特許文献1】DE3741430C2号明細書
【特許文献2】EP0319783B1号明細書
【特許文献3】EP0476406号A1号明細書
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明の課題は糸を形成しかつ巻き上げるための繊維機械を運転する方法及び該方法を実施するための繊維機械において以下の結果を達成することである。
1. 巻き上げ張力を個々の紡糸部位の個別の負荷とは無関係にする。
2. そのために両方の調整回路をコントロールする。
【0014】
i) 回転数ns=スピンドルモータのためのf(負荷モーメント)
ii) スピンドルモータ6とホッパモータ7との間、ひいてはスピンドル2とホッパ3との間の回転数差
ΔnAW=ns−nT
3. 糸巻き上げ張力FAW(短くは糸張力FAWと呼ぶ)は瞬間の巻き上げ半径rとは無関係であるようにしたい。この場合、rSp≦r≦rBである。付加的に糸張力FAWはできるだけコンスタントでかつ調節可能であるようにしたい。
【課題を解決するための手段】
【0015】
本発明の課題は請求項1に記載した方法並びに請求項11に記載した繊維機械によって解決された。
【0016】
本発明の有利な実施例は従属請求項に記載されている。
【発明の効果】
【0017】
できるだけコンスタントな糸張力FAWを達成するためにホッパモータとスピンドルモータとがそれぞれ1つのトルク/回転数特性曲線を有し、該トルク/回転数特性曲線が前記両モータの作業領域で互いにかつ回転数及びトルク差に対し平行であることによって、一方では複合の調整回路を必要とせず、他方では作業部位個々の軸受け摩擦並びに個々の、コップの大きさに関連する空気摩擦の影響が自動調整されて処理される。スピンドルモータを含むスピンドルの軸受け摩擦の増大は単に、両モータのトルク/回転数特性曲線に沿って作業領域をいくらか低い回転数といくらか高いトルクへ移動させるにすぎない。
【0018】
さらにこのような形式でスピンドル又はホッパモータの作業部位個別の調整も集中的な調整も強制的には必要としない、糸を形成しかつ/又は高級化しかつ巻き上げる方法が提供された。作業部位個別の調整が省略されることは、繊維機械のコストに顕著な影響を有している。何故ならばこのような繊維機械は数百の紡糸部位もしくは撚糸部位を有しているからである。したがって、1つの機械のすべてのホッパモータとすべてのスピンドルモータとをそれぞれ1つの調節部材に接続するのではなく、1つの機械のモータのグループもしくは一方の機械側のモータ又はそれぞれ1つのセクションのモータを1つの調節部材に接続することも考えられる。
【0019】
本発明の理論上ではホッパ、バルーン制限器、吊鐘体及び加熱エレメントは同意義に用いられている。簡易化を期して以後、ホッパだけを用いる。符号リスト及び使用された記号のリストはこの明細書の統合された部分である。
【発明を実施するための最良の形態】
【0020】
図1にはホッパ紡績機の1つの作業部位(撚糸部位にも当て嵌まる)の主要なエレメントが原理図で示されている。
【0021】
スピンドル2には糸1をコップ9に巻き上げる巻管8が差し嵌められている。図1における巻管8とスピンドル2は単に原理的なものであって、その正確な寸法もしくは直径関係を再現するものではない。スピンドル2はモータ−この場合にはスピンドルモータ6と呼ばれている−と所属の調節部材5とにより駆動される。糸1を巻き上げるためにはホッパ3はモータ−この場合にはホッパモータ7と呼ばれている−と所属の調節部材4とによって駆動される。モータとして単相又は有利には3相非同期モータが設けられている。スピンドル2とホッパ3とは同軸に配置されている。糸1はホッパ3から糸案内エレメント18に導かれ、そこからいわゆる自由な糸区間14として巻管8に巻き付けられる。ホッパ3とスピンドル2との相対的な綾振り運動(往復運動とも呼ばれる)によって典型的な形をしたコップ9が形成される。この場合、形の観点からベースBと巻管Hもしくは先端Spが矢印と共に示されている。符号1では紡糸される繊維束並びに加撚されて生産された糸が示されている。図1に示された巻管8は発明にとっては重要ではない。糸1は巻管なしで巻き上げられることができ、形成されたコップ9はスピンドル2から直接引き抜かれることができる。
