
住金大径鋼管株式会社により出願された特許
11 - 12 / 12
溶接鋼管の製造方法
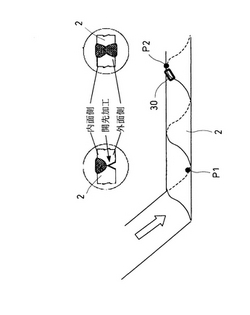
【課題】大掛かりな設備改造を行なうことなくスパイラル鋼管の製造に簡単に適用でき、その能率を大幅に向上させることができる溶接鋼管の製造方法を提供する。
【解決手段】本発明の溶接鋼管の製造方法では、スパイラル状に曲げられた熱延鋼帯の幅方向突合せ部を、まず、内面溶接機により内面溶接位置P1において内面側でサブマージアーク(SAW)溶接を実施した後、鋼管を溶接線に沿って約1周半した下流側に位置する高周波加熱コイル30に通電して外面溶接前の鋼帯突合せ部の予熱を行ない、しかる後、外面溶接機により外面溶接位置P2で外面側のSAW溶接を実施する。この場合、SAW溶接前の鋼板の幅方向端面突合せ部の表面温度は400℃以上にすることが好ましい。
(もっと読む)
鋼板の板継溶接方法

【課題】 スパイラル鋼管の製造等において用いられるコイル継ぎ溶接などのように、鋼板どうしを突合せ、鋼板の突合せ部を一方の面側からのみサブマージアーク溶接して板継ぎを行う板継溶接方法において、鋼板の裏面側まで溶接ビード(裏波ビード)の生成を可能とし、鋼管成形などの後に裏面側の手直し溶接(補修溶接)が不要となる鋼板の板継溶接方法を提供する。
【解決手段】 鋼板1,1どうしを突合せ、鋼板1,1の突合せ部2における溶接トーチ3と反対側の裏面に裏当て金4を当接させた状態で、溶接トーチ3の進行方向前方に高周波誘導加熱用のコイル5を配置し、突合せ部2が所定の温度になるように予め加熱しつつ、サブマージアーク溶接を行い、板継ぎする。
(もっと読む)
11 - 12 / 12
[ Back to top ]