
血液処理フィルターおよび血液処理方法
【課題】出口側の容器がフィルター要素に密着することなく、血液の流れが阻害される恐れのない血液処理フィルターを提供する。
【解決手段】可撓性シートに血液入口12が取付けられた入口側可撓性容器14と、可撓性シートに血液出口が取付けられた出口側可撓性容器15と、血液から微小凝集物および白血球、または微小凝集物、白血球および血小板を除去するためのシート状フィルター要素13とからなり、可撓性容器内の空間がシート状フィルター要素によって入口側空間と出口側空間とに仕切られている血液処理フィルターにおいて、少なくともシート状フィルター要素を入口側可撓性容器と出口側可撓性容器で挟んだ状態その周縁部近傍が全周に渡って可撓性容器と一体化するように溶着されており、出口側の可撓性容器はエンボス様の凹凸を有する可撓性シートから形成されており、該凹凸の高さが0.5mm以上2.0mm以下である。
【解決手段】可撓性シートに血液入口12が取付けられた入口側可撓性容器14と、可撓性シートに血液出口が取付けられた出口側可撓性容器15と、血液から微小凝集物および白血球、または微小凝集物、白血球および血小板を除去するためのシート状フィルター要素13とからなり、可撓性容器内の空間がシート状フィルター要素によって入口側空間と出口側空間とに仕切られている血液処理フィルターにおいて、少なくともシート状フィルター要素を入口側可撓性容器と出口側可撓性容器で挟んだ状態その周縁部近傍が全周に渡って可撓性容器と一体化するように溶着されており、出口側の可撓性容器はエンボス様の凹凸を有する可撓性シートから形成されており、該凹凸の高さが0.5mm以上2.0mm以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、血液から微小凝集物および白血球、または微小凝集物、白血球および血小板を除去する為の血液処理フィルターに関する。特に輸血用の全血製剤、赤血球製剤、血小板製剤、血漿製剤などから輸血副作用の原因となる微小凝集物や白血球を除去する目的で用いられる血液処理フィルターに関するものであり、また体外循環白血球除去療法に用いられる血液処理フィルターに関するものである。
【背景技術】
【0002】
ドナーから採血された全血は、そのまま輸血に用いられることは少なく、赤血球製剤、血小板製剤、血漿製剤等の血液成分製剤に分離され、貯蔵された後に輸血されるのが一般的である。またこれらの血液製剤に含まれる微小凝集物や白血球が種々の輸血副作用の原因となることから、輸血の前にこれらの好ましくない成分を除去した後に輸血する方法が普及しつつある。近年は特に白血球除去の必要性が広く認識され、欧州には全ての輸血用血液製剤に白血球除去処理を施した後に輸血に用いることを法制化している国もある。
血液製剤から白血球を除去する為の方法としては、血液製剤を白血球除去フィルターで処理するのが最も一般的である。従来、この白血球除去フィルターによる血液製剤の処理は、輸血操作を行う際にベッドサイドで行われることが多かった。しかし、近年では白血球除去製剤の品質管理及び白血球除去処理の安定性向上の為に、血液センターに於いて保存前に行われることが一般的になりつつある(「保存前白血球除去」)。
【0003】
ドナーから採血し、複数の血液成分に分離し、各血液成分を貯蔵するために、典型的には2つから4つの可撓性のバッグとこれらを接続する導管、抗凝固剤、赤血球保存液、採血針等から構成される採血分離セットが以前より使われている。しかし、上記の「保存前白血球除去」に好適に使用されうるシステムとしては、これらの採血分離セットに白血球除去フィルターを組み込んだものが広く使われており、「クローズドシステム」または「一体型システム」等の名称で呼ばれている(特許文献1及び特許文献2)。
【0004】
従来、白血球除去フィルターとしては、不織布や多孔質体からなるフィルター要素をポリカーボネート等の硬質容器に充填したものが広く使われてきたが、容器のガス透過性が低いため、採血分離セットの滅菌工程として広く使われている蒸気滅菌を適用し難いという問題があった。また、「クローズドシステム」には、採血後に、まず、全血製剤から白血球除去を行い、白血球除去フィルターを切り離してから成分分離のための遠心分離操作をおこなうものと、全血を遠心分離によって複数の血液成分に分離した後に白血球除去を行うものとがあり、後者の場合には、白血球除去フィルターも採血分離セットと共に遠心される。この際、硬質容器がバッグや導管にダメージを与えたり、硬質容器自身が遠心時のストレスに耐えられずに破損したりする危険があった。
【0005】
これらの問題点を解決する方法として、採血分離セットのバッグに使用されているものと同一または類似の、可撓性かつ蒸気透過性に優れる素材を容器に用いた、可撓性容器の白血球除去フィルターが開発されている。
これらはフィルター要素を一旦シート状の可撓性フレームに溶着した後に、該可撓性フレームを可撓性容器と溶着したもの(特許文献3および特許文献4)、可撓性容器を、全周に渡って直接フィルター要素に溶着させたもの(特許文献5および特許文献6)とに大別できる(以下、前者をフレーム溶着型、後者を容器溶着型ということがある)。これらの可撓性容器には、入口と出口が有り、フィルター要素によって、可撓性容器の内部空間は入口を有する入口側空間と出口を有する出口側空間とに仕切られている。
通常、これらの白血球除去フィルターで血液を濾過する際は、フィルターの血液入口側に導管を介して接続されている、濾過されるべき血液製剤が入ったバッグを、フィルターよりも20cmから100cm程高い位置に置き、重力の作用によって血液製剤をフィルターに通し、フィルターの血液出口側に導管を介して接続された回収バッグに濾過後の血液製剤を収容する。濾過の最中にはフィルター要素の抵抗によって圧力損失が生じ、フィルターの入口側の空間は陽圧となる。フィルターが可撓性容器からなる場合、容器が可撓性であるが故、この陽圧によって、入口側空間は風船状に膨らみ、フィルター要素は出口側の容器に押しつけられる。
【0006】
一方、出口側の容器とフィルター要素との空隙は、出口に接続された導管内の血液が重力によって流下して、通常フィルターよりも50〜100cm低い位置に置かれた濾過後の血液を収納するためのバッグへと移動しようとするため、この作用によって出口側の容器とフィルター要素で囲まれた空間は、逆に陰圧となり、出口側の容器はフィルター要素に密着する傾向を示す。即ち、フィルター要素は二重の力によって出口側の容器と密着し、血液の流れが阻害される。
【0007】
この問題を解決する方法として、先行技術には、フィルター要素と出口側の容器との間に連接棒と呼ばれる軟質塩ビチューブを挿入して密着を防ぐ方法(特許文献3)や軟質容器内面に高低差0.2〜2mmの突起をつけて密着を防ぐ方法(特許文献4)、ニットファイバー製のスクリーン等を挿入する方法(特許文献6)、メッシュまたは突起状物等を配置する方法(特許文献7)等が提案されている。しかしながら、特許文献3に記載されている連接棒を挿入する方法では、フィルター要素と出口側の容器との間の空間を保つためには多くの連接棒を必要とし、そのために製造工程が複雑になり、またコストが増すことになる。特許文献6、特許文献7に記載されるように、スクリーン、メッシュまたは突起状物を挿入又は配置する方法では、コストが増すだけでなく、スクリーンやメッシュのような太い繊維を溶着しようとする場合、通常の溶着では十分に繊維を溶融することができないためリークなどの問題が生じ、逆に通常より強い条件で溶着すると可撓性容器の強度が低下してしまう。突起状物を用いる場合では別部材を挿入することによる容器の溶着不良を起こす危険性がある。また、特許文献4に開示された方法は、連接棒やスクリーン、メッシュまたは突起状物を挿入する方法の問題点を解決する方法として提案されたものの、突起を形成するための材料が余分に必要となるだけでなく、平坦部に比べて肉厚となる突起部の蒸気透過性が悪くなり、高圧蒸気滅菌(以下、AC滅菌という)の効率が低下する。特に容器溶着型のフィルターの場合には、溶着部に突起部が含まれると樹脂量が異なる部分が生じるため、高い溶着強度が得難い。フィルター材の加工による方法としては、下流側に溝状に切り抜いたポストフィルター材を配置して流路を確保する方法(特許文献8)、ポストフィルター材に凹凸加工を行う方法(特許文献9)が提案されているが、前者の方法は流路を確保するために必要以上の厚さのフィルター材を使用しなければならず、後者の方法では遠心等の負荷により凹凸が潰れた場合、フィルター材が高強度を有しないために復元することができず、空間を保持できない。
