
ヴァフィオス アクチェンゲゼルシャフトにより出願された特許
1 - 10 / 11
ばね巻きによって螺旋ばねを製造するための方法および装置
【課題】比較的長い螺旋ばねの製造時に、大きく異なる品質のワイヤ材料からなる螺旋ばねを、厳密な公差内において高い信頼性で製造することができるようにする。
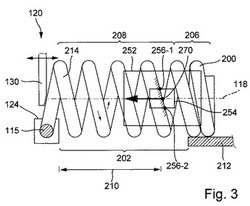
【解決手段】最初に、螺旋ばねの所望の公称形状、およびその製造に適切なNC制御プログラムが規定される。好ましくは機械で定められた基準要素に対する螺旋ばね200の選択された構造要素の実際の位置が、測定領域254において、螺旋ばねの製造の開始後および終了前に生じる少なくとも1つの測定時間に測定され、この測定領域254は、螺旋ばねの長手方向において成形装置120から有限距離210にあり、この場合、距離は、完成した螺旋ばねの全長よりも短い。測定時間における実際の位置と公称位置との差を表す現在の位置の差を決定するために、実際の測定位置が、測定時間にわたる構造要素の公称位置と比較される。成形装置のピッチ工具130が位置の差に基づいて制御される。
(もっと読む)
成形部品を製造するための成形機

【課題】高い製造品質を伴った費用効果的な製造を行うことができるようにする。
【解決手段】ワイヤ、チューブまたは他の細長いワークピース120を成形することによって成形部品を製造するための成形機100は、複数の機械シャフトと、それらを駆動するための複数の電気駆動装置を有する駆動システムと、製造工程特有の動作プログラムに従った製造工程において、機械シャフトの動作運動を調整制御するための制御装置150と、製造工程用の成形機の動作速度を設定するための速度設定装置とを有する。オペレータ情報システムは、オペレータ情報の少なくとも1つの項目を決定して出力するために使用され、これにより、オペレータが、製造に必要なエネルギー消費量を表す少なくとも1つの最適化基準に対して、動作速度を最適化することが可能になる。
(もっと読む)
ばね巻きによって螺旋ばねを製造するための方法および装置
【課題】ばね巻き機用のNC制御プログラムに対する補正を効率的に行うことができるようする。
【解決手段】製造された螺旋ばねの実際の形状を測定して、実際のばねデータを決定するステップと、実際のばねデータと公称ばねデータとを比較して、少なくとも1つのばね形状パラメータのために螺旋ばねの実際の形状と予め決定された公称形状との間の偏差を表す偏差データを決定するステップと、偏差が所定の公差限界外にある場合に、偏差データを解釈して補正データを作成するステップと、次の螺旋ばねを製造するための補正データに基づいて、工具の少なくとも1つの作動運動を変更するステップとを含む。
(もっと読む)
ばね製造機
【課題】コイルばねの製造のみに適するばね巻き機により脚ばねを製造する。
【解決手段】ばね製造機(1)は線材進入部と、線材(10)を供給方向(s)に供給するための線材案内部(5)と、その後段に設けられた供給された線材(10)に対して直交するように上下方向にも機枠に対して垂直方向にも移動可能なスピンドル(16)と、その後段で線材供給方向に対して平行に(t)、線材供給方向に対して直交する2方向に移動可能な成形ツール(15)とを備えた機枠(2)を有する。線材案内路(27)はスピンドル内でスピンドルの機枠と反対に向けられた外側の側壁(31)から離間する。供給された線材はスピンドルを経て成形ツールに移動可能であり、スピンドル内の開口部(46)を介して線材案内路(27)に導入可能である。
(もっと読む)
偏心クランプを伴う回転引曲げ金型
【課題】
左及び右の曲げに好適で、曲げ自由度の制限が少ない外形を有する小型の回転引曲げ金型を提供する。
【解決手段】
長尺状加工対象物3を曲げるための、偏心クランプを伴う回転引曲げ金型1において、回転引曲げ金型は、ねじることが可能な曲げマンドレル7と、クランプ金型12とからなり、クランプ金型12は曲げマンドレルに関連付けられ、曲げマンドレルに対して相対的に移動可能であり、曲げマンドレルと離間した開放位置から曲げマンドレル上のクランプ位置へ又はその逆方向へ移動可能であり、開放位置において、曲げ加工対象物3は曲げマンドレル7及びクランプ金型12の間に挿入され、クランプ金型12は、曲げマンドレル7の回転軸線Aに対して偏心してオフセットされる旋回軸24の周りに自由にねじり可能であり、旋回軸24は曲げマンドレル7に関して回転可能である回転ディスク19上に配置される。