【0022】
コップ9の異なって構成された部分のためにはスピンドル2とホッパ3との回転数は前述の相対的軸方向運動に際して変化しなければならない。
【0023】
明細書の冒頭に記述したモーメントの観点から出発して差しあたり許容できる軸受け及び空気摩擦力のもとで巻き上げ張力FAWがコンスタントであると仮定した場合の状態を表示する。スピンドルの巻き上げモーメント:
MAW_B=FAW・rB (1)
MAW_Sp=FAW・rSp (1)
インデクスSpはコップ9の円錐先端Spにおける小さいスピンドル半径rSpを示すためにかつインデクスBはコップ9のベースBにおける大きい巻き上げ半径rBを示すために用いられている(図1を参照)。したがってrSp<rBである。
【0024】
この場合、図1においてはスピンドル半径rSpのためには付加的に巻管のための記号Hが付与されている。しかし以下のコンテクスでは巻管半径rHとスピンドル半径rSpとの間に相違は存在しない。何故ならば公知の巻管なしで製造されたコップの大きさはほぼ変わらないからである。
【0025】
等式(1)からは両方の巻き上げ半径rBとrSpとの間のトルクの差ΔMAW(差トルク)は、
ΔMAW:=MAW_B−MAW_Sp (2)
=FAW・(rB−rSp) (2′)
に従って形成される。
【0026】
同様に巻き上げ半径rSpとrBとそのつどの最終値のためのスピンドル2とホッパ3との回転数の間の回転数差は以下通り表される。
【0027】
巻き上げ半径rSp:ΔnAW_Sp (3)
巻き上げ半径rB:ΔnAW_B (3)
これによってコップ9の両方の位置先端SpとベースBとの間の巻き直径に関連したもしくは軸方向運動に関連した回転数差も
ΣΔnAW:=ΔnAW_Sp−ΔnAW_B (4)
によって決定される。
【0028】
この差は両方のモータに有利にはしばしば分配されることができる:スピンドルモータ6とホッパモータ7は運転中に
ΔnAW:=ΣΔnAW/2 (5)
の回転数領域で振れる。これは図6にはスピンドルSもしくは2とホッパTもしくは3とのために
ΔnAW=ΔnAW_S=ΔnAW_T
によって異なって示されている。
【0029】
巻き上げ半径に関連した差トルクΔMAW=ΔMAW(r)はコンスタントな巻き上げ張力FAWとスピンドルモータ6とホッパモータ7とに対する同じ負荷分配で発生することは、巻き上げのための以下の基本等式からわかる。
【0030】
L=2・Π(ns−nT)=2・Π(ΔnAW)=const (6)
この場合Lは単位[m/s]での送りを象徴している。
【0031】
前記等式(6)は
【0032】
【数1】
をベースとしている。
【0033】
巻き上げ半径に関連した差回転モーメントは図5に示されている。軸方向の運動での対応位置は先端Sp(もしくは巻管H)とベースBで示されている。図5に示されているように回転数nsが上昇すると負荷モーメントLAWは低下する。ここでは記号ΔMAWの二重の意味付けについてもう一度示しておく。1つは先端SpとベースBとの間のためであり、もう1つは巻き上げ半径に亘るこの差の経過のためである。
【0034】
ΔMAW=ΔMAW(r)
図5に示された分けられた目盛(縦座標及び横座標における→Δ…)を有する負荷特性線LAWの勾配は糸によって、しかも間接的に糸の繊細度(ここでは糸番手Nmによって示されている)によって決定される。Nmの単位は[m/g]である。
【0035】
Nm=lGarn[m]/mGarn[g]
糸特性:
【0036】
【数2】
のためには以下の用語が適用される。
【0037】
T:撚り、英語ではツイストの数
m:メートル
したがってT/mの値はメートルあたりの糸の撚り数を表す。
【0038】
αm:撚り係数
Nm:糸番手、メートル番手
したがって図5による直線的な負荷特性線の勾配は、
i) スピンドル半径rsもしくはコップ9の先端における半径rSp及びコップ9のベースにおける半径rBに関する幾何学的形状によって決定される。この幾何学的な形状によって回転数も、もしくは図5に示されているように回転数差ΔnAWも決定される。
ii) 縦座標の上の差トルクΔMAWは糸張力FAWによって決定される。これは先の等式(1)と(2)とから直接的に求められる。