【0008】
血液の流れが阻害されるのを防ぐとともに、耐圧性、耐剥離性に優れた可撓性の血液処理フィルターとして、第一、第二のフィルター要素と出口側の容器との間に厚み1cmに換算した時の通気度が3〜40cc/cm2/秒で、厚みが0.04〜0.25cmである第三のフィルター要素が配置された血液処理フィルター(特許文献10)が提案されている。この血液処理フィルターは従来のものに比べ、濾過時の圧力や遠心操作時のストレスに対しても十分な強度を有しており、かつ、濾過時間の短縮効果も見られている。しかし、それでも、血液が第三のフィルター要素中を濾過面に対して平行方向へ流れる時の通液抵抗が高く、血液の流れが阻害されるため、必ずしも十分な効果が得られていない。また、50〜5000μmの孔径を有する多孔質体もしくは不織布を配置したフィルター(特許文献7)についても、同様の理由で十分な効果が得られていない。
【特許文献1】特開平1−320064号公報
【特許文献2】国際公開第92/20428号パンフレット
【特許文献3】欧州特許出願公開第0526678号明細書
【特許文献4】特許第3758853号公報
【特許文献5】特開平7−26781号公報
【特許文献6】国際公開第95/17236号パンフレット
【特許文献7】特開2003−180822号公報
【特許文献8】特開2005−204781号公報
【特許文献9】特開2005−137453号公報
【特許文献10】国際公開第02/04045号パンフレット
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の課題は、濾過時に生ずる入口側の陽圧によってシート状フィルター要素が出口側可撓性容器に押しつけられても出口側空間を保持し、さらに出口側の陰圧によって出口側可撓性容器がシート状フィルター要素に密着することがない、血液処理フィルターを提供することである。
より具体的には、上記の作用を有することにより血液の流れが阻害される恐れのない、即ち、血液の流れが均一で血液処理速度の速い可撓性の血液処理フィルターを提供するとともに、出口側可撓性容器の材料の量を必要以上に増やすことなく、出口側可撓性容器の加工法が簡単で生産に要するタクトタイムが短く、かつ耐圧性、耐剥離性に優れ、濾過時の圧力や遠心操作時のストレスに対しても十分な強度を持つ可撓性の血液処理フィルターを提供することにある。さらには、スクイージング操作やポンプによる急速濾過で発生する更に高い圧力にも耐えて、リーク、破裂及び剥離を生じない可撓性の血液処理フィルターを提供することにある。
【課題を解決するための手段】
【0010】
本発明者らは上記の課題を解決するために鋭意研究した結果、可撓性容器からなる血液処理フィルターの出口側容器に内部が空洞であるエンボス様の凹凸を配置することにより、上記問題点が解決できることを見出し、本発明を得るに至った。すなわち、本構成によれば、濾過時に入口側空間に生じる陽圧によってフィルター要素が出口側の容器に押しつけられ、もしくは出口側空間が陰圧であっても血液の通る空間が保持され、血液の流れが阻害されず、血液が濾材を均一に流れることにより、濾過時間が大幅に短縮される。また、濾材が有効に使用されるため微小凝集物、白血球および/または血小板の除去率が高く、血液の処理速度が飛躍的に向上する。さらに、凹凸の内部を空洞にし、入口側可撓性容器、フィルター要素、出口側可撓性容器を一体化するように溶着することにより、必要以上の材料を使用しない上、出口側可撓性容器の加工法が簡単で生産に要するタクトタイムが短いため生産性が向上し、コストを低くすることができ、また、可撓性容器及びフィルター要素との溶着性が悪い部材を挿入することによる容器の溶着不良を起こすことがなく、耐圧性、耐剥離性の面において格段に優れた強度を持つ血液処理フィルターが得られる。
【0011】
すなわち、本発明は、具体的には以下の構成に関するものである。
(1)可撓性シートに血液入口が取付けられた入口側可撓性容器と、可撓性シートに血液出口が取付けられた出口側可撓性容器と、血液から微小凝集物および白血球、または微小凝集物、白血球および血小板を除去するためのシート状フィルター要素とからなり、可撓性容器内の空間がシート状フィルター要素によって入口側空間と出口側空間とに仕切られている血液処理フィルターにおいて、少なくともシート状フィルター要素を入口側可撓性容器と出口側可撓性容器で挟んだ状態その周縁部近傍が全周に渡って可撓性容器と一体化するように溶着されており、出口側の可撓性容器はエンボス様の凹凸を有する可撓性シートから形成されており、該凹凸の高さが0.5mm以上2.0mm以下であることを特徴とする血液処理フィルター。
(2)出口側容器の表面積増加率が1.2以上である、(1)に記載の血液処理フィルター。
(3)エンボス様の凹凸の間隔が1.0〜20mmである、(1)または(2)に記載の血液処理フィルター。
(4)エンボス様の凹凸が出口側容器の濾過部にのみ配置される、(1)乃至(3)の何れかに記載の血液処理フィルター。
(5)エンボス様の凹凸の形状が円錐台または角錘台または半球である、(1)乃至(4)の何れかに記載の血液処理フィルター。
(6)可撓性容器のエンボス様の凹凸が、シートの凹凸を持つロールによるロール加工、もしくは凹凸を持つ金型によるシート成型によって形成されたものである、(1)乃至(5)の何れかに記載の血液処理フィルター。
(7)血液を、落差により(1)乃至(6)の何れかに記載の血液処理フィルターで濾過することを特徴とする血液処理方法。
【発明の効果】
【0012】
本発明の血液処理フィルターは、濾過時に生ずる入口側の陽圧によってシート状フィルター要素が出口側可撓性容器に押しつけられても出口側空間を保持し、さらに出口側の陰圧によって出口側可撓性容器がシート状フィルター要素に密着することがなく、血液の流れが阻害される恐れのない可撓性の血液処理フィルターとなった。また、出口側可撓性容器の材料の量を必要以上に増やす必要がなく、出口側可撓性容器の加工法が簡単で生産に要するタクトタイムが短く、かつ耐圧性及び耐剥離性に優れ、濾過時の圧力や遠心操作時のストレスに対しても十分な強度を持つ可撓性の血液処理フィルターとなった。さらには、スクイージング操作やポンプによる急速濾過で発生する更に高い圧力にも耐えて、リーク、破裂及び剥離を生じない可撓性の血液処理フィルターとなった。
【発明を実施するための最良の形態】
【0013】
以下、本発明について詳細に説明する。
本発明に用いる可撓性容器は、可撓性の合成樹脂製のシート状または円筒状成型物から形成されるのが好ましく、更に熱可塑性樹脂であることが好ましい。
本発明の可撓性容器は、フィルター要素と熱的、電気的性質が類似のものが良く、例えば、軟質ポリ塩化ビニル、ポリウレタン、エチレン−酢酸ビニル共重合体、ポリエチレン及びポリプロピレンのようなポリオレフィン、スチレン−ブタジエン−スチレン共重合体の水添物、スチレン−イソプレン−スチレン共重合体またはその水添物等の熱可塑性エラストマー、及び、熱可塑性エラストマーとポリオレフィン、エチレン−エチルアクリレート等の軟化剤との混合物等が好適な材料として挙げられる。好ましくは、軟質塩化ビニル、ポリウレタン、エチレン−酢酸ビニル共重合体、ポリオレフィン、及び、これらを主成分とする熱可塑性エラストマーであり、更に好ましくは軟質塩化ビニル、ポリオレフィンである。
【0014】
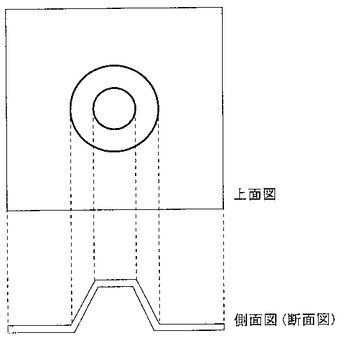
本発明のエンボス様の凹凸とは、シートの上に突起物が肉厚に付着したような構造ではなく、突起物の内側が空洞、すなわち凸部(凹部)の裏面は凹部(凸部)となる裏押し状構造になっており、そのため凹凸の断面は図1のようになる。このようなエンボス様の凹凸であれば、空間を保持するために余分な材料を必要としないため、材料コストを低くすることが可能となる。例えば、厚さ0.3mm、濾過面の寸法が85mm×65mmの出口側容器に、高さ1.2mm、上底の幅1.2mm、下底の幅3.0mmの円錐台の凹凸を140個配置した場合、凹凸の空洞部の体積を約2.3mm3とすると、凹凸の内部を樹脂で充填したものに比べ、約16%の樹脂量を節約することができる。
