
株式会社春近精密により出願された特許
1 - 10 / 19
レンズ研磨方法およびレンズ研磨装置
【課題】揺動回転型のレンズ研磨装置を用いて10ミクロン以下の精度でレンズ研磨を行うことのできるレンズ研磨方法を提案すること。
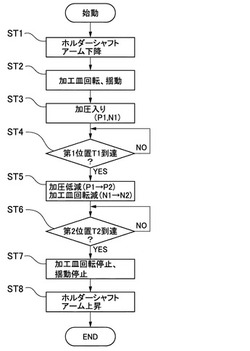
【解決手段】レンズ研磨装置1は、ホルダーシャフト13が第1位置T1に至るまで、第1押圧力P1、第1回転速度N1の研磨条件で被加工レンズ15の研磨を行う(ST2,3,4)。ホルダーシャフト13が第1位置T1から第2位置T2に至るまで、第2押圧力P2(<P1)、第2回転速度N2(<N1)の研磨条件で被加工レンズ15の研磨を行う(ST5,6,7)。第1位置T1は、第1押圧力P1の下で被加工レンズ15のレンズ中心肉厚が目標レンズ中心肉厚よりも予め定めた量だけ厚い肉厚となるまで研磨が行われた時点のホルダーシャフト13の移動位置であり、第2位置T2は、第2押圧力P2の下でレンズ中心肉厚が目標レンズ中心肉厚となるまで研磨が行われた時点のホルダーシャフト13の移動位置である。
(もっと読む)
芯取機のワーク芯出し方法

【課題】光学レンズだけでなく、レチクルの付いたガラス板の芯出し動作を行うことのできる芯取機の芯出し方法を提案すること。
【解決手段】芯取機1では、ホルダー4に載せたガラス板3の表面画像をカメラで撮影し、得られた撮影画像からガラス板3のレチクルパターン30の中心位置Pの画像認識位置P1を算出し、ホルダー4を既知の回転角αだけ回転させ、再びレチクルパターンを撮影し、得られた撮影画像から中心位置Pの画像認識位置P2を算出する。回転角αと画像認識位置P1、P2を用いて、ホルダー4の回転中心位置Oと、これに対するワークの中心位置Pの偏心方向δと偏心量εを算出する。次に、ホルダー4を回転させて、偏心方向を砥石9の方向に一致させ、砥石9によりガラス板3を移動させながらレチクルパターンを撮影して偏心量が規格値以下になるように芯出しを行う。
(もっと読む)
ダイヤモンド皿型砥石および球面レンズの研削方法
【課題】短時間で所定量の研削加工を行うことができ、次の研削工程における取代が少なくて済むように所定の表面粗さで研削可能なダイヤモンド皿型砥石を提案すること。
【解決手段】球面レンズ加工用のダイヤモンド皿型砥石60は、加工対象のレンズ球面とは相補的な球状表面61を備えた工具皿本体62と、球状表面61に積層されている一定厚さの砥材層63とを有している。砥材層63の表面63aから突出しているダイヤモンド砥粒65には共擦り修正加工が施されて、ダイヤモンド砥粒65の最大突出量H1と最小突出量H2の差ΔHが所定値以下となっている。これにより、ダイヤモンド皿型砥石60の切削速度を低下させることなく、当該ダイヤモンド皿型砥石60による研削面の切削傷を小さくして切削面の面精度を高めることができる。
(もっと読む)
レンズ研磨装置
【課題】大曲率のレンズ加工皿を用いたレンズ研磨動作の傾きに起因するレンズ加工皿のバタツキを抑制して高精度のレンズ研磨が可能なレンズ研磨装置を提案すること。
【解決手段】レンズ研磨装置1のスピンドル軸2には、中継ぎ下型4、中継ぎ上型5、皿ホルダー6を介して、レンズ加工皿3が同軸状態に取り付けられている。中継ぎ下型4と中継ぎ上型5の突合せ面(4c、5c)をスライドさせて振れを調整でき、中継ぎ上型5の円筒部5aに対する皿ホルダー6の円柱状シャンク6aの差込量により高さを調整できる。円筒部5aには円柱状シャンク6aが遊びのある状態で差し込まれ、円周方向に離れた3箇所で3本の第2固定ねじ8により、これらが固定される。3本の第2固定ねじ8の締め付け量により、円筒部5aに対する円柱状シャンク6aの傾き、即ちレンズ加工皿3の傾きを調整できる。
(もっと読む)
レンズの粗研削方法およびレンズ粗研削機
【課題】回転、揺動するレンズ加工皿に被加工レンズを押圧して被加工レンズの粗研削を行うレンズ粗研削方法におけるスパークイン時のピリカケの発生を防止すること。
【解決手段】レンズホルダー7に被加工レンズ9を真空吸着し(ST1)、被加工レンズ9をレンズ加工皿8に押圧し(ST3)、レンズ加工皿8を回転させて、レンズホルダー7を連れ回りさせながら、レンズホルダー7に真空吸着されている被加工レンズ9に初期粗研削を施し(ST4)、レンズ加工皿8を回転および揺動させながら被加工レンズ9の粗研削を行う(ST6)。初期粗研削時にレンズ加工皿8に回転のみを行わせるので、スパークイン時に被加工レンズ9に大きな振動が加わることがなく、被加工レンズ9はレンズホルダー7によって安定した状態に保持され、ピリカケが発生せず、被加工レンズ9がレンズホルダー7内で芯ズレして片肉が発生することもない。