【0039】
巻き上げ張力FAWを巻き上げ半径rとは無関係に保つためにはこの巻き上げ半径rに亘ってホッパモータ7とスピンドルモータのための差トルクMAWはそれぞれ同じ値を有していなければならない。何故ならば《アクション=リアクション》であるからである。これはトルク/回転数特性線DTが正確に巻き上げ半径rに亘って糸のモーメント経過にかつ所属の回転数差ΔnT=ΔnAWに追従するからである。スピンドルモータ6とホッパモータ7との両方のトルク/回転数特性線DSとDTが平行でない−図4を参照−と
ΔnAW=ΔnAW_S (5.1)
ΔnAW=ΔnAW_T (5.2)
ΔnAW_T≠ΔnAW_S (5.3)
である不当な分配の場合に糸張力FAWもコンスタントでなくなるものと想われる。この事実は図6に示されている。ホッパモータ7とスピンドルモータ6とのための回転数差ΔnAWの分配はそれぞれ個所ベースB(rBで示されている)と先端Sp(スピンドル2の半径にほぼ相応するのでrSpで示されている)にて示されている。縦座標には相応するトルク、正確にはその差ΔMAWがプロットされている。両方のモータ特性線DTとDSの個所rBとrSpとにおいてはホッパ3がスピンドル2に対し軸方向に運動する場合の反転点がある。この《インバース》な状態はスピンドルモータ6とホッパモータ7とに対する回転数差ΔnAWの等式(5)に従った分配から生じる。
【0040】
ホッパモータ7の巻き上げトルクMAW_Tは後行するホッパの場合には、軸受け摩擦と空気抵抗を考慮しないで駆動するモーメントである。つまりホッパモータ7は発電領域で働く。数学的に言えば発電領域におけるこのモーメントMAW_Tは負である。これは図5から直接的に、当初軸受け摩擦と空気抵抗とが認められない作業領域のために生じる。
【0041】
ホッパ3、ひいてはホッパモータ7は固有の軸受けの摩擦モーメントを克服しなければならない。空気抵抗によって与えられたモーメントは対象となる回転数領域では、軸受け摩擦同様コンスタントであると仮定されている。したがって軸受け摩擦と空気抵抗は1つの値MTR_Rに纒められている。空気摩擦によるトルクの割合はなかんづく場合によるケーシングに強く関連する。等式的にはホッパモータのトルクのためには
MTr=MTr_R+MAW_T
が当て嵌まる。
【0042】
この場合にはMAW_Tが負であることに注意する必要がある。MAW_Tが値的にMTr_Rよりも大きいとMTrも同様に負になる。この場合にはモータは発電運転で回転する。ホッパ3とスピンドル2とが巻き上げようとする糸によって結合されていること及び巻き上げる場合の幾何学関係から:
《アクション=リアクション》
すなわち:
MAW_S+MAW_T=0
が当て嵌まる。
【0043】
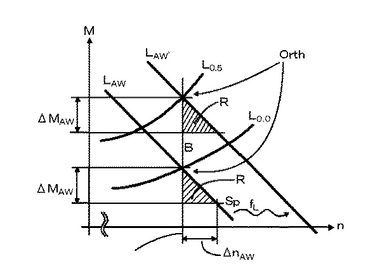
軸受け摩擦と空気抵抗の影響はスピンドルモータのための図7に基づき説明する。これは本発明によって解決しようとする課題、つまり先に説明した両方の調整回路のコントロールと直接的に関連している。このためには図2(負荷特性線と回転数/トルク特性線の直交性)に類似して同じ原理が図7に基づき示されている。すなわち、巻き上げの開始にあたっては空の巻管8が設けられている。ホッパ3もしくはホッパモータ7のための先のトルク7のための先のトルクの観点は空気摩擦を除いて同様に有効性を有している。空気摩擦ひいてはそれを克服するために必要なモーメントはコップ9の大きさに関連している。このためには図7に以下の2つの負荷特性線がプロットされている:
L0.0:巻管8が空である場合の負荷特性線
L0.5:コップ9が半分巻かれている場合の負荷特性線、負荷モーメント