【0015】
また、エンボス様の凹凸部分と他の可撓性容器との溶着、もしくはエンボス様の凹凸部分とフィルター材との溶着の際に、溶着部に凹凸が配置されていても凹凸部分の樹脂量が多くなることがなく、すなわち単位面積あたりの樹脂量が変わらないため、均一な溶着が可能となるため、より容易に高い溶着強度が得られる。また、出口側容器をロール加工、シート成形もしくは射出成型などで得ることにより、例え遠心時に高い負荷がかかって凹凸が潰れたとしても、負荷がなくなると同時に元の凹凸に戻るため、濾過時には出口側の空間を確保することができる。
【0016】
本発明のエンボス様の凹凸は、公知の技術によりどのようにも形成することができる。例えば、あらかじめ出口側容器形状の金型を用い、射出成型することによって凹凸を配置した可撓性出口側容器を形成することもできるが、加工の容易さやコストの点から、ロール加工もしくはシート成型が好ましい。ロール加工の場合、溶融した可撓性容器の材料を凹凸の形状を有する雄雌のロールを用いてカレンダー加工することにより、凹凸を有した出口側可撓性容器を形成することができる。もしくは平板状の可撓性容器を雄雌のロールを用いて二次加工することにより凹凸を形成することもできる。また、シート成型の場合、平板状の可撓性容器を凹凸の形状を有する雄雌の金型に挟み、ヒーター等を用いて金型を加熱して可撓性容器を加熱、もしくは高周波で可撓性容器自体を発熱させることにより凹凸を形成することができる。本発明の容器型溶着では凹凸の内部を空洞にすることにより高い溶着強度を得ることができるが、より均一で高強度な溶着とするために、入口側可撓性容器、シート状フィルター要素、出口側可撓性容器との溶着部に凹凸がないことが好ましく、フィルター材と接触する部分、すなわち濾過部にのみ凹凸があることが好ましい。
【0017】
本発明で用いられるシート状フィルター要素は、単一のフィルター要素でもよく、複数のフィルター要素からなってもよい。複数のフィルター要素からなる場合、上流に配置された微小凝集物を除去する第一のフィルター要素と、第一のフィルター要素の下流に配置された白血球を除去するための第二のフィルター要素からなるのが好ましい。例えば、入口側に繊維径が数〜数十μmの不織布からなるフィルター材を凝集物除去の為の第一のフィルター要素として配置し、次に繊維径が0.3〜3.0μmの不織布からなるフィルター材を白血球を除去するための第二のフィルター要素として配置して用いる。第一、第二のフィルター要素は、それぞれが更に複数種類のフィルター要素から構成されていても良い。
【0018】
本発明の出口側可撓性容器の凹凸の高さは0.5mm以上2.0mm以下である必要がある。この範囲の高さの凹凸が出口側容器に配置されることにより、フィルターの入口側空間が陽圧及びフィルター出口側空間が陰圧の状態であっても、フィルター要素を通過した血液が出口に向かう際、血液が凹凸によって保持された空間を流れることが出来、濾過や回収に掛かる時間を短縮することが出来る。凹凸の高さが0.5mmよりも低い場合では、出口側の隙間が十分に保持されず、フィルター要素を通過した血液が出口に流れにくくなり、濾過や回収に掛かる時間を短縮することが出来ない。また、凹凸の高さが2.0mmより高い場合では、濾過時間や回収時間の短縮効果がそれ以上得られなくなるにもかかわらず、濾過終了後に出口側の空間に大量の血液が留まってしまい血液製剤のロスを増大させる結果になり、また可撓性シートをロール加工、もしくはシート成形によって凹凸を成型する場合には凹凸部分の厚みが薄くなり、濾過時の負荷により空間を保持する強度が得られない。凹凸の高さは、0.6mm以上2.0mm以下が好ましく、更に好ましくは0.6mm以上1.8mm以下である。
【0019】
本発明のエンボス様の凹凸は内部が空洞、すなわち凸部(凹部)の裏面は凹部(凸部)となる裏押し状構造のため、凹凸加工をしない場合に比べて表面積が増加し、AC滅菌時の効率を向上させることができる。より効率的なAC滅菌性が得られるため、本発明の出口側可撓性容器の表面積増加率は1.2以上であることが好ましい。ここでいう表面積増加率とは、凹凸加工により増加した表面積の増加率を表しており、以下の式から求める。
表面積増加率=(Sn+Sp)/St
St:濾過面積(mm2)
Sn:凹凸が配置されていない部分の面積(mm2)
Sp:凹凸の表面積(mm2)
【0020】
蒸気透過性は、通過する物体の厚みが厚くなるほど減少するため、高さが0.5mm以上の内部が空洞ではない凹凸については蒸気透過性が無いものとし、凹凸の表面積は0mm2とした。
【0021】
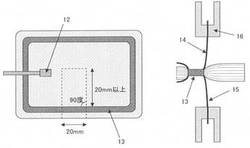
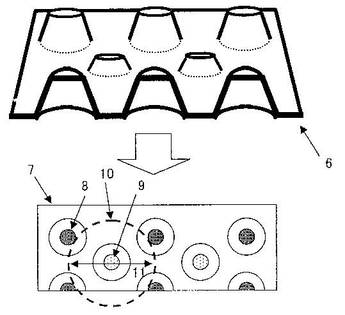
本発明のエンボス様の凹凸の間隔は1.0〜20mmであることが好ましい。ここでいうエンボス様の凹凸の間隔とは、高さ0.5〜2.0mmの凹凸の頂点を含まない凸部外周に接する最大円の直径のことをいう。例えば、高さが2.0mmの円錐台の凹凸の場合では、出口側容器を平板上に平らに置き、全ての突起部について垂直方向から出口側容器を血液と接触する側から真っ直ぐに観察し、観察している凹凸の頂点3に接し、また隣接する他の凹凸の頂点を内部に含まずに少なくとも他の凹凸の頂点もしくは濾過面の外周部と2点以上で接した状態で最も大きな円を描いた時の円(最大円4)の直径を求める。そして、各凹凸から求めた最大円の直径の平均値を凹凸の間隔5とする(図2参照)。円錐台のように凹凸の頂点が平面の場合では、平面全体を頂点とみなす。高さが異なる凹凸が混在する場合では、高さが0.5〜2.0mmの凹凸の頂点全てを対象にし、高さの異なる各凹凸の頂点を内部に含まずにかつ最も大きな円を描いた時の円の直径を凹凸の間隔とする(図3参照)。
【0022】
間隔が1mmより狭いと、血液処理フィルターの出口側に空間が少なくなるため濾過や回収の時間を短縮する効果が減じられるため好ましくなく、また間隔が20mmより広いと凹凸の間に可撓性である出口側の容器が入り込むため血液が流れる空間が狭くなり好ましくない。より好ましくは、1.0mm以上15mm以下であり、更に好ましくは1.0mm以上10mm以下である。
【0023】
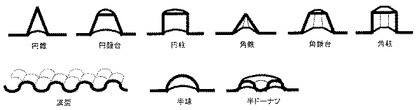
本発明のエンボス様の凹凸の形状は、点状でもよいし、線状でもよい。詳しくは、点状は、円錐、円錐台、円柱、角錐、角錘台、角柱、波型、半球、半ドーナツ型などでもよいし、線状は、直線状や曲線状、ジグザグ型、格子型などでもよい(図4参照)。特に、ロール加工やシート成形の容易さから、円錐台、角錘台、半球、波型がより好ましい。また、凹凸は出口側容器全体に存在していることが望ましく、均等に配置されていることが望ましい。また、1枚のフィルター内に異なる形状の突起が混合されていてもよい。
【0024】
本発明の可撓性容器とシート状フィルター要素との溶着は、高周波溶着、超音波溶着による内部溶着、ヒートシールによる外部溶着などの方法で行うことが出来るが、均一な溶着性という点で高周波溶着が好ましい。
【0025】
以下、実施例に基づき、本発明の白血球除去フィルターについて詳細に説明するが、本発明は、これらによって限定されるものではない。
【実施例1】
【0026】
(1)血液入口の付いた塩化ビニル樹脂製シートからなる入口側可撓性容器、(2)繊維径12μm、目付30g/m2、厚さ0.19mmのポリエステル不織布4枚と繊維径1.2μm、目付40g/m2、厚さ0.24mmのポリエステル不織布22枚をこの順で重ねたシート状フィルター要素、(3)高さ1.2mm、上底の幅1.2mm、下底の幅3.0mm、凹凸の間隔が4.8mmである円錐台のエンボス様の凹凸が形成されている血液出口の付いた塩化ビニル樹脂製シートからなる表面積増加率1.64の出口側可撓性容器、をこの順序に配置し、シート状フィルター要素を入口側可撓性容器と出口側可撓性容器で挟んだ状態でその周縁部近傍が全周に渡って可撓性容器と一体化するように溶着し、濾過部寸法が8.5cm×6.5cmの血液処理フィルターを作成した。
