
ライオンエンジニアリング株式会社により出願された特許
1 - 9 / 9
外観検査装置、表面検査装置、及び外観検査方法
【課題】円盤形状の被検査物品の欠損を高精度に検出する。
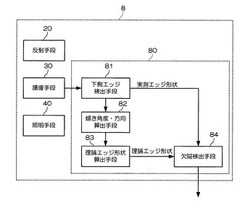
【解決手段】撮像手段30は、円盤形状の被検査物品の上面、及び反射手段20を通して得られる6方向の側面を撮像する。下側エッジ検出手段81は、撮像手段30により撮像された、被検査物品の映像から、輝度差に基づいて被検査物品の下側エッジを検出し、実測エッジ形状として出力する。傾き角度・方向算出手段82は、実測エッジ形状から、被検査物品の姿勢を算出する。理論エッジ形状算出手段83は、被検査物品の姿勢、被検査物品の半径、被検査物品の側面を見る角度から、各方向に投影されるべき理論エッジ形状を算出する。欠損検出手段84は、理論エッジ形状と実測エッジ形状とを比較することにより、その差分から円盤状の被検査物品の欠損を検出する。
(もっと読む)
分包シート検査システム及び検査方法

【課題】内容物の位置ズレを高精度に検出できる分包シート検査システム及び検査方法を提供する。
【解決手段】分包シートの外面に照射光を照射可能な光源と、前記光源から照射された照射光が分包シートの外面で反射された反射光を受けて映像信号を発生させる撮像手段4と、撮像手段4から出力される前記映像信号にエッジ強調処理を行なうことでシール部を強調するとともに、強調されたシール部において、分包シートの外端からポケット部とシール部との境界までの距離をシール長を計測するシール長計測装置6と、分包シートに照射するX線を照射可能なX線源7と、このX線照射に伴うX線透過量を検出するX線検出器8と、シール長の情報を入力してポケット部の位置と適合する検査領域を設定し、X線検出器8で検出されたX線透過量に基づいて、検査領域における内容物を検査する判定手段9とを備えたことを特徴とする。
(もっと読む)
物品の外観検査装置および表面検査装置
【課題】被検査物品の上面と側面とを同時に撮像でき、被検査物品と撮像手段との距離を長くすることなく、被検査物品の上面を照射する光の強度が十分に得られ、被検査物品の上面を高精度で検査できる物品の外観検査装置を提供する。
【解決手段】被検査物品Sの側面S2からの反射光を反射させる反射手段と、照明手段と、反射手段20から出射された光および被検査物品Sの上面S1からの反射光を撮像する撮像手段と、撮像手段からの映像信号を処理する処理手段とを備え、反射手段が、被検査物品Sの上面S1側から見たときに被検査物品Sを取り囲むように配置された複数の反射体22を備えたものであり、照明手段が、隣り合う反射体の間から被検査物品の少なくとも上面を照射する上面照明手段を備えている外観検査装置とする。
(もっと読む)
小物品の外観検査方法および外観検査装置
【課題】本発明は、第1検査ドラムと第2検査ドラムを利用して小物品の表裏面の外観検査ができるとともに、各検査ドラムにおける検査精度確認の作業を自動的に行うことができる小物品の外観検査装置を提供することを目的とする。
【解決手段】本発明は、第1検査ドラムと第2検査ドラムと各検査ドラム用の撮像装置を備え、第1検査ドラムに保持した小物品を第2検査ドラムに受け渡すことなく第1検査ドラムを回転させながら繰り返し小物品の一面の画像を取り込む運転動作と、第2検査ドラムに保持した小物品を排出することなく第2検査ドラムに保持したまま回転させながら小物品の他の面の画像を取り込む運転動作とを切り替え自在にしたことを特徴とする。
(もっと読む)
小物物品外観検査装置
【課題】 錠剤やカプセルなどの被検物の正面および側面をラインセンサーを用いて同時に1つの撮像装置で検査できるようにする。
【解決手段】 被検物Jの右斜め後側面および左斜め前側面の像は、それぞれ左右の第1反射体3,4により反射されて被検物Jの上方向に位置するラインセンサー2上に結像させ、被検物Jの右斜め前側面および左斜め後側面の像は、それぞれ左右の第1反射体3,4および第2反射体5,6により反射されて被検物Jの上方向に位置するラインセンサー2上に結像させ、被検物Jの正面の像は直接ラインセンサー2上に結像させて撮像することができる。これにより被検物Jの正面および側面の5つの面の外観を同時に撮像することができる。