あらかじめ与えられた回転数特性線と負荷特性線との交点は巻管8が空である場合の《運転点》を規定する。つまりベースB(低い回転数)と先端Sp(高い回転数)との間の領域を規定する。糸巻きのための負荷モーメントを示す負荷特性線LAWと負荷特性線L0.0との交差(図7においてOrthで直角である交差の有利なヴァリエーションとして図示)によって先にi)とii)とに記載した所属の調整回路が相互に影響を及ぼしあうことはない。特性線LAWは所望される糸張力FAWと巻き上げ半径r(図7におけるBとSpとの間)とによってあらかじめ与えられる。自動的な調整は、スピンドルモータ6の回転数/トルク特性線が変圧整流器の電圧周波数比を介して平行性に関して調節されることで得られる。回転数がボビン構成に亘ってスピンドルにおける空気抵抗モーメントの上昇によって下降することを補償するためには、これは中央調整又は制御されて設定周波数の調整又は制御された適合によってかつ−直交性維持して又は維持しないで行うかは発明にとっては重要ではなく−特性線の間隔の適合によって行われる。コップの大きさに関連した調整回路のためのもしくはコップの大きさに関連した制御のための経過(空の巻管8から半分巻かれたコップ9まで)は図7においては記号fLで示されている。この結果、半分巻かれたコップ9の場合には負荷特性線L0.5が生じる。ホッパとスピンドルの速度は絶えず変化する公知の程度と公知の個所とにおいてではあるが絶えず変化するので、特に反転点において発生する加速モーメント及び慣性モーメントがそれだけではないにしても、設定周波数を短時的に変化させることによって補償されることができる。この処置は有利には、本願の統合された構成部分としても通用するDE102004036900.3A1号明細書に既に記述されているように糸張力に対する作用を回避するために、すでに見込まれてる事件の前に、制御及び/又は調整されて導入される。
【0044】
図7にて説明した状況は図4に重ねて示されている。すなわちスピンドルモータ6とホッパモータ7とのために示されている。DSとDTとではスピンドルモータ6とホッパモータ7との平行な回転数/トルク特性線が示されている。図7においても回転数のためのスケールは分断されている。
【0045】
モータとしては典型的な形式で非同期モータが適している。この非同期モータは使用領域の内部でモータ特性線の平行性の確保が可能であるように構成されている。しかしながら他のモータ、例えば適当なモータ特性線を有する、ブラシ等を備えているか又は備えていない同期モータを使用することもできる。
【0046】
本発明の方法の異なる実施形態は自由に組み合わせることができる。したがって例えばスピンドルモータ6の負荷特性線LAW又は回転数特性線DSに対し負荷特性線は無因の平行性を有していることができる。ここで提案された方法とこの方法を実施するための繊維機械と関連して、平行と直交という規定は常に厳格なものではない。したがって具体的な機械においては前述の特性は少なくともほぼが正しい。この限定は本願明細書を読みやすくするためにその都度行ってはおらず、暗示的に行われているものと見なされたい。過剰の表現を回避するために個々の場所では例えば線図における特性線と特性線によって表す値との間に厳格な差異はないものとする。これは先端SpとベースBとの間の差トルクΔMAWと糸張力FAWに起因する巻き上げトルク並びに両方の個所先端SpとベースBとの間の経過が区別されていない図5にも当て嵌まる。しかしこの不正確さが本願明細書の開示内容に影響を及ぼすことはない。
【0047】
さらに本発明の種々の実施例は形成された糸1が巻管なしで巻き上げられるか又はスピンドル2の上に差し嵌められた巻管8に巻き上げられるかとは無関係である。
【図面の簡単な説明】
【0048】
【図1】公知のホッパ紡績機の作業部位の主要なエレメントの原理である。
【図2】[1]からの公知技術によるスピンドル及びホッパの回転数に対する回転数に対する回転モーメントの経過を示した図である。
【図3a】公知技術による糸巻き上げ中の力の変比を示した図である。
【図3b】公知技術による巻き上げ半径に関連した巻き上げ張力/糸張力の経過を示した図である。
【図4】本発明による方法のホッパモータとスピンドルモータとの特性線を示した図である。
【図5】幾何学的な形状と糸の性質とによって決定された負荷特性曲線を示した図である。
【図6】1つの紡績部位の作業領域のためのスピンドルモータとホッパモータとのモータ特性曲線を詳細に示した図である。
【図7】調整回路のデカップリングを説明するためのスピンドルモータの摩擦と巻き上げ張力とのための負荷特性線を示した図である。
【符号の説明】
【0049】
1 糸、紡糸された繊維束
2 スピンドル
3 バルーン制限スリーブ、吊鐘体、ホッパ、加速エレメント
