
ミクロン精密株式会社により出願された特許
1 - 10 / 24
高周波数振動・電解ハイブリッド内面研削盤及びその研削方法
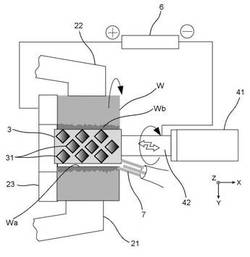
【課題】内面研削加工を高精度・高能率化することができ、かつ生産コストの低減にも寄与することができる内面研削盤及び高周波数振動・電解ハイブリッド内面研削方法を提供する。
【解決手段】導電性を有する工作物Wの加工孔Waの内周面を研削砥石3により研削する内面研削盤において、砥石軸方向に高周波数振動する高周波数振動発生器41を備えた高周波数振動ユニットに接続された研削砥石3と、工作物が陽極、研削砥石が陰極となるように電圧を印加しつつ工作物と研削砥石の間に電解液7を供給して電解加工するための電解電源6とを備え、研削砥石を高周波数振動させながら工作物の加工孔の内周面を研削する高周波数振動援用研削加工と、工作物と研削砥石間に電圧を印加して加工孔の内周面を溶解させながら研削する電解研削加工とを順次又は同時に選択的に行う。
(もっと読む)
センタレス研削方法及び同装置

【課題】センタレス研削技術を改良して、研削砥石車による研削操作の待ち時間を短縮して実研削時間効率を向上させる。
【解決手段】第1の調整砥石車9と第2の調整砥石車10とを同軸に並列する。2個の調整砥石車それぞれに対向離間させてブレード4を配設して、第1の研削エリア11と第2の研削エリア12とを設定する。研削砥石車2は、研削砥石車Zスライド13に搭載されて第1の研削エリア11と第2の研削エリア12との間を往復し、ワーク交換待ちのアイドルタイムがなく、高い実時間効率で研削操作を遂行する。
(もっと読む)
センタレス研削装置及びセンタレス研削における仕上がり寸法の調整方法
【課題】ワークの仕上がり寸法精度を向上させることができる、センタレス研削装置等を提供する。
【解決手段】センタレス研削装置1は、研削砥石7と、調整砥石9と、ワークレスト11と、ワークレストの位置を変更する位置変更機構21とを備える。位置変更機構は、ベース部材23と、その上にスライド可能に載置されたスライド部材25と、スライド部材にスライド力を付与するスライド力付与手段27とを含む。ベース部材は、水平方向に対して傾斜する傾斜支持面29を有し、スライド部材は、ワークレストを支持すると共に、傾斜支持面と平行に延び且つ該傾斜支持面に当接する傾斜底面31を有する。
(もっと読む)
センタレス研削方法
【課題】段取り換え作業を容易にし、自動化を可能とするセンタレス研削方法を提供する。
【解決手段】第1直線101すなわちY軸に沿ってスライド可能なブレードを用意し、第2直線102すなわちX軸に沿ってスライド可能な研削砥石を用意し、第2直線と角度θ2で交差する第3直線103に沿ってスライド可能な調整砥石を用意する。そして、段取り換え作業においては、ブレードは、ワーク径が増加する程、Y軸の負方向へ移動させ、研削砥石は、ワーク径が増加する程、X軸の負方向へ移動させ、調整砥石は、ワーク径が増加する程、Y軸の正方向且つX軸の正方向へ移動させる。それによって、接点角度位置基準線とワークとブレードの接点とワーク中心とを結ぶ線分とがなす角度、及びワーク中心とワークと調整車の接点とを結ぶ線分とのなす角度がそれぞれ常に一定となるようにする。
(もっと読む)
内面研削パターン設定装置、内面研削装置、内面研削パターン設定方法、内面研削方法及びプログラム
【課題】新しい研削砥石がその寿命を終えるまで、テーパ量の測定を行うことなく、しかも砥石径やドレス時からの加工回数等の補正パラメータを加味した上で往復動範囲を調整し、高い精度でテーパ量を制御した加工を行うこと。