出口側可撓性容器の蒸気透過性については、JIS Z 0208の手順に従い、40℃、90%RHの条件下にて透湿度(g/m2・24hr)を求めて評価した。なお、透湿面積は透湿カップのリングの内径から算出した値を用いた。透湿度の結果を表1に示す。
【0027】
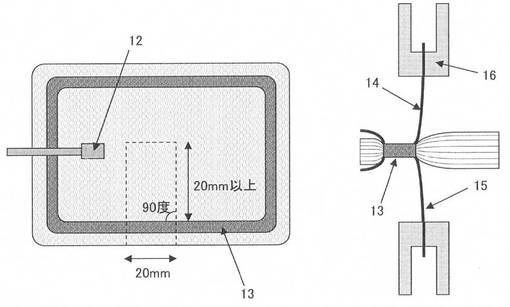
血液処理フィルター強度の評価方法を以下に説明する。図5に示すように、幅20mm、入口側可撓性容器と出口側可撓性容器の長さが溶着部から少なくとも20mmとなる寸法で溶着部に対して直角に切り出した。引張試験機を使用し、入口側可撓性容器と出口側可撓性容器を上下のつかみ具にセットし、引張速度10mm/minでサンプル片が切断される引張力を測定する。そして以下の式から引張り強度を算出し、これを血液処理フィルターの溶着部における強度とした。
引張り強度(N/mm)=サンプル片が切断される引張力(N)÷サンプル幅20mm
引張り強度の結果を表1に示す。
【0028】
血液処理フィルターの流れ性試験の方法を以下に説明する。本発明の血液処理フィルターを、貯留バッグと回収バッグとの間に配置し、貯留バッグに接続した入口側導管を血液処理フィルターの血液入口へ、回収バッグに接続した出口側導管を血液処理フィルターの血液出口へそれぞれ接続した。また、それぞれの導管として、内径3mm、外径4.2mmの塩化ビニル製のチューブを使用し、長さは50cmとした。入口側導管をクランプで閉じた後、注射用蒸留水(大塚製薬株式会社製)にポリビニルピロリドン(以下PVPと言う。和光純薬工業株式会社製)を添加し、粘度を25.0mPa・sに調製したPVP水溶液350gを貯留バッグへ入れた。
システム全体を吊り下げ、また、回収バッグを天秤の上に静置した後、入口側導管を閉じているクランプを開放し、濾過を開始した。クランプを開放した時間からPVP溶液が回収バッグに到達するまでの時間をプライミング時間とした。
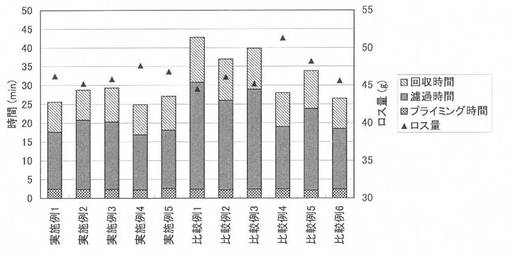
さらに、PVP溶液が回収バッグに到達してから貯留バッグのPVP溶液が空になるまでの時間を処理時間とした。貯留バッグが空になった後、1分毎に回収バッグを載せた天秤の値の読み取り、1分間の天秤の値の変動が0.1g以下になった時点で回収を終了し、貯留バッグが空になってから回収が終了するまでの時間を回収時間、回収終了時の天秤の値を回収量とした。また、回収されなかったPVP溶液をロス量として、以下の式から求めた。
【0029】
ロス量 (g)=350g−回収量(g)
流れ性試験の結果を表2、図6に示す。
【実施例2】
【0030】
高さ0.5mm、上底の幅0.5mm、下底の幅1.2mm、凹凸の間隔が3.5mmである円錐台のエンボス様の凹凸が形成されている表面積増加率1.27の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
【実施例3】
【0031】
高さ0.5mm、上底の幅0.5mm、下底の幅1.2mm、凹凸の間隔が20mmである円錐台のエンボス様の凹凸が形成されている表面積増加率1.02の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
【実施例4】
【0032】
高さ2.0mm、上底の幅2.0mm、下底の幅5.0mm、凹凸の間隔が6.5mmである円錐台のエンボス様の凹凸が形成されている表面積増加率1.80の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
【実施例5】
【0033】
高さ2.0mm、上底の幅2.0mm、下底の幅5.0mm、凹凸の間隔が20mmである円錐台のエンボス様の凹凸が形成されている表面積増加率1.20の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
【0034】
[比較例1]
エンボス様の凹凸が形成されていない平板状の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
[比較例2]
【0035】
高さ0.3mm、上底の幅0.3mm、下底の幅0.7mm、凹凸の間隔が3.5mmである円錐台のエンボス様の凹凸が形成されている表面積増加率1.21の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
[比較例3]
【0036】
高さ0.3mm、上底の幅0.3mm、下底の幅0.7mm、凹凸の間隔が25mmである円錐台のエンボス様の凹凸が形成されている表面積増加率1.01の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
[比較例4]
【0037】
高さ2.4mm、上底の幅2.4mm、下底の幅6.0 mm、凹凸の間隔が7.2mmである円錐台のエンボス様の凹凸が形成されている表面積増加率1.90の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
[比較例5]
【0038】
高さ2.4mm、上底の幅2.4mm、下底の幅6.0 mm、凹凸の間隔が25mmである円錐台のエンボス様の凹凸が形成されている表面積増加率1.17の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
【0039】
高さ1.2mm、上底の幅1.2mm、下底の幅3.0mm、凹凸の間隔が4.8mmである凹凸の内部が空洞でない円錐台の突起が形成されている表面積増加率0.77の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
【0040】
【表1】

【0041】
【表2】
【産業上の利用可能性】
【0042】
本発明血液処理フィルターは、輸血用血液処理の現場で、輸血用の血液製剤から微小凝集物および白血球、または微小凝集物、白血球および血小板を除去するための血液処理フィルターとして有用であり、また体外循環治療の現場で、体外循環白血球除去療法に用いられる血液処理フィルターとしても有用である。
【図面の簡単な説明】
【0043】
【図1】本発明のエンボス様の凹凸を有する出口側容器の模式図。
【図2】本発明のエンボス様の凹凸を有する出口側容器の模式図。
【図3】本発明の高さの異なるエンボス様の凹凸を有する出口側容器の模式図。
【図4】本発明のエンボス様の凹凸形状の模式図。
【図5】引張強度の試験方法
【図6】実施例、比較例の結果。
【符号の説明】
【0044】
1 斜め上から見たエンボス様の凹凸の図
2 真上から見たエンボス様の凹凸の図
3 エンボス様の凹凸の頂点
4 最大円
5 エンボス様の凹凸の間隔(最大円の直径)
6 斜め上から見た突起部の図
7 真上から見た突起部の図
8 エンボス様の凹凸の頂点
9 高さが0.5mmよりも低い凹凸の頂点
10 最大円
11 エンボス様の凹凸の間隔(最大円の直径)
12 血液入口
13 入口側可撓性容器、フィルター要素、出口側可撓性容器の溶着部
14 入口側可撓性容器
15 出口側可撓性容器
16 引張試験機のつかみ具
【技術分野】
【0001】
本発明は、血液から微小凝集物および白血球、または微小凝集物、白血球および血小板を除去する為の血液処理フィルターに関する。特に輸血用の全血製剤、赤血球製剤、血小板製剤、血漿製剤などから輸血副作用の原因となる微小凝集物や白血球を除去する目的で用いられる血液処理フィルターに関するものであり、また体外循環白血球除去療法に用いられる血液処理フィルターに関するものである。
【背景技術】
【0002】
ドナーから採血された全血は、そのまま輸血に用いられることは少なく、赤血球製剤、血小板製剤、血漿製剤等の血液成分製剤に分離され、貯蔵された後に輸血されるのが一般的である。またこれらの血液製剤に含まれる微小凝集物や白血球が種々の輸血副作用の原因となることから、輸血の前にこれらの好ましくない成分を除去した後に輸血する方法が普及しつつある。近年は特に白血球除去の必要性が広く認識され、欧州には全ての輸血用血液製剤に白血球除去処理を施した後に輸血に用いることを法制化している国もある。