4 ホッパモータの調節部材
5 スピンドルモータの調節部材
6 スピンドルモータ
7 ホッパモータ
8 巻管
9 コップ
10 繊維束
14 自由な糸区間
16 糸案内エレメント
αm メートル回転係数
B コップのベース
DS スピンドルモータの回転数/トルク特性線
DT、DT′ ホッパモータの回転数/トルク特性線
ΔMAW 差トルク
ΔnAW_B ベースにおける半径rBのためのスピンドル回転数とホッパ回転数との間の回転数差
ΔnAW_Sp 先端における半径rH=rSpのためのスピンドル回転数とホッパ回転数との間の回転数差
ΔnAW スピンドルモータとホッパモータとに対する分布が同じである場合のスピンドル回転数とホッパ回転数との間の回転数差
fL 負荷に関連した調整回路
FAW 糸張力、巻き上げ張力
FAW_B ベースBの半径rBで巻き上げる場合の巻き上げ張力
FAW_Sp 先端Spの半径rSpで巻き上げる場合の巻き上げ張力
FF 糸案内機構に作用する接線方向の力成分
FR ホッパ内にて繊維束に遠心力で発生する摩擦力
FRes ドラフト機械の出口にて繊維束に発生する力
H 巻管、コップ先端
L0.0 巻管が空である場合の負荷特性線
L0.5 コップが半分巻かれた場合の負荷特性線
LAW、LAW′ 2つの運転点のための糸巻き上げ負荷特性線
LS スピンドルの負荷モーメント
LT ホッパの負荷モーメント
lGarn 糸長さ
M モーメント、トルク
MAW_B ベースにおけるスピンドルトルク
MAW_Sp 先端におけるスピンドルトルク
MTR_R 軸受け摩擦と空気抵抗とのモーメント
mGarn 糸質量
n 回転数
ns スピンドル、スピンドルモータの回転数
nT、nT′ ホッパホッパモータの回転数
Orth 巻き上げと摩擦を克服するための負荷特性線の直交性
r 半径、可変
rB コップのベースにおける半径
rH 巻管の半径
rSp コップの先端Spにおける半径、ほぼスピンドル半径又は巻管半径
R 調達回路、自動的、コップ形成のため
R1 調整回路、自動的、普通の軸受け摩擦でのコップ形成のため
R2 調整回路、自動的、ホッパのための軸受け摩擦が増大した場合のコップ形成のため
S スピンドル
Sp コップ先端
ΣΔnAW 巻き上げ直径に関連するか軸方向の運動に関する回転数差領域
t 時間
T ホッパ、吊鐘体、バルーン制限スリーブ
upm 分あたりの回転
【特許請求の範囲】
【請求項1】
−糸(1)を受容するスピンドル(2)を有し、該スピンドル(2)に糸(1)が巻き上げられるようになっていること、
−前記スピンドル(2)を少なくとも部分的に覆うホッパ(3)を有し、該ホッパ(3)が糸(1)を前記スピンドル(2)へ導く糸案内エレメント(16)を有していること、
−前記ホッパ(3)が第1の電気モータ−以後ホッパモータ(7)と呼ぶ−によって駆動されること、
−前記スピンドル(2)が第2の電気モータ−以後スピンドルモータ(6)と呼ぶ−によって駆動されること、
−前記ホッパモータ(7)と前記スピンドルモータ(6)とが給電のためにそれぞれ1つの調節部材(4,5)に接続されている、
繊維機械の紡糸又は撚糸部位において糸(1)を形成しかつ/又は高級化しかつ巻き上げる方法において、前記ホッパモータ(7)と前記スピンドルモータ(6)とがそれぞれ1つのトルク/回転数特性曲線(DT、DS)を有し、該トルク/回転数特性曲線(DT、DS)が両モータ(7,6)の作業領域にて互いにかつ回転数差(ΔnAW)並びにトルク差(ΔMAW)に対し平行であることを特徴とする、糸を形成しかつ/又は高級化かつ巻き上げるために繊維機械を運転する方法。
【請求項2】
前記ホッパモータ(7)とスピンドルモータ(6)とがそれぞれ、少なくとも部分領域にて直線的に、有利には直線的に下降する回転数/トルク特性曲線を有するモータとして構成されている、請求項1記載の方法。
【請求項3】
前記ホッパモータ(7)と前記スピンドルモータ(6)とがそれぞれ3相電流非同期モータとして構成されている、請求項1又は2記載の方法。
【請求項4】
回転数領域が−異なる摩擦損失にも拘わらず−機械全体に亘って、運転中にすべての紡糸部位にて変わらないように調節部材(4,5)が前記両モータ(6,7)の回転数/トルク領域を調節できる、請求項1記載の方法。