【解決手段】ワークWに設けられた加工孔Waの内面を研削砥石Tを用いて研削する内面研削装置10における研削砥石Tの往復動範囲を設定する内面研削パターン設定装置130において、研削砥石Tの往復動範囲を入力し、試験加工を行って研削砥石Tをドレスした後のテーパ量変化を検出し、往復動範囲の補正量、補正の回数、補正を行うドレス後の回数のうち少なくとも1つを補正し、試験加工を行って研削砥石Tの外径が変化した場合のテーパ量変化を検出し、往復動範囲の補正量、補正の回数、補正を行う砥石外径寸法のうち少なくとも1つを補正する制御部100とを備えている。
(もっと読む)
センタレス研削装置
【課題】ストッパの精度管理が容易であるセンタレス研削装置を提供する。
【解決手段】センタレス研削装置1は、複数の研削部3a〜3eと、複数の研削部間に研削部と一体的に設けられたスペーサ部5a〜5dと、複数の研削部及びスペーサ部を連通し、複数のワークを収容可能なワーク収容路7と、ワーク収容路に設けられた少なくとも一つのストッパ9とを備える。
(もっと読む)
傾斜スライドを用いないセンタレス研削機、及びその調整方法
【課題】センタレス研削機を改良して、被加工物の直径寸法の変化に対応する段取り替え調節を迅速容易に行ない得るようにする。
【解決手段】フラット型ベッド14の上に、水平スライド機構15を介して調整砥石台7を搭載し、調整砥石車2を支承する。一方、研削砥石台6はフラット型ベッド上に固定され、研削砥石車3をZ軸方向に支承する。調整砥石車2の中心Rは、研削砥石車3の中心Gよりも寸法hだけ低い位置に配置され、水平方向にスライドされる。被加工物5の直径寸法が大きくなれば調整砥石車2を図の右方へ水平にスライドさせ、被加工物5の直径寸法が小さくなれば調整砥石車2を図の左方へ水平にスライドさせる。この調節操作により、心高を変化させずに各種直径寸法の被加工物に順応することができる。
(もっと読む)
センタレス研削方法、及びセンタレス研削装置
【課題】センタレス研削技術を改良して、複数種類の研削砥石を用いて複数工程で施工するセンタレス研削の段取り替え作業を簡単ならしめ、かつ、研削砥石及び調整砥石のドレッシング機構を小型,簡単,軽量,低コストならしめる。
【解決手段】複数種類の研削砥石(本例では円柱面粗研削砥石2、円柱面精密研削砥石3、及びコーナー部研削砥石4)を研削砥石軸1に対して同心に結合して研削砥石クラスタGWCを形成する。該研削砥石クラスタGWCを支持している研削砥石駆動機構10を、研削砥石Xスライド15及び研削砥石Zスライド17を介してベッド29上に搭載する。調整砥石5を支持している調整砥石駆動機構9も同様に、調整砥石Xスライド11及び調整砥石Zスライド13を介してベッド29上に搭載する。調整砥石ロータリドレッサ19及び研削砥石ロータリドレッサ20はベッド29上の定位置に配設する。
(もっと読む)
内研用砥石のドレッシング方法、及び内研用砥石のドレッシング装置
【課題】内研砥石用のドレッシング技術を改良して、ロータリドレッサのドレッシング力に因る内研砥石軸の撓みを防止し、高精度のドレッシング作業を可能ならしめる。
【解決手段】内研砥石1の外周面に対応する凹面7aを有する軸受ブロック7を設け、該凹面に沿わせて静圧軸受8を構成する。上記の静圧軸受に供給する圧力油9は、当該ドレッシング装置の研削液循環系統から分岐させた研削液を兼用することが望ましい。該静圧軸受8の内部圧力を圧力センサ11で検出して自動制御装置12に入力させる。該自動制御装置は圧力制御弁9a及びスライド駆動モータ6aを制御する。
(もっと読む)
運転操作における危険防止装置
【課題】飲酒運転による交通事故を防止するため、運転しようとする者が酩酊している場合は自動車が走行できないようにする。
【解決手段】(C)図に示すように、電子キー2にアルコールセンサ2aを設けるとともに、マイクロコンピュータ2b、及びボタン電池2dを内蔵してある。上記アルコールセンサ2aがアルコールを検知すると、マイクロコンピュータ2bはイグニション作動阻止信号を出力する。出力されたイグニション作動阻止信号は電極2cを経てイグニション回路((A)図参照)に送られる。これによってエンジンは始動できなくなる。
(もっと読む)
1 - 10 / 24
[ Back to top ]