血液製剤から白血球を除去する為の方法としては、血液製剤を白血球除去フィルターで処理するのが最も一般的である。従来、この白血球除去フィルターによる血液製剤の処理は、輸血操作を行う際にベッドサイドで行われることが多かった。しかし、近年では白血球除去製剤の品質管理及び白血球除去処理の安定性向上の為に、血液センターに於いて保存前に行われることが一般的になりつつある(「保存前白血球除去」)。
【0003】
ドナーから採血し、複数の血液成分に分離し、各血液成分を貯蔵するために、典型的には2つから4つの可撓性のバッグとこれらを接続する導管、抗凝固剤、赤血球保存液、採血針等から構成される採血分離セットが以前より使われている。しかし、上記の「保存前白血球除去」に好適に使用されうるシステムとしては、これらの採血分離セットに白血球除去フィルターを組み込んだものが広く使われており、「クローズドシステム」または「一体型システム」等の名称で呼ばれている(特許文献1及び特許文献2)。
【0004】
従来、白血球除去フィルターとしては、不織布や多孔質体からなるフィルター要素をポリカーボネート等の硬質容器に充填したものが広く使われてきたが、容器のガス透過性が低いため、採血分離セットの滅菌工程として広く使われている蒸気滅菌を適用し難いという問題があった。また、「クローズドシステム」には、採血後に、まず、全血製剤から白血球除去を行い、白血球除去フィルターを切り離してから成分分離のための遠心分離操作をおこなうものと、全血を遠心分離によって複数の血液成分に分離した後に白血球除去を行うものとがあり、後者の場合には、白血球除去フィルターも採血分離セットと共に遠心される。この際、硬質容器がバッグや導管にダメージを与えたり、硬質容器自身が遠心時のストレスに耐えられずに破損したりする危険があった。
【0005】
これらの問題点を解決する方法として、採血分離セットのバッグに使用されているものと同一または類似の、可撓性かつ蒸気透過性に優れる素材を容器に用いた、可撓性容器の白血球除去フィルターが開発されている。
これらはフィルター要素を一旦シート状の可撓性フレームに溶着した後に、該可撓性フレームを可撓性容器と溶着したもの(特許文献3および特許文献4)、可撓性容器を、全周に渡って直接フィルター要素に溶着させたもの(特許文献5および特許文献6)とに大別できる(以下、前者をフレーム溶着型、後者を容器溶着型ということがある)。これらの可撓性容器には、入口と出口が有り、フィルター要素によって、可撓性容器の内部空間は入口を有する入口側空間と出口を有する出口側空間とに仕切られている。
通常、これらの白血球除去フィルターで血液を濾過する際は、フィルターの血液入口側に導管を介して接続されている、濾過されるべき血液製剤が入ったバッグを、フィルターよりも20cmから100cm程高い位置に置き、重力の作用によって血液製剤をフィルターに通し、フィルターの血液出口側に導管を介して接続された回収バッグに濾過後の血液製剤を収容する。濾過の最中にはフィルター要素の抵抗によって圧力損失が生じ、フィルターの入口側の空間は陽圧となる。フィルターが可撓性容器からなる場合、容器が可撓性であるが故、この陽圧によって、入口側空間は風船状に膨らみ、フィルター要素は出口側の容器に押しつけられる。
【0006】
一方、出口側の容器とフィルター要素との空隙は、出口に接続された導管内の血液が重力によって流下して、通常フィルターよりも50〜100cm低い位置に置かれた濾過後の血液を収納するためのバッグへと移動しようとするため、この作用によって出口側の容器とフィルター要素で囲まれた空間は、逆に陰圧となり、出口側の容器はフィルター要素に密着する傾向を示す。即ち、フィルター要素は二重の力によって出口側の容器と密着し、血液の流れが阻害される。
【0007】
この問題を解決する方法として、先行技術には、フィルター要素と出口側の容器との間に連接棒と呼ばれる軟質塩ビチューブを挿入して密着を防ぐ方法(特許文献3)や軟質容器内面に高低差0.2〜2mmの突起をつけて密着を防ぐ方法(特許文献4)、ニットファイバー製のスクリーン等を挿入する方法(特許文献6)、メッシュまたは突起状物等を配置する方法(特許文献7)等が提案されている。しかしながら、特許文献3に記載されている連接棒を挿入する方法では、フィルター要素と出口側の容器との間の空間を保つためには多くの連接棒を必要とし、そのために製造工程が複雑になり、またコストが増すことになる。特許文献6、特許文献7に記載されるように、スクリーン、メッシュまたは突起状物を挿入又は配置する方法では、コストが増すだけでなく、スクリーンやメッシュのような太い繊維を溶着しようとする場合、通常の溶着では十分に繊維を溶融することができないためリークなどの問題が生じ、逆に通常より強い条件で溶着すると可撓性容器の強度が低下してしまう。突起状物を用いる場合では別部材を挿入することによる容器の溶着不良を起こす危険性がある。また、特許文献4に開示された方法は、連接棒やスクリーン、メッシュまたは突起状物を挿入する方法の問題点を解決する方法として提案されたものの、突起を形成するための材料が余分に必要となるだけでなく、平坦部に比べて肉厚となる突起部の蒸気透過性が悪くなり、高圧蒸気滅菌(以下、AC滅菌という)の効率が低下する。特に容器溶着型のフィルターの場合には、溶着部に突起部が含まれると樹脂量が異なる部分が生じるため、高い溶着強度が得難い。フィルター材の加工による方法としては、下流側に溝状に切り抜いたポストフィルター材を配置して流路を確保する方法(特許文献8)、ポストフィルター材に凹凸加工を行う方法(特許文献9)が提案されているが、前者の方法は流路を確保するために必要以上の厚さのフィルター材を使用しなければならず、後者の方法では遠心等の負荷により凹凸が潰れた場合、フィルター材が高強度を有しないために復元することができず、空間を保持できない。
【0008】
血液の流れが阻害されるのを防ぐとともに、耐圧性、耐剥離性に優れた可撓性の血液処理フィルターとして、第一、第二のフィルター要素と出口側の容器との間に厚み1cmに換算した時の通気度が3〜40cc/cm2/秒で、厚みが0.04〜0.25cmである第三のフィルター要素が配置された血液処理フィルター(特許文献10)が提案されている。この血液処理フィルターは従来のものに比べ、濾過時の圧力や遠心操作時のストレスに対しても十分な強度を有しており、かつ、濾過時間の短縮効果も見られている。しかし、それでも、血液が第三のフィルター要素中を濾過面に対して平行方向へ流れる時の通液抵抗が高く、血液の流れが阻害されるため、必ずしも十分な効果が得られていない。また、50〜5000μmの孔径を有する多孔質体もしくは不織布を配置したフィルター(特許文献7)についても、同様の理由で十分な効果が得られていない。
【特許文献1】特開平1−320064号公報
【特許文献2】国際公開第92/20428号パンフレット
【特許文献3】欧州特許出願公開第0526678号明細書
【特許文献4】特許第3758853号公報
【特許文献5】特開平7−26781号公報
【特許文献6】国際公開第95/17236号パンフレット
【特許文献7】特開2003−180822号公報
【特許文献8】特開2005−204781号公報
【特許文献9】特開2005−137453号公報
【特許文献10】国際公開第02/04045号パンフレット
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の課題は、濾過時に生ずる入口側の陽圧によってシート状フィルター要素が出口側可撓性容器に押しつけられても出口側空間を保持し、さらに出口側の陰圧によって出口側可撓性容器がシート状フィルター要素に密着することがない、血液処理フィルターを提供することである。
より具体的には、上記の作用を有することにより血液の流れが阻害される恐れのない、即ち、血液の流れが均一で血液処理速度の速い可撓性の血液処理フィルターを提供するとともに、出口側可撓性容器の材料の量を必要以上に増やすことなく、出口側可撓性容器の加工法が簡単で生産に要するタクトタイムが短く、かつ耐圧性、耐剥離性に優れ、濾過時の圧力や遠心操作時のストレスに対しても十分な強度を持つ可撓性の血液処理フィルターを提供することにある。さらには、スクイージング操作やポンプによる急速濾過で発生する更に高い圧力にも耐えて、リーク、破裂及び剥離を生じない可撓性の血液処理フィルターを提供することにある。