(もっと読む)
曲げ加工機におけるロッド形状及び管状ワークの摺動横方向支持用支持ジョー構造
【課題】右側及び左側の両方の曲げ加工に使用され得る支持ジョー構造を提供する。
【解決手段】被加工物2の長手軸の両側に配置する2個の支持ジョー11,12と、形成溝28とを含み、各支持ジョー11,12は、ホルダ13,14上において、支持ブラケット15,16に固定され、支持ブラケットは、ガイドブロック19,20上を長手方向に移動可能に案内されており、関連する駆動機器23,24によって、被加工物2と平行な加工物搬送方向に引き込まれた初期位置から、加工物搬送方向に伸長させられた端位置まで移動可能であり、支持ジョー11,12は、横方向に摺動可能に、曲げディスク7の形成溝9内への接線方向進入地点から、この進入地点前方の所定距離の地点に至るまでの領域で、加工物を支持し、夫々他方の支持ジョーは、一方の支持ジョーがその伸長端位置に載置された時に引き込み初期位置をとる。
(もっと読む)
リニアガイド
【課題】
リニアガイドを少ない据付け作業にて設置し、機能的に信頼できる方法で、十分な変位長さを得る。
【解決手段】
2個の固定支持されるガイドバー(4)を含むリニアガイド(1)> において、ガイドバー(4)に据付けたガイドブロック(5)は駆動ユニットの作用によりガイドバー(4)に対して長手方向に相対移動する。駆動ユニットは、ガイドバー(4)と平行に延出する歯付きラック(9,10)の歯と噛み合う小歯車(16)を含み、歯付きラック(9,10)は前後端(11)のみが据え付けられる。小歯車(16)に割り当てられる案内要素(12)は、歯付きラックの長手方向に変位可能であるように、ガイドブロック(5)に据え付けられ、案内要素(12)はその歯付きラックに、嵌合するように支持される。
(もっと読む)
線材成形機
【課題】 単純な構成を維持して、機械の低振動操作が達成され線材成形機を提案する。
【解決手段】 各工具(15;17;18)は送り動作を介して、線材(3)から離れた初期位置から、線材(3)における作用位置まで移動される。線材(3)は凹部(14)を通り、機械(1)の作業領域へ送り込まれる。各工具は、工具板(7)と相対的な各工具の送り動作方向において、工具板に固定され、且つ各工具の作用位置への送り動作は、対応する工具板の動作によってのみ行われる。工具板は第2板(8)に嵌合されると共に、第2板と相対的な第1方向(x)に沿って変位可能である。第2板(8)は、機枠(4)と相対的な第2方向(y)に沿って変位可能である。両方向(x,y)夫々は、線材成形機(1)の鉛直垂直軸(H−H)に対して、各々45度の傾きを有すると同時に、互いに直角をなす。
(もっと読む)
曲げ装置にて加工される長尺状ワークピースを把持及び保持する把持装置
【課題】
ワークピースに作用する挟持力を連続的に変化させる。
【解決手段】
回転軸(7)を中心に枢動可能な両把持爪(6)を支持するハウジング(5)は案内体(4)に変位可能に支持される。ロッド(10)は案内体(4)内で変位する。制御要素(13)の制御面は、アセンブリの長手軸(M)と対称的であると共に、ロッド(10)から離れるに従いテーパが大きくなる。制御要素(13)は把持爪(6)を広げ離間させる一方の端位置と、把持爪(6)が開放受け入れ位置をとる反対側の端位置の間で変位可能である。 ハウジング(5)はまた、案内体(4)から離れる方向に付勢される。制御要素(13)は引き込み位置において、ハウジング(5)のストッパと当接し、更なる引き込み方向への移動の間に、ハウジング(5)を付勢力に抗して案内体(4)と接触するまで連行する。
(もっと読む)
曲げ加工機
【課題】マガジンから供給された長尺状ワークを曲げ加工する曲げ加工機を提供する。
【解決手段】2つの曲げ加工ロボット20が、基部支持体の長手方向に平行に移動可能であるように、作業区域内で基部支持体の中央に取り付けられた共通案内路25上に配設され、基部支持体19の前面には、それぞれ基部支持体19の長手方向で見たときに、ほぼ中央にある保持プライヤ23と、保持プライヤ23の両側に、各々、曲げ加工ロボット20と平行に移動可能である1つの補助把持体22とが設けられ、基部支持体19の後面には、ほぼ中央にある保持プライヤ23に対して横方向にずれて配置される排出把持体24が設けられる。
(もっと読む)
1 - 10 / 11
[ Back to top ]