(もっと読む)
PTP包装品の外観検査装置
【課題】従来検出困難であったポケット側壁や被検査物の外周面に付着したゴミなどの欠陥を確実に検出できるPTP包装品の外観検査装置を提供する。
【解決手段】ポケット部82に錠剤(被検査物)83を収容した後、ポケット部の開口面をカバーフィルム84でシールする前の状態で包装用シート81を搬送する搬送手段と、搬送経路中に設定された検査ポイントに位置して包装用シート81の下方側に配置され、包装用シートを赤色領域の光で照明する赤色光照明手段1と、包装用シートの上方側に配置され、包装用シートを青色領域の光で照明する青色光照明手段2と、包装用シートの上方側に配置され、赤色光照明手段1と青色光照明手段2によって同時に照明された包装用シート81を撮像する緑色領域に分光感度特性を有する撮像手段3と、該撮像手段から出力される緑色成分の画像データを用いてPTP包装品の外観異常を検出する画像処理装置4とで構成した。
(もっと読む)
外観検査方法とその装置
【課題】被検査物の6面画像を同時に撮像することができ、これら6面の撮像画像を用いて被検査物の全周面について1回の撮像で極めて正確で完全な外観検査を行なうことができる外観検査方法と、これを利用した外観検査装置を提供する。
【解決手段】錠剤(被検査物)Sの外周側面を囲むように配置された4枚の側面ミラー16a〜16dと、錠剤の背面側に配置された断面「く」の字状をした1枚の背面ミラー16eとからなる反射手段16を、垂直落下経路中の撮像ポイントPに配置し、落下してくる被検査物がこの撮像ポイントに位置したとき、4枚の側面ミラー16a〜16dから反射されてくる被検査物の4つの側面画像と、背面ミラー16eから反射されてくる背面画像と、直接視認される正面画像の計6面の画像をエリアセンサからなるCCDカメラ(撮像手段)17で同時に撮像し、該6面の撮像画像の画像データを用いて被検査物の外観の良否の判定を行なう。
(もっと読む)
粉粒体検査装置
【課題】 異物吸引動作時に他の吸引ノズルから圧縮空気が逆流して正常な部分の粉粒体を吹き飛ばすようなことがなく、しかも小さな吸引力で確実に異物を吸引することができる吸引効率に優れた粉粒体検査装置を提供すること。
【解決手段】 ベルトコンベア4に載せて送られてくる粉粒体p中の異物mを吸引するための吸込穴703を備えたノズル部701と、ジェットノズル706から圧縮空気を噴出することにより前記吸込穴703から異物を吸引するための負圧を発生するエジェクタ部702とからなるエジェクタ式異物吸引機構71〜76を用い、該吸引機構をベルトコンベア4の回転方向終端に位置してベルトコンベアの幅方向に複数個並設するとともに、これら複数個の吸引機構の圧縮空気排出口708側に位置して異物回収部8を設置し、各吸引機構の圧縮空気排出口の端面には異物回収部内からの空気の逆流を阻止するリード弁709を設けた。
(もっと読む)
印字検査方法及びその装置
【課題】 印刷文字の線幅の変化への柔軟な対応と検出精度の両方を同時に満足させることができる印字検査方法とその装置を提供すること。
【解決手段】 基準文字に基づいて線幅を段階的に変えた内側パターンと外側パターンのペアを複数組作成し、予め設定した良品文字範囲内の内側パターンと外側パターンについて検査対象とする印刷文字とそれぞれ重ね合わせて画像比較し、各内側パターンと外側パターンのペアに対する検査対象とする印刷文字の欠け量とはみ出し量を検出し、該検出された欠け量とはみ出し量から検査対象とする印刷文字の良否を判定するようにした。また、内側パターン群と外側パターン群を相対的に所定の線幅分だけスライドし、異なる線幅の内側パターンと外側パターンをペアとして対応させるようにした。
(もっと読む)
1 - 9 / 9
[ Back to top ]