【課題を解決するための手段】
【0010】
本発明者らは上記の課題を解決するために鋭意研究した結果、可撓性容器からなる血液処理フィルターの出口側容器に内部が空洞であるエンボス様の凹凸を配置することにより、上記問題点が解決できることを見出し、本発明を得るに至った。すなわち、本構成によれば、濾過時に入口側空間に生じる陽圧によってフィルター要素が出口側の容器に押しつけられ、もしくは出口側空間が陰圧であっても血液の通る空間が保持され、血液の流れが阻害されず、血液が濾材を均一に流れることにより、濾過時間が大幅に短縮される。また、濾材が有効に使用されるため微小凝集物、白血球および/または血小板の除去率が高く、血液の処理速度が飛躍的に向上する。さらに、凹凸の内部を空洞にし、入口側可撓性容器、フィルター要素、出口側可撓性容器を一体化するように溶着することにより、必要以上の材料を使用しない上、出口側可撓性容器の加工法が簡単で生産に要するタクトタイムが短いため生産性が向上し、コストを低くすることができ、また、可撓性容器及びフィルター要素との溶着性が悪い部材を挿入することによる容器の溶着不良を起こすことがなく、耐圧性、耐剥離性の面において格段に優れた強度を持つ血液処理フィルターが得られる。
【0011】
すなわち、本発明は、具体的には以下の構成に関するものである。
(1)可撓性シートに血液入口が取付けられた入口側可撓性容器と、可撓性シートに血液出口が取付けられた出口側可撓性容器と、血液から微小凝集物および白血球、または微小凝集物、白血球および血小板を除去するためのシート状フィルター要素とからなり、可撓性容器内の空間がシート状フィルター要素によって入口側空間と出口側空間とに仕切られている血液処理フィルターにおいて、少なくともシート状フィルター要素を入口側可撓性容器と出口側可撓性容器で挟んだ状態その周縁部近傍が全周に渡って可撓性容器と一体化するように溶着されており、出口側の可撓性容器はエンボス様の凹凸を有する可撓性シートから形成されており、該凹凸の高さが0.5mm以上2.0mm以下であることを特徴とする血液処理フィルター。
(2)出口側容器の表面積増加率が1.2以上である、(1)に記載の血液処理フィルター。
(3)エンボス様の凹凸の間隔が1.0〜20mmである、(1)または(2)に記載の血液処理フィルター。
(4)エンボス様の凹凸が出口側容器の濾過部にのみ配置される、(1)乃至(3)の何れかに記載の血液処理フィルター。
(5)エンボス様の凹凸の形状が円錐台または角錘台または半球である、(1)乃至(4)の何れかに記載の血液処理フィルター。
(6)可撓性容器のエンボス様の凹凸が、シートの凹凸を持つロールによるロール加工、もしくは凹凸を持つ金型によるシート成型によって形成されたものである、(1)乃至(5)の何れかに記載の血液処理フィルター。
(7)血液を、落差により(1)乃至(6)の何れかに記載の血液処理フィルターで濾過することを特徴とする血液処理方法。
【発明の効果】
【0012】
本発明の血液処理フィルターは、濾過時に生ずる入口側の陽圧によってシート状フィルター要素が出口側可撓性容器に押しつけられても出口側空間を保持し、さらに出口側の陰圧によって出口側可撓性容器がシート状フィルター要素に密着することがなく、血液の流れが阻害される恐れのない可撓性の血液処理フィルターとなった。また、出口側可撓性容器の材料の量を必要以上に増やす必要がなく、出口側可撓性容器の加工法が簡単で生産に要するタクトタイムが短く、かつ耐圧性及び耐剥離性に優れ、濾過時の圧力や遠心操作時のストレスに対しても十分な強度を持つ可撓性の血液処理フィルターとなった。さらには、スクイージング操作やポンプによる急速濾過で発生する更に高い圧力にも耐えて、リーク、破裂及び剥離を生じない可撓性の血液処理フィルターとなった。
【発明を実施するための最良の形態】
【0013】
以下、本発明について詳細に説明する。
本発明に用いる可撓性容器は、可撓性の合成樹脂製のシート状または円筒状成型物から形成されるのが好ましく、更に熱可塑性樹脂であることが好ましい。
本発明の可撓性容器は、フィルター要素と熱的、電気的性質が類似のものが良く、例えば、軟質ポリ塩化ビニル、ポリウレタン、エチレン−酢酸ビニル共重合体、ポリエチレン及びポリプロピレンのようなポリオレフィン、スチレン−ブタジエン−スチレン共重合体の水添物、スチレン−イソプレン−スチレン共重合体またはその水添物等の熱可塑性エラストマー、及び、熱可塑性エラストマーとポリオレフィン、エチレン−エチルアクリレート等の軟化剤との混合物等が好適な材料として挙げられる。好ましくは、軟質塩化ビニル、ポリウレタン、エチレン−酢酸ビニル共重合体、ポリオレフィン、及び、これらを主成分とする熱可塑性エラストマーであり、更に好ましくは軟質塩化ビニル、ポリオレフィンである。
【0014】
本発明のエンボス様の凹凸とは、シートの上に突起物が肉厚に付着したような構造ではなく、突起物の内側が空洞、すなわち凸部(凹部)の裏面は凹部(凸部)となる裏押し状構造になっており、そのため凹凸の断面は図1のようになる。このようなエンボス様の凹凸であれば、空間を保持するために余分な材料を必要としないため、材料コストを低くすることが可能となる。例えば、厚さ0.3mm、濾過面の寸法が85mm×65mmの出口側容器に、高さ1.2mm、上底の幅1.2mm、下底の幅3.0mmの円錐台の凹凸を140個配置した場合、凹凸の空洞部の体積を約2.3mm3とすると、凹凸の内部を樹脂で充填したものに比べ、約16%の樹脂量を節約することができる。
【0015】
また、エンボス様の凹凸部分と他の可撓性容器との溶着、もしくはエンボス様の凹凸部分とフィルター材との溶着の際に、溶着部に凹凸が配置されていても凹凸部分の樹脂量が多くなることがなく、すなわち単位面積あたりの樹脂量が変わらないため、均一な溶着が可能となるため、より容易に高い溶着強度が得られる。また、出口側容器をロール加工、シート成形もしくは射出成型などで得ることにより、例え遠心時に高い負荷がかかって凹凸が潰れたとしても、負荷がなくなると同時に元の凹凸に戻るため、濾過時には出口側の空間を確保することができる。
【0016】
本発明のエンボス様の凹凸は、公知の技術によりどのようにも形成することができる。例えば、あらかじめ出口側容器形状の金型を用い、射出成型することによって凹凸を配置した可撓性出口側容器を形成することもできるが、加工の容易さやコストの点から、ロール加工もしくはシート成型が好ましい。ロール加工の場合、溶融した可撓性容器の材料を凹凸の形状を有する雄雌のロールを用いてカレンダー加工することにより、凹凸を有した出口側可撓性容器を形成することができる。もしくは平板状の可撓性容器を雄雌のロールを用いて二次加工することにより凹凸を形成することもできる。また、シート成型の場合、平板状の可撓性容器を凹凸の形状を有する雄雌の金型に挟み、ヒーター等を用いて金型を加熱して可撓性容器を加熱、もしくは高周波で可撓性容器自体を発熱させることにより凹凸を形成することができる。本発明の容器型溶着では凹凸の内部を空洞にすることにより高い溶着強度を得ることができるが、より均一で高強度な溶着とするために、入口側可撓性容器、シート状フィルター要素、出口側可撓性容器との溶着部に凹凸がないことが好ましく、フィルター材と接触する部分、すなわち濾過部にのみ凹凸があることが好ましい。
【0017】
本発明で用いられるシート状フィルター要素は、単一のフィルター要素でもよく、複数のフィルター要素からなってもよい。複数のフィルター要素からなる場合、上流に配置された微小凝集物を除去する第一のフィルター要素と、第一のフィルター要素の下流に配置された白血球を除去するための第二のフィルター要素からなるのが好ましい。例えば、入口側に繊維径が数〜数十μmの不織布からなるフィルター材を凝集物除去の為の第一のフィルター要素として配置し、次に繊維径が0.3〜3.0μmの不織布からなるフィルター材を白血球を除去するための第二のフィルター要素として配置して用いる。第一、第二のフィルター要素は、それぞれが更に複数種類のフィルター要素から構成されていても良い。
