
シュンク・ソノシステムズ・ゲーエムベーハーにより出願された特許
1 - 10 / 15
平らな構成要素を溶接するための方法
Notice: Undefined index: from_cache in /mnt/www/gzt_applicant_list.php on line 189
複数のワイヤを導電結合するための方法およびアセンブリ
本発明は、絶縁材を備えた複数のワイヤの束を導電結合するための方法およびアセンブリに関し、絶縁材を少なくとも部分的に超音波作用によって除去する。良好な導電結合において高い機械的剛性を保証するためには、第1の段階で、複数のワイヤの絶縁材をプラスチック超音波溶接によって少なくとも部分的に除去し、かつ、第2の段階で、複数のワイヤを、金属超音波溶接または抵抗溶接によって材質同士で結合させることが提案される。 (もっと読む)
アルミニウムの拡散結合を減じるための方法および超音波溶接装置

本発明は、超音波溶接装置に設けられた高さおよび/または幅の調整可能な圧縮室(30)の中で溶接される、アルミニウムからなる複数のストランドを超音波溶接する際に、アルミニウムの拡散結合および/または付着を減じるための方法に関する。圧縮室を区画する静止型のツール部分は、多結晶ダイヤモンド(PCD)からなる複数の作業面を有する。 (もっと読む)
ストランドを導電結合するための方法および超音波溶接装置
本発明は、実質的にアルミニウムからなる個々のワイヤ(32,34)を有するストランド(30)を、超音波溶接によって、金属からなるU字形の支持体(40)と導電結合するための超音波溶接装置(10)および方法に関する。この場合、ソノトロード(78)としては、底面(86)である短い基礎脚部を有する開いた台形の形をしている溶接面(80)を有するソノトロードが用いられる。溶接中に、ストランドは、底面と、この底面から出ておりかつこの底面に対し鈍角を形成する側面(88,90)と直に接触する。U字形の支持体に挿入されたストランドの全横断面FLが、溶接された状態では、溶接面の底面および側面によって囲まれた空間の横断面FSに対し、FS<FL<2FSである。 (もっと読む)
超音波溶接の品質管理方法
本発明は、超音波溶接の品質管理方法に関連している。非常に鋭敏なプロセスの監視をするために、この方法においては、溶接プロセスの進行に対して調整される許容差範囲の生成と、溶接プロセスを促す測定値から生成されている許容差範囲の生成とがなされる。本発明によると、この方法は超音波溶接の品質管理のために提案されており、測定値許容差範囲は実行された複数の溶接プロセスの複数の測定値から決定されており、前記複数の測定値は、溶接プロセスに影響を与え、および/または溶接プロセスの品質を示す、少なくとも1つのパラメータに関連付けられている。その後に続くさらなる溶接プロセスの個別のパラメータに関連付けられている測定値は、測定値許容差範囲が、その形状または構成をさらなる溶接プロセスの平均値に対して変更されるように、品質を監視する間検討される。  (もっと読む)
(もっと読む)
接続経路ノードまたは末端ノードを製造するための手順、並びに接続経路ノードまたは末端ノード
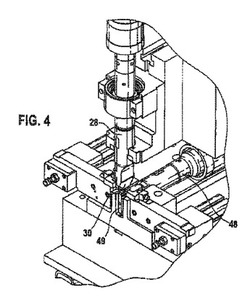
本発明は、矩形の断面形状を有し且つ導電体からなる接続経路ノードまたは末端ノードを製造するための方法に係る。前記ノードは、超音波溶接マシンの、高さ及び幅が調整されることが可能であり且つ矩形の断面形状を有する圧縮チャンバの中で、導電体を圧縮し次いで超音波で溶接することにより、製造される。ここで、圧縮チャンバの、互いに対向する限界表面は、ソノトロード及びその反対側に配置された対向電極の断面を、それぞれ構成する。末端ノードおよび/または接続経路ノードに対して溶接することが難しい導電体を接続するために、以下のことが示唆される:導電体(50,52,54)がスリーブの中に挿入され、それに続いて、圧縮チャンバの中で、スリーブ(62,65)が導電体に溶接され、矩形の断面を有する末端ノードおよび/または接続経路ノード(49)が形成される(図5)。  (もっと読む)
(もっと読む)
超音波溶接法により電気導体の間に溶接継手を作製する方法
本発明は、互いに相対的に変位可能な境界部材によって取り囲まれた圧縮室に電気導体を挿入し、圧縮室の中で、境界部材の1つをなし、超音波振動させられる超音波溶接装置の振動音極により溶接する、少なくとも1個の第1の電気導体(16)と少なくとも1個の第2の電気導体(20、24)の間の少なくとも1個の溶接継手の作製方法に関する。第1導体(16)に複数の第2導体(20、24)を超音波溶接により希望通りに溶接することができ、その際、第1電気導体と結合される第2電気導体の総断面積が、使用される超音波溶接装置で通常溶接される断面積より場合によっては大きくなるように、圧縮室の中で第1導体に2個以上の第2導体を逐次溶接することを提案する。 (もっと読む)
部材の溶接方法
本発明は少なくとも1個の発振器、コンバータ及び振動音極からなる超音波溶接装置により、所定の要求を満足する溶接継手に相当する時間依存性溶接パラメータの基準曲線(10)に基づき、部材の超音波溶接、特に素線の溶接を行うための方法に関する。その場合溶接時間は開始時期t0から終了時期teまで基準曲線に従って経過する。再現性の良好な溶接結果を得るために、部材の溶接時に時間依存性パラメータの実際曲線(16、18)を測定し、t0ないしteの期間に実際曲線と基準曲線を比較し、存在する偏差に応じて、溶接に影響する少なくとも1つのプロセスパラメータを、以後の溶接の際に基準曲線と実際曲線が等化されるように変更することを提案する。 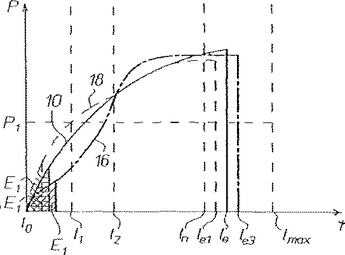 (もっと読む)
(もっと読む)
圧縮空間ならびに圧縮空間を区画するツール
本発明は、接合点を形成するべく金属製の導体を溶接するための圧縮空間(18)に関する。圧縮空間は、向かい合う両側の2つの溶接面(36)と、これらの作動面に対し横方向に延びている2つの側方区画面(44)とを有する。両者の面は、共に、圧縮空間を規定する。溶接中にこれらの導体の縦方向移動を排除するために、複数の構造化された溶接面の隣に、追加的に、複数の側方区画面(44)のうちの少なくとも1が構造化されている。 (もっと読む)
溶接継手の製造方法及び溶接継手
本発明は、圧縮室(12)の幅が支持材(12)の幅に合わせて調整され、素線(10)と支持材(12)が共に圧縮室(12)に挿入される、素線(10)及び支持材(12)の超音波溶接のための方法及び装置に関する。 (もっと読む)
1 - 10 / 15
[ Back to top ]