【請求項5】
多数の紡糸又は撚糸部位が設けられ、すべてのホッパモータが1つの第1の調節部材(4)にかつすべてのスピンドルモータ(6)が1つの第2の調節部材(5)に並列に接続されている、請求項1から4までのいずれか1項記載の方法。
【請求項6】
多数の紡糸又は撚糸部位が設けられ、前記ホッパモータ(7)がそれぞれグループを成してそれぞれ1つの調節部材(4)に並列に接続されかつスピンドルモータ(6)もグループを成してそれぞれ1つの調節部材(5)に並列に接続されている、請求項1から6までのいずれか1項記載の方法。
【請求項7】
スピンドル(2)の空気抵抗と軸受け摩擦を克服するための負荷線(L0.0、L0.5)がワインディング力(FAW)を克服するためのトルクのための負荷線(LAW)と交差している、請求項1から6までのいずれか1項記載の方法。
【請求項8】
前記ホッパモータ(7)と前記スピンドルモータ(6)とのトルク/回転数特性線(DT、DS)の勾配と平行性とが、接続された前記調節部材(4,5)の電圧/周波数比によって調節可能である、請求項4から6までのいずれか1項記載の方法。
【請求項9】
前記ホッパモータ(7)と前記スピンドルモータ(6)との、反転点にて発生する加速モーメント及び慣性モーメントが、設定周波数の短期的な変化によって補償される、請求項1から8までのいずれか1項記載の方法。
【請求項10】
前記設定周波数の短時的な変化が既に見込まれる事件の前に制御されてかつ/又は調整されて導入される、請求項9記載の方法。
【請求項11】
繊維機械の紡績又は撚糸部位にて糸(1)を巻き上げる。請求項1による方法を実施するための繊維機械であって、
−糸(1)を受容するスピンドル(2)を有し、該スピンドル(2)に糸(1)が巻き上げられるようになっていること、
−前記スピンドル(2)を少なくとも部分的に覆うホッパ(3)を有し、該ホッパ(3)が糸(1)を前記スピンドル(2)へ導く糸案内エレメント(16)を有していること、
−前記ホッパ(3)が第1の電気モータ−以後ホッパモータ(7)と呼ぶ−によって駆動されること、
−前記スピンドル(2)が第2の電気モータ−以後スピンドルモータ(6)と呼ぶ−によって駆動されること、
−前記ホッパモータ(7)と前記スピンドルモータ(6)とが給電のためにそれぞれ1つの調節部材(4,5)に接続されている、
形式のものにおいて、
前記ホッパモータ(7)と前記スピンドルモータ(6)とがそれぞれ1つのトルク/回転数特性曲線(DT、DS)を有し、該トルク/回転数特性曲線(DT、DS)が両モータ(7,6)の作業領域にて互いにかつ回転数差(ΔnAW)並びにトルク差(ΔMAW)に対し平行であることを特徴とする繊維機械。
【請求項12】
前記ホッパモータ(7)とスピンドルモータ(6)とがそれぞれ、少なくとも部分領域にて直線的に、有利には直線的に下降する回転数/トルク特性曲線を有するモータとして構成されている、請求項11記載の繊維機械。
【請求項13】
前記ホッパモータ(7)と前記スピンドルモータ(6)とがそれぞれ3相電流非同期モータとして構成されている、請求項11又は12記載の繊維機械。
【請求項14】
回転数領域が−異なる摩擦損失にも拘わらず−機械全体に亘って、運転中にすべての紡糸部位にて変わらないように調節部材(4,5)が前記両モータ(6,7)の回転数/トルク領域を調節できる、請求項11記載の繊維機械。
【請求項15】
多数の紡糸又は撚糸部位が設けられ、すべてのホッパモータが1つの第1の調節部材(4)にかつすべてのスピンドルモータ(6)が1つの第2の調節部材(5)に並列に接続されている、請求項11から14までのいずれか1項記載の繊維機械。
【請求項16】
多数の紡糸又は撚糸部が設けられ、前記ホッパモータ(7)がそれぞれグループを成してそれぞれ1つの調節部材(4)に並列に接続されかつスピンドルモータ(6)もグループを成してそれぞれ1つの調節部材(5)に並列に接続されている、請求項11から15までのいずれか1項記載の繊維機械。
【請求項17】
スピンドル(2)の空気抵抗と軸受け摩擦を克服するための負荷線(L0.0、L0.5)がワインディング力(FAW)を克服するためのトルクのための負荷線(LAW)と交差している、請求項11から16までのいずれか1項記載の繊維機械。