【0018】
本発明の出口側可撓性容器の凹凸の高さは0.5mm以上2.0mm以下である必要がある。この範囲の高さの凹凸が出口側容器に配置されることにより、フィルターの入口側空間が陽圧及びフィルター出口側空間が陰圧の状態であっても、フィルター要素を通過した血液が出口に向かう際、血液が凹凸によって保持された空間を流れることが出来、濾過や回収に掛かる時間を短縮することが出来る。凹凸の高さが0.5mmよりも低い場合では、出口側の隙間が十分に保持されず、フィルター要素を通過した血液が出口に流れにくくなり、濾過や回収に掛かる時間を短縮することが出来ない。また、凹凸の高さが2.0mmより高い場合では、濾過時間や回収時間の短縮効果がそれ以上得られなくなるにもかかわらず、濾過終了後に出口側の空間に大量の血液が留まってしまい血液製剤のロスを増大させる結果になり、また可撓性シートをロール加工、もしくはシート成形によって凹凸を成型する場合には凹凸部分の厚みが薄くなり、濾過時の負荷により空間を保持する強度が得られない。凹凸の高さは、0.6mm以上2.0mm以下が好ましく、更に好ましくは0.6mm以上1.8mm以下である。
【0019】
本発明のエンボス様の凹凸は内部が空洞、すなわち凸部(凹部)の裏面は凹部(凸部)となる裏押し状構造のため、凹凸加工をしない場合に比べて表面積が増加し、AC滅菌時の効率を向上させることができる。より効率的なAC滅菌性が得られるため、本発明の出口側可撓性容器の表面積増加率は1.2以上であることが好ましい。ここでいう表面積増加率とは、凹凸加工により増加した表面積の増加率を表しており、以下の式から求める。
表面積増加率=(Sn+Sp)/St
St:濾過面積(mm2)
Sn:凹凸が配置されていない部分の面積(mm2)
Sp:凹凸の表面積(mm2)
【0020】
蒸気透過性は、通過する物体の厚みが厚くなるほど減少するため、高さが0.5mm以上の内部が空洞ではない凹凸については蒸気透過性が無いものとし、凹凸の表面積は0mm2とした。
【0021】
本発明のエンボス様の凹凸の間隔は1.0〜20mmであることが好ましい。ここでいうエンボス様の凹凸の間隔とは、高さ0.5〜2.0mmの凹凸の頂点を含まない凸部外周に接する最大円の直径のことをいう。例えば、高さが2.0mmの円錐台の凹凸の場合では、出口側容器を平板上に平らに置き、全ての突起部について垂直方向から出口側容器を血液と接触する側から真っ直ぐに観察し、観察している凹凸の頂点3に接し、また隣接する他の凹凸の頂点を内部に含まずに少なくとも他の凹凸の頂点もしくは濾過面の外周部と2点以上で接した状態で最も大きな円を描いた時の円(最大円4)の直径を求める。そして、各凹凸から求めた最大円の直径の平均値を凹凸の間隔5とする(図2参照)。円錐台のように凹凸の頂点が平面の場合では、平面全体を頂点とみなす。高さが異なる凹凸が混在する場合では、高さが0.5〜2.0mmの凹凸の頂点全てを対象にし、高さの異なる各凹凸の頂点を内部に含まずにかつ最も大きな円を描いた時の円の直径を凹凸の間隔とする(図3参照)。
【0022】
間隔が1mmより狭いと、血液処理フィルターの出口側に空間が少なくなるため濾過や回収の時間を短縮する効果が減じられるため好ましくなく、また間隔が20mmより広いと凹凸の間に可撓性である出口側の容器が入り込むため血液が流れる空間が狭くなり好ましくない。より好ましくは、1.0mm以上15mm以下であり、更に好ましくは1.0mm以上10mm以下である。
【0023】
本発明のエンボス様の凹凸の形状は、点状でもよいし、線状でもよい。詳しくは、点状は、円錐、円錐台、円柱、角錐、角錘台、角柱、波型、半球、半ドーナツ型などでもよいし、線状は、直線状や曲線状、ジグザグ型、格子型などでもよい(図4参照)。特に、ロール加工やシート成形の容易さから、円錐台、角錘台、半球、波型がより好ましい。また、凹凸は出口側容器全体に存在していることが望ましく、均等に配置されていることが望ましい。また、1枚のフィルター内に異なる形状の突起が混合されていてもよい。
【0024】
本発明の可撓性容器とシート状フィルター要素との溶着は、高周波溶着、超音波溶着による内部溶着、ヒートシールによる外部溶着などの方法で行うことが出来るが、均一な溶着性という点で高周波溶着が好ましい。
【0025】
以下、実施例に基づき、本発明の白血球除去フィルターについて詳細に説明するが、本発明は、これらによって限定されるものではない。
【実施例1】
【0026】
(1)血液入口の付いた塩化ビニル樹脂製シートからなる入口側可撓性容器、(2)繊維径12μm、目付30g/m2、厚さ0.19mmのポリエステル不織布4枚と繊維径1.2μm、目付40g/m2、厚さ0.24mmのポリエステル不織布22枚をこの順で重ねたシート状フィルター要素、(3)高さ1.2mm、上底の幅1.2mm、下底の幅3.0mm、凹凸の間隔が4.8mmである円錐台のエンボス様の凹凸が形成されている血液出口の付いた塩化ビニル樹脂製シートからなる表面積増加率1.64の出口側可撓性容器、をこの順序に配置し、シート状フィルター要素を入口側可撓性容器と出口側可撓性容器で挟んだ状態でその周縁部近傍が全周に渡って可撓性容器と一体化するように溶着し、濾過部寸法が8.5cm×6.5cmの血液処理フィルターを作成した。
出口側可撓性容器の蒸気透過性については、JIS Z 0208の手順に従い、40℃、90%RHの条件下にて透湿度(g/m2・24hr)を求めて評価した。なお、透湿面積は透湿カップのリングの内径から算出した値を用いた。透湿度の結果を表1に示す。
【0027】
血液処理フィルター強度の評価方法を以下に説明する。図5に示すように、幅20mm、入口側可撓性容器と出口側可撓性容器の長さが溶着部から少なくとも20mmとなる寸法で溶着部に対して直角に切り出した。引張試験機を使用し、入口側可撓性容器と出口側可撓性容器を上下のつかみ具にセットし、引張速度10mm/minでサンプル片が切断される引張力を測定する。そして以下の式から引張り強度を算出し、これを血液処理フィルターの溶着部における強度とした。
引張り強度(N/mm)=サンプル片が切断される引張力(N)÷サンプル幅20mm
引張り強度の結果を表1に示す。
【0028】
血液処理フィルターの流れ性試験の方法を以下に説明する。本発明の血液処理フィルターを、貯留バッグと回収バッグとの間に配置し、貯留バッグに接続した入口側導管を血液処理フィルターの血液入口へ、回収バッグに接続した出口側導管を血液処理フィルターの血液出口へそれぞれ接続した。また、それぞれの導管として、内径3mm、外径4.2mmの塩化ビニル製のチューブを使用し、長さは50cmとした。入口側導管をクランプで閉じた後、注射用蒸留水(大塚製薬株式会社製)にポリビニルピロリドン(以下PVPと言う。和光純薬工業株式会社製)を添加し、粘度を25.0mPa・sに調製したPVP水溶液350gを貯留バッグへ入れた。
システム全体を吊り下げ、また、回収バッグを天秤の上に静置した後、入口側導管を閉じているクランプを開放し、濾過を開始した。クランプを開放した時間からPVP溶液が回収バッグに到達するまでの時間をプライミング時間とした。
さらに、PVP溶液が回収バッグに到達してから貯留バッグのPVP溶液が空になるまでの時間を処理時間とした。貯留バッグが空になった後、1分毎に回収バッグを載せた天秤の値の読み取り、1分間の天秤の値の変動が0.1g以下になった時点で回収を終了し、貯留バッグが空になってから回収が終了するまでの時間を回収時間、回収終了時の天秤の値を回収量とした。また、回収されなかったPVP溶液をロス量として、以下の式から求めた。
【0029】
ロス量 (g)=350g−回収量(g)
流れ性試験の結果を表2、図6に示す。
【実施例2】
【0030】
高さ0.5mm、上底の幅0.5mm、下底の幅1.2mm、凹凸の間隔が3.5mmである円錐台のエンボス様の凹凸が形成されている表面積増加率1.27の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
【実施例3】
【0031】
高さ0.5mm、上底の幅0.5mm、下底の幅1.2mm、凹凸の間隔が20mmである円錐台のエンボス様の凹凸が形成されている表面積増加率1.02の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
