
ベントレー モーターズ リミテッドにより出願された特許
1 - 9 / 9
保持装置
本発明による保持装置10は、少なくとも1つの長い溝部材12と、少なくとも1つのクリップ部材14とから構成されている。溝部材は、内部に溝22が形成されており、溝への入り口を提供する長いスロット24を有している。クリップ部材のそれぞれは、溝内に配置されるようになっている係合部28(図3)と、長いスロットを通るネック部によって係合部に接続された外部取付部30(図3)とを有している。係合部は、ある角度方位で、溝部材に挿入可能、または、溝部材から取り外し可能に長いスロットを通過できて、溝部材に挿入して他の角度方位に動かされると、溝部材から取り外されることを妨げるように長いスロットを通過できなくなる形状に形成されている。溝部材12に挿入されると、溝部材と接触するクリップ部材14の少なくとも一部は、溝部材と接触することによって、クリップ部材の溝部材に沿った長手方向への動きを妨げるようになっている摩擦材料34を備えている。保持装置10は、特に、車両の荷物室内用の荷物保持用システムとして使用するようになっている。 (もっと読む)
複合生地

複合生地は、繊維生地(3)と接合された動物の皮から実質的に構成されたシート生地(1)から形成される。シート生地は皮革とすることができ、繊維生地は織られ、被覆された繊維とすることができる。2つの生地は、フィルムまたはウェブ(2)として提供することができるホットメルト接着剤で互いに接合することができる。シート生地を繊維生地と接合することにより、日光及び熱に曝した場合の生地の寸法的安定性が改善し、自動車のような車両の日よけの製造の使用に適したものとすることができる。 (もっと読む)
セレクタ
セレクタ1は、複数の選択肢の中から選択するために復帰位置から変位され、それから復帰位置に戻る。セレクタは、セレクタの復帰位置に隣接する位置で、現在の選択結果を示す表示をディスプレイ表示するディスプレイを備えている。セレクタは、自動車用の自動変速機セレクタでもよい。ディスプレイは、複数のまたは全ての選択肢の表示をいっしょにディスプレイ表示するように動作可能であり、選択が行われると、選択結果の表示が復帰位置に隣接されてディスプレイ表示されるように、表示の位置が、セレクタの復帰位置に従って移動する。 (もっと読む)
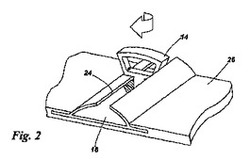
車両用シート
車両の衝突に対応する予め定められた条件に遭遇した場合に、シートの一部を、シートの他の部分及び/または前記シートが取り付けられた車両に対して、積極的に変位させるように配置された手段(24)を備えていることを特徴とする車両用シートを提供する。シートは、車両の1以上の衝突検知センサによって検知された状態に基づいて、電子制御ユニットによって起動するアクチュエータによって変位する。 (もっと読む)
ステッチが形成された穴あきシート材料の改善またはその関連
穴あき領域4と非穴あき領域5とを有するシート材料3を準備する工程を有するステッチが形成された穴あきシート材料の製造方法である。シート材料は、非穴あき領域内であるが穴あき領域に隣接してシート材料にステッチが形成される。このようにすると、穴あき材料を貫通してステッチを形成することに伴う問題を回避しながら、全体的に穴の開いた外観が与えられる。 (もっと読む)
シートテンショナ
車両用シート(1,2)のためのシートテンショナ(14)は、拘束部材(15)及び拘束部材にテンションを与える手段(16)を含む。拘束部材(15)は、車両用シートと車両との間に接続されており、テンションを与える手段は、車両に向かって車両用シートを付勢するために拘束部材にテンションを与えるように動作可能である。拘束部材(15)は、ケーブルであってもよく、テンションを与える手段は、ガスで作動するピストン及びシリンダ装置であってもよい。シートから拘束部材を切り離す手段は、テンショナが作動した後に、シートを動かせるように備えられている。 (もっと読む)
セラミックツールの改善及びセラミックツールに関する改善
セラミックツール及びセラミックツールを形成する方法において、物質がセラミックベースにしみ込んでいる。物質としては、金属化合物が良く、好ましくは酸化クロムが良い。物質の化学的配合は、析出率を最適化し且つ所望の表面性能を達成するために変更することができる。しみ込み深さは、好ましくは、0.1mmから1mmであり、特に好ましくは0.25mmが良い。セラミックツールのモールド表面には蒸気ブラスト又はオートブラストが施される。その結果、セラミックツールは寿命が延び、離型剤が不要になる。  (もっと読む)
(もっと読む)
繊維を裁断及び/または剪断する装置
複数の細長い長さの繊維をより短い長さに裁断/剪断する装置は、隣接している二つのローラ7及び8と二つのローラに細長い長さの繊維を供給する手段を備える。ローラ7及び8は、ハウジング1に配置されており、その間にはさみ部を形成する。一つのローラ7は加圧ローラであり、他方のローラはブレードハウジングローラである。複数のブレードは、繊維をより短い長さに裁断するためにブレードハウジングローラ8のハウジングにある複数のスロットを通して前に出て、より短い長さに裁断された繊維は、吐出スロットに向かって放出される。ハウジング1の壁にある孔20及び21を通るエアジェットは、短くされた繊維をハウジングからガイドする。 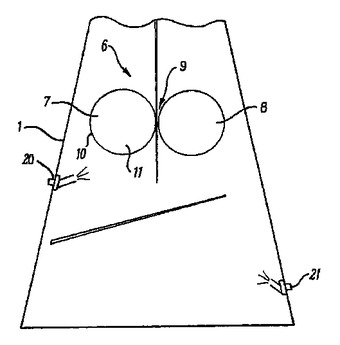 (もっと読む)
(もっと読む)
モールド製品及びその製造方法
モールド製品を製造する方法において、炭素繊維のような繊維は、ロボット吐出ヘッドに供給され、複数の繊維はより短い長さに裁断され、所望の配向で且つ所望の厚さ及び強さを達成するために所望される数の層となるように、モールドツールに吐出される。それから樹脂が、配向された繊維に塗布され、モールド製品を形成するために硬化される。繊維の配向または繊維の実質的な配向は、モールドツールが真空状態にされることにより、静電手段により、モールドツールへのアプリケーションの前に樹脂に繊維がコーティングされ、モールドツールの表面を加熱することにより、または短くされた長さの繊維に対してエポキシのミスト層が塗布されることにより、維持される。繊維の長さ及び堆積率は、必要に応じて変更される。その方法は処理時間及び部品コストを削減する完全自動製造を容易にする。本発明は対応するモールド製品も含む。 (もっと読む)
1 - 9 / 9
[ Back to top ]