
シデル パルティシパションにより出願された特許
1 - 10 / 46
熱可塑性樹脂でつくられた容器

【課題】ブロー成形またはストレッチブロー成形の通常の条件で正確に容易に成形できる最少の熱可塑性樹脂しか必要とせず、炭酸ガスの入っていない液体用の従来の容器の底部と同じ大きさの高さを有する、熱可塑性樹脂で作られた容器を提供する。
【解決手段】容器1は、凹面が外側を向き、内側に突出し中央のくぼみ4のまわりに放射状に広がっている補強凹部3を備えた鐘形の凸状の基部2を有し、凹部3が、小さい方の寸法が基部の中心に向かって位置している台形形状を有し、凹部3が、凹面が内部の方を向き、中央のくぼみ4の上端7の直ぐ近傍において中央のくぼみ4に接続されることによって座面10から中央のくぼみ4へ延びる、凸状の台形の部分を形成する弓状部分6をそれぞれが含む。
(もっと読む)
成形ユニット取り付けシステム、および該システムを備える成形ユニット

【課題】成形空洞(型穴)を有する半殻と呼ばれる成形部の交換によりボトルの外観および/または形状に変化に対応しやすいシステムを提供することである。
【解決手段】少なくとも1つの交換可能な成形部11を、相補的な形状の支持部12に設けられる台に取り付ける成形ユニット取り付け方法であり、交換可能な成形部11の辺のうちで成形部の軸に平行な辺の1つに、停止部として機能する少なくとも1つの固定装置2を備え、他方の辺において、作動ロック位置と非作動ロック位置との間を移動する可動式ロック装置3を備える。可動式ロック装置3は、自動的にそれ自身を非作動ロック位置から作動ロック位置へ自動的に戻すための弾性戻り手段を備え、また、操作者の手動によって非作動位置への切換も可能であり、成形部11を有する半殻の交換固定を容易にした構造である。
(もっと読む)
制御されたノズルを備える金型キャリヤユニット
【課題】移転クランプとノズルの釣り鐘部とが衝突するリスクを回避する吹き込みノズルの制御方法を提供する。
【解決手段】金型2内に配置された予備成形物3を延伸ブロー成形するための金型キャリヤユニットは、一方はスライド13に支えられた延伸ロッド10を有しており、他方は固定された胴部16を備える吹き込みノズル15を有している。延伸ロッドは金型の底部との間を移動可能であり、吹き込みノズルは、釣り鐘部20によって引き延ばされる。釣り鐘部の自由縁25が延伸ロッドの自由端11とほぼ同じ高さで保持される非動作位置から、釣り鐘部が金型の注入口の表面4に付着し、吹き込み流体の閉流路を形成する動作位置まで、移動が可能で、停止具23は、スライド上に形成された支持部24と協働して、釣り鐘部の動作位置から非動作位置まで、延伸ロッドと同じ運動の法則で移動できる。
(もっと読む)
容器
【課題】実用上の要求事項をよりよく満足し、一方で、充填及び密封の後に大気圧より低い内圧に実質的に変形せずに耐えることができ、この効果が、上述の公知の形状より簡素な形状を用いて実現できる。
【解決手段】容器1は、実質的に円筒形の下側部分と、実質的に円筒形の上側部分と、全体的な断面形状がほぼ三角形かつ曲線状であって、下側部分及び上側部分のそれぞれの輪郭につなげられ、3つの縁部7a,7b,7cによって互いに接続された3つの主面6a,6b,6cを有する中間部分5と、を有する本体2を備える。縁部は各々、連続的な曲線によって丸められ、曲線の接線方向に主面と接続されており、縁部の各曲率半径ra,rb,rcは、本体の下側部分の断面の最大寸法の約5%から35%の間にあり、主面の各曲率半径Ra,Rb,Rcは、本体の下側部分の断面の最大寸法より大きい
(もっと読む)
多経路コンベア装置
コンベア装置によって、複数の列で送られ、オメガ形状の1列レーン(11)の形状で様々な経路に渡って分配されるボトル(1)タイプのアイテムの速度を制御することができる。レーンは、1対の壁(16、17)によって画定されている。この壁は、複数の並列コンベア(13、14、15)からなる底板を越えるオメガ形に配置されている。各レーン(11)は、基準として機能する固定壁(16)と、運搬すべきアイテムの寸法に従って調節され得る可動壁(17)とを有していてもよい。 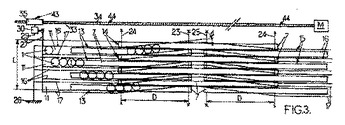 (もっと読む)
(もっと読む)
栓用の案内構造体