【実施例4】
【0032】
高さ2.0mm、上底の幅2.0mm、下底の幅5.0mm、凹凸の間隔が6.5mmである円錐台のエンボス様の凹凸が形成されている表面積増加率1.80の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
【実施例5】
【0033】
高さ2.0mm、上底の幅2.0mm、下底の幅5.0mm、凹凸の間隔が20mmである円錐台のエンボス様の凹凸が形成されている表面積増加率1.20の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
【0034】
[比較例1]
エンボス様の凹凸が形成されていない平板状の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
[比較例2]
【0035】
高さ0.3mm、上底の幅0.3mm、下底の幅0.7mm、凹凸の間隔が3.5mmである円錐台のエンボス様の凹凸が形成されている表面積増加率1.21の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
[比較例3]
【0036】
高さ0.3mm、上底の幅0.3mm、下底の幅0.7mm、凹凸の間隔が25mmである円錐台のエンボス様の凹凸が形成されている表面積増加率1.01の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
[比較例4]
【0037】
高さ2.4mm、上底の幅2.4mm、下底の幅6.0 mm、凹凸の間隔が7.2mmである円錐台のエンボス様の凹凸が形成されている表面積増加率1.90の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
[比較例5]
【0038】
高さ2.4mm、上底の幅2.4mm、下底の幅6.0 mm、凹凸の間隔が25mmである円錐台のエンボス様の凹凸が形成されている表面積増加率1.17の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
【0039】
高さ1.2mm、上底の幅1.2mm、下底の幅3.0mm、凹凸の間隔が4.8mmである凹凸の内部が空洞でない円錐台の突起が形成されている表面積増加率0.77の出口側容器を用いたこと以外は、実施例1と同じ方法でフィルターを作成し、引張り強度、透湿度、プライミング時間、処理時間、回収時間、回収量を測定した。結果を表1、表2、図6に示す。
【0040】
【表1】
【0041】
【表2】
【産業上の利用可能性】
【0042】
本発明血液処理フィルターは、輸血用血液処理の現場で、輸血用の血液製剤から微小凝集物および白血球、または微小凝集物、白血球および血小板を除去するための血液処理フィルターとして有用であり、また体外循環治療の現場で、体外循環白血球除去療法に用いられる血液処理フィルターとしても有用である。
【図面の簡単な説明】
【0043】
【図1】本発明のエンボス様の凹凸を有する出口側容器の模式図。
【図2】本発明のエンボス様の凹凸を有する出口側容器の模式図。
【図3】本発明の高さの異なるエンボス様の凹凸を有する出口側容器の模式図。
【図4】本発明のエンボス様の凹凸形状の模式図。
【図5】引張強度の試験方法
【図6】実施例、比較例の結果。
【符号の説明】
【0044】
1 斜め上から見たエンボス様の凹凸の図
2 真上から見たエンボス様の凹凸の図
3 エンボス様の凹凸の頂点
4 最大円
5 エンボス様の凹凸の間隔(最大円の直径)
6 斜め上から見た突起部の図
7 真上から見た突起部の図
8 エンボス様の凹凸の頂点
9 高さが0.5mmよりも低い凹凸の頂点
10 最大円
11 エンボス様の凹凸の間隔(最大円の直径)
12 血液入口
13 入口側可撓性容器、フィルター要素、出口側可撓性容器の溶着部
14 入口側可撓性容器
15 出口側可撓性容器
16 引張試験機のつかみ具
【特許請求の範囲】
【請求項1】
可撓性シートに血液入口が取付けられた入口側可撓性容器と、可撓性シートに血液出口が取付けられた出口側可撓性容器と、血液から微小凝集物および白血球、または微小凝集物、白血球および血小板を除去するためのシート状フィルター要素とからなり、可撓性容器内の空間がシート状フィルター要素によって入口側空間と出口側空間とに仕切られている血液処理フィルターにおいて、少なくともシート状フィルター要素を入口側可撓性容器と出口側可撓性容器とで挟んだ状態で、その周縁部近傍が全周に渡って可撓性容器と一体化するように溶着されており、出口側の可撓性容器はエンボス様の凹凸を有する可撓性シートから形成されており、該凹凸の高さが0.5mm以上2.0mm以下であることを特徴とする血液処理フィルター。
【請求項2】
出口側容器の表面積増加率が1.2以上である、請求項1に記載の血液処理フィルター。
【請求項3】
エンボス様の凹凸の間隔が1.0〜20mmである、請求項1または2に記載の血液処理フィルター。
【請求項4】
エンボス様の凹凸が出口側容器の濾過部にのみ配置される、請求項1乃至3の何れかに記載の血液処理フィルター。
【請求項5】
エンボス様の凹凸の形状が円錐台または角錘台または半球である、請求項1乃至4の何れかに記載の血液処理フィルター。
【請求項6】
可撓性容器のエンボス様の凹凸が、シートの凹凸を持つロールによるロール加工、もしくは凹凸を持つ金型によるシート成型によって形成されたものである、請求項1乃至5の何れかに記載の血液処理フィルター。
【請求項7】
血液を、落差により請求項1乃至6の何れかに記載の血液処理フィルターで濾過することを特徴とする血液処理方法。
【請求項1】
可撓性シートに血液入口が取付けられた入口側可撓性容器と、可撓性シートに血液出口が取付けられた出口側可撓性容器と、血液から微小凝集物および白血球、または微小凝集物、白血球および血小板を除去するためのシート状フィルター要素とからなり、可撓性容器内の空間がシート状フィルター要素によって入口側空間と出口側空間とに仕切られている血液処理フィルターにおいて、少なくともシート状フィルター要素を入口側可撓性容器と出口側可撓性容器とで挟んだ状態で、その周縁部近傍が全周に渡って可撓性容器と一体化するように溶着されており、出口側の可撓性容器はエンボス様の凹凸を有する可撓性シートから形成されており、該凹凸の高さが0.5mm以上2.0mm以下であることを特徴とする血液処理フィルター。
【請求項2】
出口側容器の表面積増加率が1.2以上である、請求項1に記載の血液処理フィルター。
【請求項3】
エンボス様の凹凸の間隔が1.0〜20mmである、請求項1または2に記載の血液処理フィルター。
【請求項4】
エンボス様の凹凸が出口側容器の濾過部にのみ配置される、請求項1乃至3の何れかに記載の血液処理フィルター。
【請求項5】
エンボス様の凹凸の形状が円錐台または角錘台または半球である、請求項1乃至4の何れかに記載の血液処理フィルター。
【請求項6】
可撓性容器のエンボス様の凹凸が、シートの凹凸を持つロールによるロール加工、もしくは凹凸を持つ金型によるシート成型によって形成されたものである、請求項1乃至5の何れかに記載の血液処理フィルター。
【請求項7】
血液を、落差により請求項1乃至6の何れかに記載の血液処理フィルターで濾過することを特徴とする血液処理方法。
【図1】

【図4】
【図2】

【図3】
【図5】
【図6】
【図4】
【図2】
【図3】
【図5】
【図6】
【公開番号】特開2008−86353(P2008−86353A)
【公開日】平成20年4月17日(2008.4.17)
【国際特許分類】
【出願番号】特願2006−267198(P2006−267198)
【出願日】平成18年9月29日(2006.9.29)
【出願人】(507365204)旭化成メディカル株式会社 (65)
【Fターム(参考)】
【公開日】平成20年4月17日(2008.4.17)
【国際特許分類】
【出願日】平成18年9月29日(2006.9.29)
【出願人】(507365204)旭化成メディカル株式会社 (65)
【Fターム(参考)】
[ Back to top ]