(もっと読む)
ワーク表面加工装置および多連式ワーク表面加工装置
【課題】装置の小型化を阻害することなく、内蔵の加工具揺動機構の保守点検作業を効率良く行うことのできるレンズ研磨工装置を提案すること。
【解決手段】レンズ研磨装置1は、装置架台2に対して前方に引き出し可能な引き出し式架台3を備えている。引き出し式架台3には、研磨工具51を回転させる工具軸モータ53および研摩工具51を揺動させる加工具揺動機構6を含む引き出し側機構部5が搭載されている。引き出し式架台3を装置架台2から前方に引き出すと、引き出された引き出し式架台3に搭載されている引き出し側機構部5の周囲に作業用スペースを確保できる。よって、引き出し側機構部5の保全作業を効率良く行うことができ、レンズ研磨装置1の内部に作業用のスペースを確保しておく必要がないので、装置を小型化できる。
(もっと読む)
レンズ搬送装置およびレンズ加工システム
【課題】レンズ搬送を高速で行うことのできるレンズ搬送装置を提案すること。
【解決手段】レンズ搬送装置20は、第1位置P1において上方から未加工レンズ2Aを受け取り、当該未加工レンズ2Aを第2位置P2に搬送して上方に位置するレンズホルダー11に引き渡すために用いる供給側レンズ搬送容器25と、第2位置P2において上方に位置するレンズホルダー11から加工済みレンズ2Bを受け取り、当該加工済みレンズ2Bを第3位置P3に搬送して上方に排出するために用いる排出側レンズ搬送容器26とを備えている。これらの容器25、26の退避位置P0(25)、P0(26)は第1〜第3位P1〜P3の間にあり、これらの容器25、26は二軸送り機構24によって一体として直線送りされて各位置に位置決めされる。少ない送り動作回数で、直線状の短い経路を移動させればよいので、レンズ搬送動作を短時間で行うことができる。
(もっと読む)
球面レンズ研磨機の加工皿修正方法、加工皿修正工具および球面レンズ研磨機
【課題】球面レンズ研磨機の加工の中断時間を短縮でき、常に安定した状態で精度良く修正作業を行うことのできる球面レンズ研磨機の加工皿修正方法を提案すること。
【解決手段】球面レンズ研磨機1の加工皿6が偏磨耗した場合には、ホルダー受け3に取り付けられているレンズホルダー4を外し、当該ホルダー受け3に、Oリング24を介して、加工皿修正工具20を取り付ける。レンズ加工時と同様に、加工皿修正工具20を加工皿6に押し付け、加工皿6を中心軸線回りに回転させると共に球心を中心として揺動させ、これらを共擦りして、加工皿6の加工面6aを修正する。Oリング24の弾性変位によって加工皿6と加工皿修正工具20の片当たりを防止でき、修正作業を精度良く行うことができる。修正後に、加工皿修正工具20を外してレンズホルダー4を取り付け、被加工レンズ5を修正後の加工皿6によって加工して修正の良否を確認する。
(もっと読む)
レンズ芯取機
【課題】レンズ軸およびクランプ軸のアライメント調整を簡単かつ短時間に行うことのできるアライメント調整機構を備えたレンズ芯取機を提案すること。
【解決手段】レンズ芯取機1では、レンズ軸ハウジング15にねじ込まれている4本の押しネジ51〜54の締め付け量を調整して、レンズ軸ハウジング15の前後方向の平行調整および角度調整を行うことができ、2本の左側押しネジ61、62および2本の右側押しネジ63、64のねじ込み量を調整することにより、レンズ軸ハウジング15の左右方向の平行調整および左右方向の角度調整を同様に行うことができる。レンズ軸ハウジング15に支持されているレンズ軸16のクランプ軸7に対するアライメント調整を、8本の押しネジを用いて簡単かつ短時間で行うことができる。
(もっと読む)
レンズ搬送加工用のレンズホルダーおよびレンズ搬送加工装置
【課題】レンズ自動研磨装置において、中肉の薄いレンズを加工する時、加工中のレンズ変形を抑えつつ、安定した吸着搬送を可能にするレンズホルダーを提案すること。
【解決手段】真空吸着によって加工対象のレンズ2を保持するレンズホルダー6を備えたレンズ自動研磨装置1において、レンズホルダー6のレンズ受け面5に対してレンズ2の保持側レンズ面2bが弱いなか当り状態となるように、レンズ受け面5の曲面形状を規定して、加工時のレンズ2の変形を防止して精度良く研磨加工を行う。真空吸着による搬送時における弱いなか当り状態による真空吸着不足を補うために、レンズ2の保持側レンズ面2bに接するようにVリング39をレンズホルダー6に取り付けておき、レンズ2を確実に真空吸着できるようにする。
(もっと読む)
1 - 10 / 19
[ Back to top ]