
ジーケーエヌ シンター メタルズ、エル・エル・シーにより出願された特許
11 - 20 / 20
精密な粉末金属部品、精密な粉末金属部品を備えた組立体および精密な粉末金属部品の製造方法
本発明は、精密な粉末金属部品を提供する。粉末金属部品は、互いに向かい合う一対の対向表面が設けられた本体を備えている。一対の対向表面のうち少なくとも一方には、少なくとも一つの突出部が設けられている。この突出部は、部品の本体の主要部よりも小さな断面積を有している。突出部の自由端から粉末金属部品の反対側の端部までの距離が、相対的に精密でなければならない部品の一寸法を規定する。他の実施形態において、組立体の一方の構成部品が他方の構成部品に対して摺接するとともにこれに対して液流を防ぐシールを提供する。精密な粉末金属部品の製造方法において、粉末金属部品は、端部において突出部を有する本体として圧縮成形され、焼結されて、さらにこの突出部の自由端をコイニングして突出部の自由端と粉末金属部品の反対側の端部との間の寸法を減少させることにより、前記寸法を名目規定寸法の許容誤差内に収まる寸法とする。  (もっと読む)
(もっと読む)
複合金属粉末可変境界歯車及び方法
本発明は、第1の金属粉末材料を含んだ芯部と、前記芯部から延び、かつ、第2の金属粉末材料を少なくとも部分的に含む複数の歯と、前記第1の金属粉末材料と前記第2の金属粉末材料との間に形成された可変境界プロファイルと、を備えた鍛造複合歯車を提供する。ここで、前記第1の金属粉末材料は、耐衝撃性に優れたものであり、そして、前記第2の金属粉末材料が、耐磨耗性に優れたものである。  (もっと読む)
(もっと読む)
可変ケース深さの粉末金属歯車及びその製造方法
本発明は、複数の歯及び複数の歯に鍛造された可変ケース深さ分布を備える歯車、及び、その製造方法を提供する。複数の歯の各々は、第一表面部及び歯元を有している。可変ケース深さ分布は、複数の歯の各々に形成されており、第一表面部上に大きな耐磨耗性及び歯元内に大きな耐衝撃性を示す。  (もっと読む)
(もっと読む)
鍛造浸炭金属粉末部品の製造方法
本発明は、選択的に浸炭されていない金属粉末部品の製造方法を提供する。この製造方法は、金属粉末を、硬化層深さ硬度表面を形成する1以上の第1表面と、鍛造前に除去されるべき浸炭部を形成する1以上の第2表面と、を備えたプリフォームに圧縮する圧縮ステップと、前記プリフォームを順次に又は同時に焼結・浸炭する浸炭ステップと、前記プリフォームにおける前記1以上の第2表面から前記浸炭部を除去する除去ステップと、前記プリフォームを鍛造して、鍛造部品を得る鍛造ステップと、前記鍛造部品を冷却する冷却ステップと、を順次行って、改良された鍛造後の特性を有する1以上の第2表面と、表面硬度特性を有する1以上の第1表面を有する鍛造部品を得ることを特徴とする。  (もっと読む)
(もっと読む)
傾斜機能性金属粉末部品
本発明は、モノリシック鉄部品(ferrous monolithic component)の製造方法、及び、その方法によって製造された部品に関する。本発明は、強度を高めたい部品の部分を選択的に急速に冷却し、かつ、機械加工性を高めたい部品の部分を選択的に制御冷却する仕組みを利用する。そのような制御冷却は、冷却、再加熱、及び、再冷却を含んでも良い。それにより、より急速に冷却されたゾーンでは部分的に強度が高くなり、かつ、よりゆっくり冷却されたゾーンでは、部分的に機械加工性が高くなる。  (もっと読む)
(もっと読む)
金属粉末部品の公差改善
金属粉末部品(34)は、部品の締まりばめアセンブリの際に、別の部品(18)のボア内に挿入される外径を有する。リブ(30)は、前記部品の圧縮及び焼結の際に金属粉末部品(34)の外径上に形成される。このリブ(30)の表面は、リブ間の前記外径の表面(31)よりも大きい密度を有するように圧縮されて、前記リブの高点によって形成される有効円形及外径を提供する。  (もっと読む)
(もっと読む)
多重ピースからなる薄肉の金属粉末シリンダライナー
金属粉末シリンダライナーは、端と端をつなげて配された2以上のシリンダライナーピースを含み、かつ、その肉厚に対する長さの比率が12より大きい。ここで、前記ピースにおける肉厚に対する長さの比率は、20未満である。前記粉末金属組成物は、海綿鉄粉末約85%〜99%と、黒鉛約0.1%〜2.0%と、エチレンビス−ステアラミドワックス約0.1%〜2.0%と、を含む。シリンダライナーピースは、従来の金属粉末圧縮焼結法によって製造され得る。 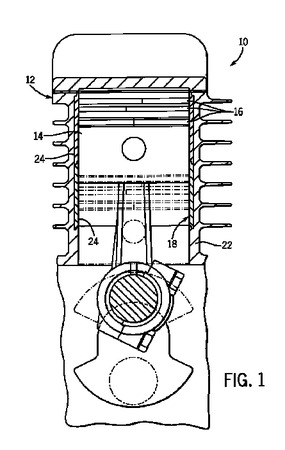 (もっと読む)
(もっと読む)
粉末金属軸受けキャップの通気窓
本発明は、圧縮過程中に形成されるアンダーカット通気用窓を備えた、PM主軸受けキャップと、そのコンパクトな前駆体を提供する。圧縮過程中にアンダーカットを作ることによって、本発明は軸受けキャップにアンダーカットを形成するための二次機械削り作業の必要性を解消する。 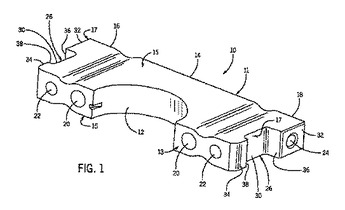 (もっと読む)
(もっと読む)
金属粉末鍛造物、その製造装置及び製造方法
本発明は、(A)焼結金属粉末組成物を含むプリフォームを形成するステップと、(B)上部型及び下部型を有する一組の型に前記プリフォームを挿入するステップと、(C)上部パンチ及び下部パンチを用いて、前記プリフォームを鍛造物の形状に圧縮し、それにより、成形部品を得るステップと、を含む金属粉末鍛造物を製造する方法を提供する。ここで、ステップ(C)では、前記一組の型の内部によって、前記鍛造物の形状が定められ、そして、前記一組の型が、前記上部型が下部型に接触している閉じられた位置にある。 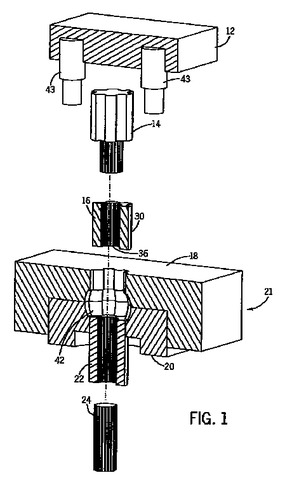 (もっと読む)
(もっと読む)
改良された粉末金属処理工具および組立方法
粉末金属処理に使うための工具を開示する。この工具は、上工具および下工具を含む。上および下工具は、各工具の複数の部材を含んでもよい。下工具は、下工具の中心またはその近くから外方に連続的に広がる予め定められた横断面輪郭を有する。下工具は、締結機構を介して粉末金属処理用プレス機内に固定もする。  (もっと読む)
(もっと読む)
11 - 20 / 20
[ Back to top ]