
ファウ・ウント・エム・ドイチュラント・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツングにより出願された特許
1 - 10 / 15
連続製管法による熱間仕上げ継目無鋼管の製造時にバーを最適に循環させるための方法および装置
マンドレルバーを最適に循環させるための装置が、マンドレルバー用供給テーブルもしくは冷却テーブル(1)とマンドレルバー用潤滑ステーション(2)と場合によってはマンドレルバーに被着される潤滑剤用の付加的乾燥ステーションと付設されたローラテーブル(3、4)とから成る。前記標準バー循環路の上流側に他のバー副循環路が設けられており、前記バー副循環路は冗長に作動する2つの引渡テーブル(11、12)から成り、前記引渡テーブルはもはや必要とされないバーを前記標準バー循環路から送出するために第3ローラテーブル(2)または前記第1ローラテーブルを介して前記供給テーブルもしくは冷却テーブルと結合されており、前記第3ローラテーブルは前記第1ローラテーブルの延長部を形成するか、または、これと平行にずらして配置されているかのいずれかである。さらに、前記マンドレルバーを受容し、または中間バッファを介して前記標準バー循環路内に送るための第4ローラテーブル(9)が前記引渡テーブルの反対側で前記第1ローラテーブルと平行に設けられている。  (もっと読む)
(もっと読む)
クレーンブームを支えるための引張棒

本発明は、クレーンブームを支えるための引張棒1である。引張棒1は、金属管体2と、連結要素3とを備え、連結要素3は、引張棒1をボルト5によって相互に関節結合するために、両方の末端で管体2に接続されている。管体2と連結要素3が、一体的な管部分から成り、連結要素3は、それぞれ、管体2の末端の壁肉厚部として形成されている。壁肉厚部は、管体2の耐力計算用に考慮すべき連結要素3の呼称肉厚の横断面弱化がボルト結合領域内で防止され、かつ疲労強度を高めるために各壁肉厚部から管体2への移行領域7が段差なしの移行部を有するように、設計されている。 (もっと読む)
クレーンブームを支持するための引張ロッド

本発明は、クレーンブームを支持するための引張ロッドであって、金属管体と、両方の末端部分で前記管体に接続され、かつボルトによって前記引張ロッドを相互に関節結合するための連結要素とを備えている引張ロッドに関する。前記管体と前記連結要素とは素材結合することなく互いに着脱可能に結合され、結合の領域が、極力高い疲労強度を考慮して計算上管横断面の耐力を完全に利用できるように構成され、かつ切欠き現象を少なくするように形成されている。 (もっと読む)
3ロール式のマンドレル圧延機によって継目無管を製造する方法
本発明は、金属、特に鋼から継目無管を製造するための方法であって、事前に製造された高温中空素材が3ロールマンドレル圧延機によってマンドレルバーで延伸して母管とされ、前記マンドレル圧延機に進入する前に前記中空素材が上流側スタンドを介して、直径を均一化する圧延ステップを施されるものに関する。前記上流側スタンドのロールが前記マンドレル圧延機の成形スタンドと同じ程度に離反接近され、前記上流側スタンドのロールの孔型底部半径が60°にわたって延び、前記孔型底部半径に、接線方向移行部を有する側面半径が追従し、前記側面半径はロール最大送り時にも側面の領域で中空素材予想最大直径の直径低減が殆ど起きないように設計されている。 (もっと読む)
高使用温度において優れたクリープ強度および耐酸化性を有するフェライト鋼用の鋼合金
本発明は、特に750℃以下の使用温度において優れたクリープ強度および耐食性を有する、使用温度においてフェライトである鋼用の鋼合金において、以下の化学組成(重量%)、すなわち、C≦1.0%、Si≦1.0%、Mn≦1.0%、Pが最大0.05%、Sが最大0.01%、2≦Al≦12%、3≦Cr≦16%、2≦Ni≦10%および/または2≦Co≦10%、ただし、2≦Ni+Co≦[%Cr]+2.07×[%Al]≧0.95×([%Ni]+[%Co])、Nが最大0.0200%、残部が鋼製造に関連する不純物を含む鉄であり、0.1%未満の総含有量の範囲内において、V、Ti、Ta、Zr、およびNbの1つまたは複数の元素が任意選択的に添加され、MoおよびWの一方または両方の元素が任意選択的に添加され、Hf、B、Se、Y、Te、Sb、La、およびZrの1つまたは複数の元素が任意選択的に添加された化学組成を有しており、鋼組織が、クロムによって安定化された(Ni、Co)Al−B2金属間化合物規則相に基づく均一に分布した整合析出物を含むことを条件とする鋼合金に関する。  (もっと読む)