栓用の案内構造体は、栓(1c、1t)の円筒部を収容および案内するためのC字型の区域を有するトンネルの形をしている。このトンネルは、乳頭を有するタイプの栓(1t)の突起部(3)が通り抜けることを可能にするような距離を置いて離間された、対向し合う端面を有している。この構造体は、細線状のレール(5)と、板(6)とから構成されている。板(6)の中央部には、運搬される栓のプロファイルに応じた形状の孔が空いている。  (もっと読む)
(もっと読む)
2つの各製品を容器に充填するためのマシン
本発明は、少なくとも1つの容量測定システム4を有する充填用マシンに関する。上記容量測定システム4は、シリンダー41を有し、シリンダー41には、マシンのパラメータ化が可能な制御ユニットに接続される電気式または空気圧式の作動手段7によって駆動されるピストン43が設けられ、下方部分において、第1吸入ダクト49a、49bによって第1収容タンク1に接続される第1吸入開口部と、第2吸入ダクトによって第2タンク2に接続される第2入口開口部と、排出ダクトによって充填ノズル6に接続される排出開口部とが設けられている。各クラックバルブ81、82からなるバルブシステムは、吸入ダクトの中で、充填用ノズルの上に設けられ、各バルブシステムは、上記マシンの制御ユニットに接続される個別の電気式および/または空気圧式の作動手段91、92によってそれぞれ開閉するように駆動される。  (もっと読む)
(もっと読む)
予備成形物を搬送するため設備、および該予備成形物を搬送するための方法
予備成形物搬送設備(2)は、把持部材(6)と、それらを加熱オーブンに送り込むヘッド(7)とを備え、上記加熱オーブンにおいて問題を引き起こし得る予備成形物を選択する検出システムと、選択された予備成形物(2)の内側底面に圧力を加えることによって、上記選択された予備成形物をそれぞれその把持ヘッド(7)から分離する手段とを有し、これらは、ジェット状の加圧流体を上記底面に向けることが可能なノズル(15)からなる。把持部材(6)および把持ヘッド(7)は、上記選択された予備成形物内に直接ジェット状の加圧流体を加えることを可能にする、孔(9)の形状をした開口部を備える。 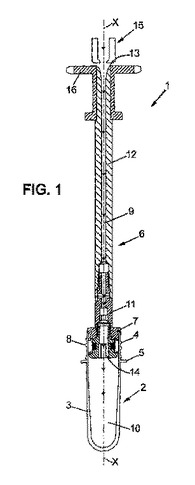 (もっと読む)
(もっと読む)
少なくとも1つの所定の補償時間の間に、可変的な継続時間にて容器の内容積をフラッシングする工程を有する、容器を形成するためのプロセス
好ましくは熱可塑性プラスチック材料から作られた予備成型物であるブランクを用いる、容器の形成プロセスであって、上記容器は、軸に対して継続的に回転される回転トレーの外周に設けられた少なくとも1つのブロー成型鋳型を備える回転式の延伸ブロー成形機を用いて形成され、上記ブロー成型鋳型は、ブロー成形サイクルに対応して周期的に稼動しており、上記形成プロセスは、予め加熱されたブランクをブロー成型鋳型中に配置する工程と、上記ブロー成型鋳型を閉じる工程と、上記ブランクを上記ブロー成型鋳型中でブロー成型する工程と、空気を内部に注入することによって、冷却されたガスを用いて上記容器の内部をフラッシングする工程と、上記ブロー成形された容器を、外部保持手段によって保持する工程と、上記ブロー成型鋳型を開く工程とを有する。上記形成プロセスは、一時的かつ発展的な様式にて、容器製造の各開始時におけるフラッシング工程の継続時間を自動的に変化させる。これによって、最初に製造される容器が、延伸ブロー成形機の安定駆動期間中に形成される容器の最終容積に対応する最終容積を付与され得る温度条件下にて形成されるように、容器内の熱的条件を設定する。  (もっと読む)
(もっと読む)
容器をブロー成形するためにプレフォームの本体を加熱する装置
【課題】熱可塑性のプレフォームの本体が所定の経路を辿るように前記プレフォームが移動させられる間に、ブロー成形または延伸ブロー成形によって容器を製造するために、プレフォームの本体を加熱する装置であり、効率的に、電磁放射線源に対する危険がないように加熱する方法を提供する。
【解決手段】プレフォーム2の本体1が辿る経路Tの側方に位置し、経路T上の位置Eの方へ向けられた少なくとも1つの赤外電磁放射線源5を有し、赤外電磁放射線源5は、位置Eにおける経路Tの接線6に対しておよそ60°から10°の間、好ましくは約45°未満の角度αだけ傾斜しており、したがって、電磁放射線は、電磁放射線源5の方へそれほど反射されずいくつかのプレート本体または本体の一部を通過することができる加熱装置。
(もっと読む)
1 - 10 / 46
[ Back to top ]