【請求項18】
前記ホッパモータ(7)と前記スピンドルモータ(6)とのトルク/回転数特性線(DT、DS)の勾配と平行性とが、接続された前記調節部材(4,5)の電圧/周波数比によって調節可能である、請求項17記載の繊維機械。
【請求項19】
前記ホッパモータ(7)と前記スピンドルモータ(6)との、反転点にて発生する加速モーメント及び慣性モーメントが、設定周波数の短期的な変化によって補償される、請求項11から18までのいずれか1項記載の繊維機械。
【請求項20】
前記設定周波数の短時的な変化が既に見込まれる事件の前に制御されてかつ/又は調整されて導入される、請求項19記載の繊維機械。
【請求項1】
−糸(1)を受容するスピンドル(2)を有し、該スピンドル(2)に糸(1)が巻き上げられるようになっていること、
−前記スピンドル(2)を少なくとも部分的に覆うホッパ(3)を有し、該ホッパ(3)が糸(1)を前記スピンドル(2)へ導く糸案内エレメント(16)を有していること、
−前記ホッパ(3)が第1の電気モータ−以後ホッパモータ(7)と呼ぶ−によって駆動されること、
−前記スピンドル(2)が第2の電気モータ−以後スピンドルモータ(6)と呼ぶ−によって駆動されること、
−前記ホッパモータ(7)と前記スピンドルモータ(6)とが給電のためにそれぞれ1つの調節部材(4,5)に接続されている、
繊維機械の紡糸又は撚糸部位において糸(1)を形成しかつ/又は高級化しかつ巻き上げる方法において、前記ホッパモータ(7)と前記スピンドルモータ(6)とがそれぞれ1つのトルク/回転数特性曲線(DT、DS)を有し、該トルク/回転数特性曲線(DT、DS)が両モータ(7,6)の作業領域にて互いにかつ回転数差(ΔnAW)並びにトルク差(ΔMAW)に対し平行であることを特徴とする、糸を形成しかつ/又は高級化かつ巻き上げるために繊維機械を運転する方法。
【請求項2】
前記ホッパモータ(7)とスピンドルモータ(6)とがそれぞれ、少なくとも部分領域にて直線的に、有利には直線的に下降する回転数/トルク特性曲線を有するモータとして構成されている、請求項1記載の方法。
【請求項3】
前記ホッパモータ(7)と前記スピンドルモータ(6)とがそれぞれ3相電流非同期モータとして構成されている、請求項1又は2記載の方法。
【請求項4】
回転数領域が−異なる摩擦損失にも拘わらず−機械全体に亘って、運転中にすべての紡糸部位にて変わらないように調節部材(4,5)が前記両モータ(6,7)の回転数/トルク領域を調節できる、請求項1記載の方法。
【請求項5】
多数の紡糸又は撚糸部位が設けられ、すべてのホッパモータが1つの第1の調節部材(4)にかつすべてのスピンドルモータ(6)が1つの第2の調節部材(5)に並列に接続されている、請求項1から4までのいずれか1項記載の方法。
【請求項6】
多数の紡糸又は撚糸部位が設けられ、前記ホッパモータ(7)がそれぞれグループを成してそれぞれ1つの調節部材(4)に並列に接続されかつスピンドルモータ(6)もグループを成してそれぞれ1つの調節部材(5)に並列に接続されている、請求項1から6までのいずれか1項記載の方法。
【請求項7】
スピンドル(2)の空気抵抗と軸受け摩擦を克服するための負荷線(L0.0、L0.5)がワインディング力(FAW)を克服するためのトルクのための負荷線(LAW)と交差している、請求項1から6までのいずれか1項記載の方法。
【請求項8】
前記ホッパモータ(7)と前記スピンドルモータ(6)とのトルク/回転数特性線(DT、DS)の勾配と平行性とが、接続された前記調節部材(4,5)の電圧/周波数比によって調節可能である、請求項4から6までのいずれか1項記載の方法。
【請求項9】
前記ホッパモータ(7)と前記スピンドルモータ(6)との、反転点にて発生する加速モーメント及び慣性モーメントが、設定周波数の短期的な変化によって補償される、請求項1から8までのいずれか1項記載の方法。
【請求項10】
前記設定周波数の短時的な変化が既に見込まれる事件の前に制御されてかつ/又は調整されて導入される、請求項9記載の方法。
【請求項11】
繊維機械の紡績又は撚糸部位にて糸(1)を巻き上げる。請求項1による方法を実施するための繊維機械であって、
