
アーベーベー・アーベーにより出願された特許
1 - 10 / 19
金属の対象物を安定させるためのデバイス及び方法
【課題】磁性材料の金属の細長いストリップを金属層でコーティングするとき、ストリップを安定させるためのデバイス及び方法を提供する。
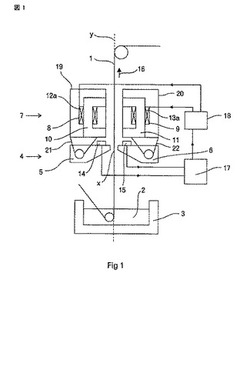
【解決手段】ストリップは、浴2から、予め定められた移送経路xに沿う移送方向16へ移送される。過剰な溶融金属を、ストリップ1から除去するためのワイピング手段4は、ストリップ1を横断する1本の線の形で空気の流れを噴射する。ここで、前記ワイピング手段4は、ストリップ1の各サイドにエア・ナイフが一つずつ配置された少なくとも1対のエア・ナイフ5,6を有している。電磁的安定化手段7は、前記予め定められた移送経路xに対するストリップ1の位置を安定させる。センサー14,15は、前記予め定められた移送経路xに対するストリップ1の位置を検出する。
(もっと読む)
金属の鋳造機のコントロール装置及び方法

【課題】金属の鋳造機、特に連続鋳造プロセスにおいて鋳造条件をコントロールし且つ最適化するため、金属鋳造プロセスの最中にプロセスパラメーターをオンラインで調整する方法を提供する。
【解決手段】コントロールシステムの構成は:プロセス変数を測定するための、誘導式検出器、光学的検出器、放射線検出器、または熱検出器などの検出手段12,13と;検出手段からのデータを評価するためのコントロール装置14と;鋳造条件を最適化するために、鋳造速度、希ガスの流速、または、EMBRまたは攪拌装置などのような電磁的手段の磁場強さ、スラブ幅、浸漬式注入ノズルの侵入深さ、または、浸漬式注入ノズル3の角度、など少なくとも一つのプロセスパラメーターを自動的に変更するための手段からなり、前記検出手段は、メニスカス11の特徴のようなプロセス変数を、メニスカス上の少なくとも2点で、瞬時に、鋳造期間の全体に渡って、測定する。
(もっと読む)
自己換気主電動機の中の空気出口のためのモジュラー化された延長リング
本発明は、自己換気主電動機での使用のため、及び電動機ハウジング(1)の非駆動端部と電動機端部シールド(5)との間での固定された配置のために適合された延長リング(3)に係る。このリングは、その周囲に沿って配置された半径方向の空気出口開口(4)を有し、それにより、電動機駆動シャフト上に固定されたファン・ホイール(2)の周りを取り囲むように構成されている。本発明はまた、そのような延長リングを有する主電動機に係る。この延長リングは、電動機ハウジングを、リングを備えた自己換気電動機またはリングの無い強制換気電動機などのような様々な電動機タイプに、容易に適合させる可能性をもたらす。 (もっと読む)
鋳物製取付けバーを備えたモジュラー化された電動機または発電機ハウジング
本発明は、電気牽引のための電動機または発電機ハウジング(2)に係り、このハウジングは、外周面上に周方向に間隔を開けて配置された鋳造または溶接による締結領域(7)を備えた鋳物製ハウジング・ボディ(2)を有し、この締結領域は、取付けラグ(8)、セーフティ・ノーズ(11)、エア・ダクト・チャネルまたは端子箱のための取付け領域となるように構成されている。本発明はまた、ボギー車取付け装置、及び電動機ハウジングに固定されるように構成されたセーフティ・ノーズ装置に係る。これらの装置は、電動機ハウジングの取付け領域に取り付けられ且つそれに固定可能であるように形成された取付け領域を有している。本発明はまた、そのようなハウジングを有する電動機または発電機にも係る。電動機ハウジングの上に締結領域を鋳造し、且つ特別な電動機形態に基づくそのような個別の装置を使用することにより、標準化された電動機ハウジングを使用して、全ての範囲の様々な電動機形態を製造することが可能になる。そのような装置を含む電動機ハウジングを鋳造する際の問題も解消される。 (もっと読む)
ディメンション計測システム用の信号処理方法及び装置
非鉄の導電性オブジェクト(5)の少なくとも1つのディメンション(d)を決定するためのディメンション計測システム(1)はオブジェクト(5)内部に磁界(8)を発生し、磁界の励起(X)を変化させる。信号処理装置(11)は励起(X)の変化に対する磁界の反応(9、10)を測定し、励起(X)と測定されたフィールド反応(YA、YB)との間の実際のフィールド伝達関数(H)を得て、測定されたフィールド伝達関数(H)を予め定められたフィールド伝達関数(G(d))に適合することにより決定し、それにおいて予め定められたフィールド伝達関数(G(d))は励起(X)とパラメータとして1つのディメンション(d)を有する測定されたフィールド反応間のダイナミック特性を表している。 (もっと読む)