(もっと読む)
金属中空体の個別追跡方法
本発明は、金属中空体、特に熱間形成鋼管の個別追跡の方法であって、最終熱間加工の後に個別の管に、その後の製造または検査ステーションへの供給領域において、運搬の間に運搬方向とは無関係に、自動的にビデオ画像として読み取られる特徴的な識別表示が管周囲に与えられる、方法に関するものである。本発明により、管周囲の標識付けは少なくとも2個のセグメント様セクションで実施され、管周囲は分割され、標識はナンバリングユニットを360°未満回転させることによってセグメントにて実施され、セグメントは、データ・マトリクス・コードの幅よりも大きい、管の縦軸に対する軸方向のずれを含む。 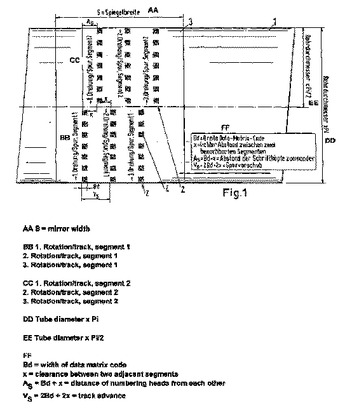 (もっと読む)
(もっと読む)
高張力シームレス鋼管を製造するための低合金鋼用の合金鋼
本発明は、高張力の溶接可能な熱間圧延シームレス鋼管、特に建設用管材を製造するための低合金鋼用の合金鋼に関する。化学組成(質量%)は:0.15〜0.18%のC;0.20〜0.40%のSi;1.40〜1.60%のMn;最大0.05%のP;最大0.01%のS;>0.50〜0.90%のCr;>0.50〜0.80%のMo;>0.10〜0.15%のV;0.60〜1.00%のW;0.0130〜0.0220%のNであり;残りはAl、Ni、Nb、Tiから選択される1つ以上の元素が場合により添加された、製造関連不純物を含む鉄からなり、ただし関係V/Nが4〜12の値を有し、鋼鉄のNi含有率が0.4%を超えないことを条件とする。 (もっと読む)
溶接状態にて最適な疲労特性となるように構成された熱間仕上げシームレス管を製造する方法
本発明は、溶接状態にて最適な疲労特性となるように構成され、711mm以下の外径と100mm以下の呼び肉厚とを有する、金属製、特に鋼製の熱間仕上げシームレス管、特に熱間圧延シームレス管を製造するために、熱間圧延又は仕上げ圧延後少なくとも一方の管端部に、定められた長さに渡って、管内径及び管外径の公差を小さく定めた管横断面を形成し、次に当該管横断面を他の管の管端部との溶接可能とする、シームレス管を製造する方法に関する。そのため、第1ステップにて管端部の一部領域に残りの管本体よりも厚い肉厚を形成し、管端部の一部領域の外径を拡大及び/又は管端部の一部領域の内径を縮小し、第2ステップにて管端部の一部領域に機械加工によって所望の管横断面を形成し、この加工された領域から非加工の領域に至る移行領域を、わずかな表面粗さで、かつほとんど切欠き無しに流線状に形成し、当該加工領域に残る残肉厚を所望の公差内に収める。  (もっと読む)
(もっと読む)
金属製管状ワークを熱間鍛造するための鍛造芯金
本発明は、金属製管状ワークを熱間鍛造するための鍛造芯金であって、芯金本体と芯金棒とから成り、前記芯金本体が高温素材から成るものに関する。
鍛造中前記芯金本体への排熱を減らしかつ前記芯金本体(1)にしっかり付着する層(5)を前記芯金本体(1)が少なくとも作業領域に備えており、前記層(5)が前記芯金本体(1)の素材よりも低い熱伝導率と少なくとも50μmの厚さとを有するように、本発明に係る鍛造芯金は形成されている。
(もっと読む)
厚肉金属加工品を溶接によって結合する方法および装置
本発明は、厚肉金属加工品を溶接によって結合するための方法に関する。溶接継手を製造するために肉厚に依存して横断面に最大3つの溶接領域が設けられ、溶接には複数の溶接法を組合せて適用され、詳細には(ルート層用の)第1の溶接領域がレーザビーム溶接またはレーザアーク複合溶接によって溶接され、第2の溶接領域がレーザアーク複合溶接によって溶接され、厚肉金属加工品の板厚に依存して場合によって必要となる第3の溶接領域がレーザアーク複合溶接またはアーク溶接によって溶接される。その都度応用される溶接法に合せられる開先加工部も本発明に含まれる。 (もっと読む)
1 - 10 / 15
[ Back to top ]