
株式会社タイムスエンジニアリングにより出願された特許
1 - 7 / 7
長尺鋼材に対する防錆加工方法
【課題】ピンホールのない防錆被覆がなされ、鋼線、鋼棒及び鋼撚線の熱処理と同時に防錆加工ができ、鋼撚線にあっては単素線間の空隙、即ち鋼撚線内の内部空隙の充填が容易かつ確実におこなうことができる防錆被覆鋼撚線の製造方法の提供。
【解決手段】鋼線、鋼棒等の長尺鋼材にブルーイング処理及び/又はヒートストレッチング処理等の熱処理を施した後、その熱処理によって加熱状態にある該長尺鋼材にエチレン酢酸ビニル共重合体(EVA)、エチレン酢酸ビニル共重合体ケン化物(EVOH)、エチレン−メタクリル酸共重合体(EMAA)、アイオノマー樹脂、エチレンエチルアクリルレート等の極性基を有する熱可塑性の樹脂又はフッソ樹脂からなる粉末合成樹脂塗装原料を接触させることにより、塗装原料を長尺鋼材の前記熱処理の際の熱によって溶融させて外周面に被着させ、然る後冷却することにより前記長尺鋼材に溶融被着したに塗装原料を固化させる。
(もっと読む)
異形鋼棒の防錆加工方法

【課題】
異形鋼棒に付着強度を損なうことなく防錆被覆を施すことができる異形鋼棒の防錆加工方法の提供。
【解決手段】
異形鋼棒1の外周表面を被覆処理する異形鋼棒の防錆加工方法において、異形鋼棒1を被覆用合成樹脂成形機に通し、異形鋼棒の外周表面に熱可塑性樹脂による被覆を施した後、被覆された異形鋼棒1を送り出しつつ、被覆された異形鋼棒の外周側に配置された整形部材12により被覆異形鋼棒の外形を整形する。
(もっと読む)
防錆被覆PC鋼材及びその端部定着方法
【課題】
ネジ部を好適に防錆することができる防錆被覆PC鋼材及び防錆被服PC鋼材の端部定着方法の提供。
【解決手段】
両端部にネジ部2,2を有するPC鋼材3のネジ部2以外の部分に合成樹脂をもって防錆被覆4を施してなる防錆被覆PC鋼材1において、PC鋼材3に沿って移動可能な状態でネジ部2の外周を覆う筒状の防錆用外筒5と、筒の一端側を外側にめくり返して他端側外周に重ね合わせた状態でネジ部2と防錆用外筒5内面との間に配置され、一方の端部が防錆用外筒5の開口縁部に固定され、他方の端部が防錆被覆4の端部外周面に固定された軟性を有する連結材6と、ネジ部2と防錆用外筒5の間の空隙内に充填されるグリース状の防錆材7とを備える。
(もっと読む)
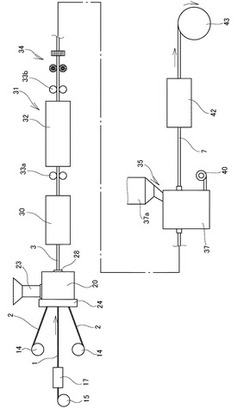
防錆被覆鋼撚線の製造方法
【課題】
低リラクセーションの防錆被覆鋼撚線を安価に得られる防錆被覆鋼撚線の製造方法の提供。
【解決手段】
複数の鋼素線1,1…を撚り合わせた鋼撚線Aを合成樹脂押出成形機4,5に通して防錆被覆処理を施し、各鋼素線間に形成された空隙内に熱可塑性の合成樹脂材を充填するとともに合成樹脂材が充填された鋼撚線Aの外周を熱可塑性の合成樹脂材で被覆する防錆被覆鋼撚線の製造方法において、各鋼素線1,1…を撚り合わせて鋼撚線Aを形成した後、鋼撚線Aにブルーイング処理を施し、ブルーイング処理により加熱された鋼撚線Aを合成樹脂押出成形機4,5に通し、鋼撚線Aに防錆被覆処理を施す。
(もっと読む)
カーボン繊維ストランド及びその製造方法
【課題】軽量で十分な強度及び伸びを有し、プレストレスト構造物用ケーブル等の緊張材に適したカーボン繊維線材、カーボン繊維ストランド及びその製造方法の提供。
【解決手段】カーボン繊維線材2は、多数のカーボン繊維5,5…を各カーボン繊維間に空隙6を生じるように撚り合わせ、カーボン繊維間内部空隙6を合成樹脂材7により埋めるとともに合成樹脂材7で各カーボン繊維5,5…を結合させる。
また、カーボン繊維ストランド1は、複数のカーボン繊維線材2,2…を各カーボン繊維線材間に空隙3が生じるように撚り合わせ、各カーボン繊維線材間内部空隙3を合成樹脂材4により埋めるとともに、合成樹脂材でカーボン繊維線材2,2…を結合させる。
(もっと読む)
鋼製引張材定着装置
高曲靭性PC杭用籠の組立て方法
1 - 7 / 7
[ Back to top ]