鋳型内の溶鋼の流動を制御するための方法および装置
連続スラブ鋳造機内の溶鋼に少なくとも1つの磁場を印加することによって鋳型内の溶鋼の流動を制御するための方法。これは、溶鋼湯面(メニスカス)における溶鋼流速がモールドパウダー巻き込み臨界流速を超えている場合には、浸漬ノズルからの吐出流に安定化および制動力を与えるように静磁場を印加することによって、メニスカスにおける溶鋼流速を所定の溶鋼流速に制御することを備えることと、メニスカスにおける溶鋼流速が介在物付着臨界流速未満である場合には、溶鋼流動を増大するように移動磁場を印加することによって、メニスカスにおける溶鋼流速を介在物付着臨界流速以上からモールドパウダー巻き込み臨界流速以下の範囲に制御することと、によって達成される。  (もっと読む)
(もっと読む)
攪拌装置
本発明は、金属の連続鋳造または半連続鋳造のための装置に係る。この装置は、モールド(1)を有し;キャスティング・チューブ(3)を有し、このキャスティング・チューブを介して、溶融金属が、モールド(1)の中に既に存在する溶融金属(2)に、後者の溶融金属のメニスカス(7)からある距離だけ下方の領域で、供給され;少なくとも一つの攪拌装置(4)を有し、この攪拌装置は、鉄心及びその周りに巻かれたコイルによって構成され、その鉄心は、モールド(1)の広い側面に沿って伸びるように配置され、前記溶融金属(2)の攪拌を実現するために、溶融金属(2)に磁場を作用させるように構成されている。前記鉄心は、その上側部分がメニスカス(7)から所定の距離だけ離れた位置にあるように配置され、その位置は、メニスカス(7)の表面の50mm上方からこの表面の195mm下方までの範囲にあり、前記鉄心の長さは、モールド(1)の広い側面の長さに対して、広い側面の50%から80%までの範囲にある(図1)。  (もっと読む)
(もっと読む)
厚さをコントロールするためのデバイス及び方法
長く延ばされた金属要素を、溶融金属の槽(2)の中を通して連続的に移送することにより形成された、金属要素(1)の上の金属コーティングの厚さをコントロールするためのデバイスであって、少なくとも一対の電磁的なワイパー部材(7a,7b,8a,8b)を有し、それに対応して、金属要素から過剰な溶融金属を除去する際に前記電磁的なワイパー部材を助けるために、移送経路の方向に対して、金属要素を横切る方向の線に実質的に従って、金属要素(1)にターゲット領域を備えたガスのジェットを吹き付けるようにデザインされた第二のワイパー部材(11)を有している(図1)。 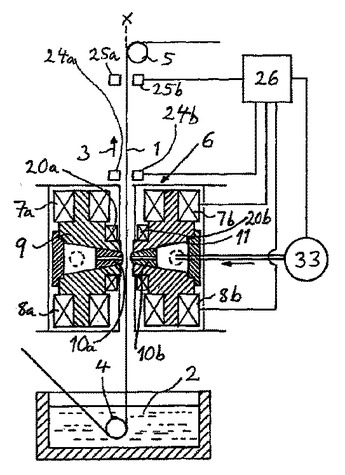 (もっと読む)
(もっと読む)
長く延ばされた金属要素を金属の層でコーティングするためのデバイス及び方法
長く延ばされた金属要素(1)の金属コーティングの厚さをコントロールするためのデバイス及び方法であって、金属要素を、溶融金属の槽(2)の中を通して連続的に移送することによりコーティングが付着されるように構成され、この金属要素は、予め定められた移送経路(X)に沿って移送方向に(3)前記槽から移送される。前記デバイスは、金属要素から過剰な溶融金属を除去するために金属要素(1)のそれぞれの側に一つのワイピング部材を有する少なくとも一対の電磁的なワイピング部材を有し、各ワイピング部材はワイピング・ポール(5)を有している。前記デバイスは、前記予め定められた移送経路(X)に対して金属要素の位置を安定化するために金属要素(1)のそれぞれの側に一つの安定化部材を有する少なくとも一対の電磁的な安定化部材を有し、この安定化部材は安定化ポール(5)を有している。金属要素(1)の同じ側の前記ワイピング部材及び前記安定化部材は、前記ワイピング・ポール(5)と前記安定化ポール(5)が一致するように配置されている(図1)。 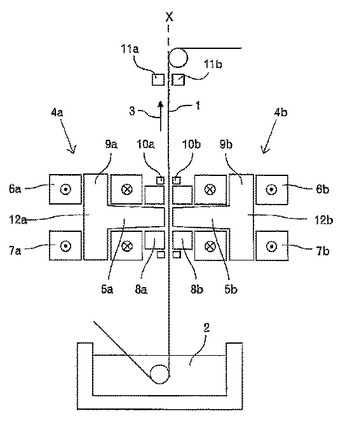 (もっと読む)
(もっと読む)
産業用ロボット
産業用ロボットのためのロボットアームであって、このロボットアームは、リスト・ハウジング1と;前記リスト・ハウジングに対して回転可能に接続されたリスト部2と;前記リスト部に対して回転可能に接続されたターンディスク3と;前記リスト部を駆動するための第一モータ5と;前記ターンディスクを駆動するための第二モータ6と;
モータの回転を前記リスト部に伝達するための第一駆動ベルト7と;モータの回転を駆動プーリに伝達するための第二駆動ベルト8と;を備えている。  (もっと読む)
(もっと読む)
1 - 10 / 19
[ Back to top ]