−糸(1)を受容するスピンドル(2)を有し、該スピンドル(2)に糸(1)が巻き上げられるようになっていること、
−前記スピンドル(2)を少なくとも部分的に覆うホッパ(3)を有し、該ホッパ(3)が糸(1)を前記スピンドル(2)へ導く糸案内エレメント(16)を有していること、
−前記ホッパ(3)が第1の電気モータ−以後ホッパモータ(7)と呼ぶ−によって駆動されること、
−前記スピンドル(2)が第2の電気モータ−以後スピンドルモータ(6)と呼ぶ−によって駆動されること、
−前記ホッパモータ(7)と前記スピンドルモータ(6)とが給電のためにそれぞれ1つの調節部材(4,5)に接続されている、
形式のものにおいて、
前記ホッパモータ(7)と前記スピンドルモータ(6)とがそれぞれ1つのトルク/回転数特性曲線(DT、DS)を有し、該トルク/回転数特性曲線(DT、DS)が両モータ(7,6)の作業領域にて互いにかつ回転数差(ΔnAW)並びにトルク差(ΔMAW)に対し平行であることを特徴とする繊維機械。
【請求項12】
前記ホッパモータ(7)とスピンドルモータ(6)とがそれぞれ、少なくとも部分領域にて直線的に、有利には直線的に下降する回転数/トルク特性曲線を有するモータとして構成されている、請求項11記載の繊維機械。
【請求項13】
前記ホッパモータ(7)と前記スピンドルモータ(6)とがそれぞれ3相電流非同期モータとして構成されている、請求項11又は12記載の繊維機械。
【請求項14】
回転数領域が−異なる摩擦損失にも拘わらず−機械全体に亘って、運転中にすべての紡糸部位にて変わらないように調節部材(4,5)が前記両モータ(6,7)の回転数/トルク領域を調節できる、請求項11記載の繊維機械。
【請求項15】
多数の紡糸又は撚糸部位が設けられ、すべてのホッパモータが1つの第1の調節部材(4)にかつすべてのスピンドルモータ(6)が1つの第2の調節部材(5)に並列に接続されている、請求項11から14までのいずれか1項記載の繊維機械。
【請求項16】
多数の紡糸又は撚糸部が設けられ、前記ホッパモータ(7)がそれぞれグループを成してそれぞれ1つの調節部材(4)に並列に接続されかつスピンドルモータ(6)もグループを成してそれぞれ1つの調節部材(5)に並列に接続されている、請求項11から15までのいずれか1項記載の繊維機械。
【請求項17】
スピンドル(2)の空気抵抗と軸受け摩擦を克服するための負荷線(L0.0、L0.5)がワインディング力(FAW)を克服するためのトルクのための負荷線(LAW)と交差している、請求項11から16までのいずれか1項記載の繊維機械。
【請求項18】
前記ホッパモータ(7)と前記スピンドルモータ(6)とのトルク/回転数特性線(DT、DS)の勾配と平行性とが、接続された前記調節部材(4,5)の電圧/周波数比によって調節可能である、請求項17記載の繊維機械。
【請求項19】
前記ホッパモータ(7)と前記スピンドルモータ(6)との、反転点にて発生する加速モーメント及び慣性モーメントが、設定周波数の短期的な変化によって補償される、請求項11から18までのいずれか1項記載の繊維機械。
【請求項20】
前記設定周波数の短時的な変化が既に見込まれる事件の前に制御されてかつ/又は調整されて導入される、請求項19記載の繊維機械。
【図1】

【図2】
【図3a】
【図3b】

【図4】

【図5】
【図6】

【図7】
【図2】
【図3a】
【図3b】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−37336(P2006−37336A)
【公開日】平成18年2月9日(2006.2.9)
【国際特許分類】
【出願番号】特願2005−222014(P2005−222014)
【出願日】平成17年7月29日(2005.7.29)
【出願人】(590005597)マシーネンファブリク リーター アクチェンゲゼルシャフト (93)
【Fターム(参考)】
【公開日】平成18年2月9日(2006.2.9)
【国際特許分類】
【出願日】平成17年7月29日(2005.7.29)
【出願人】(590005597)マシーネンファブリク リーター アクチェンゲゼルシャフト (93)
【Fターム(参考)】
[ Back to top ]