
バキュームモールド工業株式会社により出願された特許
1 - 10 / 13
プランジャ−形叩き出しジグ
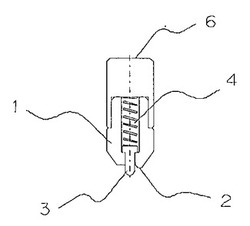
【課題】 合成樹脂成形物に、直径2ミリ程度の極めて小径な打ち抜きをおこなう抜型において、使用の過程で磨耗した刃型を簡易的に修復させる、これまでに存在ない専用工具の提供。
【解決手段】 従来から、磨耗した刃型を再生させる手段としておこなわれている、叩き出しと称呼される修復方法において、ハンマーに介して使用する先行技術の考案品である叩き出しジグを参考に、本件の課題を解決しうる形態に創作する。
(もっと読む)
サイドホールプレス

【課題】 プレスの上下に駆動するテ−ブルの動きを利用して、横方向にパンチを動かし、成形品の側面に抜き落とし穴や、切り込み加工をおこなうことを可能とする、抜き型の開発。
【解決手段】 傾斜面をもたせた二つの部品の内、一方を水平に配置した状態で、もう一方を垂直方向より、互いの傾斜面を接触させて押し進めることで、水平に配置した部品を水平方向へ移動させる原理とした構造部品を、パンチを水平に動かす手段として利用し解決する。
(もっと読む)
多孔質材を使用したオレフィン系樹脂の高品質成形金型
【課題】これまで平面部の平滑度と透明度とを維持した成形品を得る事が困難とされていた、真空成形におけるシ−ト状のオレフィン系樹脂成形において、成形する金型構造を見直し、使用する材料又は加工方法を改善し、従来よりも優れた平滑度と透明度とを維持した成形品の製造ができる金型を提供する。
【解決手段】キャビティ−の平面に成形する部分を通気性の良い多孔質材料に置き換えて作製する事により、飛躍的に改善された成形品の製造をする事のできる金型の作製を可能とした。
(もっと読む)
イージーストリッパー
【課題】熱可塑性プラスチックの真空成形に連動した、連続パンチング用抜き型の構成部品のうち、ストリッパーの、型への着脱を簡易化させる事を可能とした連結部品の発明をする事で、着脱に要する作業時間の短縮、作業の難易性を解消、作動精度の向上を課題とする。
【解決手段】ストリッパー1を直接型へ取り付ける従来の作業方法を見直し、型側に設けた受け金具に、機械操作による型締めを利用した、自動的な取り付けを可能とする連結金具をストリッパーに装備する事で、従来の難易な取り付け作業は解消し、又任意の作業場で精度良く連結金具をストリッパーに装備する事が出来る事により、型へ取り付けた後の作動制度が向上される。更に、ストリッパーを型から取り外す作業も自動的に行なう事のできる、離型用の専用金具を使用する事で、全体的な作業時間は大幅に削減する事が可能となる。
(もっと読む)
成形物の湾曲面を抜く刃型を有した抜き型の製造方法
【課題】成形物の湾曲面において、十字抜きの各辺の長さを十字抜きの中心から、同心円上に同比率で、均等に切り込むことが可能な高精度の抜き型の開発。
【解決手段】成形物に忠実な形状に加工される部品と、雄雌刃5,7とを同時に加工することで、成形物の形状に忠実な刃型を作製し、これを互い違いの刃物として利用する。
(もっと読む)
冷却水路内の水流を妨害変速させる物体を有する熱成形用型
【課題】 熱成形型の冷却が部分的に冷却不十分の箇所があり、その改善。
【解決手段】 熱成形の冷却水路に、水流の妨害物をもうけたこと。
(もっと読む)
フッ素樹脂分散液による型面加工方法
【課題】 熱成形型の冷却、離型率の向上。
【解決手段】熱成形型のフッ素樹脂分散液を塗布し、表面にフッ素樹脂皮膜を形成し、さらに加熱して過熱状態とし、フッ素樹脂皮膜に空隙を生じさせる。
(もっと読む)
離型を容易にする熱成形用型
【課題】 熱成形型の離型困難な箇所の離型改善。
【解決手段】 離型困難な箇所を分割し、ノックアウト板を引き下げることにより、離型を容易にしたこと。
(もっと読む)
熱成形の不要部分の冷却能率を向上させた機構をもつ型
【課題】 軽量容器などの熱成形の生産効率の向上
【解決手段】熱成形用プラグ型に不要部分冷却部を設け、成形シートの不要部分を強制的に冷却して、生産回数を増加したこと。
(もっと読む)
抜刃保護装置
【課題】熱成形された立体部分を有するシートから製品を打ち抜く抜刃の切断能力を保持、延長する。
【解決手段】抜刃1を打ち抜く対象物の形状に従い作成し、その抜刃を保持する保持台2に設置し、その周辺に防護壁3を設ける。この防護壁と抜刃との間隔は、打ち抜く対象物により変動するが、通常2mm乃至5mm程度とする。この防護壁により、抜刃と打ち抜かれる対象物との接触する部分の圧力が分散され、抜刃の負荷が軽減され、抜き刃の耐用期間を延長する。
(もっと読む)
1 - 10 / 13
[ Back to top ]