
レクティセル アウトモービルジステメ ゲゼルシャフト ミット ベシュレンクテル ハフツングにより出願された特許
1 - 6 / 6
可撓性のあるエラストマー熱硬化性相分離ポリウレタン材料のスキン層を製造する方法
【課題】1つ以上のイソシアネート化合物および1つ以上のポリオール化合物、可撓性付与剤、連鎖延長剤および/または架橋剤およびアミン開始剤を含むイソシアネート反応性化合物で作られる反応性混合物から可撓性のあるスキン層の熱硬化性相分離ポリウレタン材料を製造する方法を提供する。
【解決手段】アミン開始剤は、少なくとも1つの架橋アミン開始剤とは別に、2の官能性および300未満の分子量を有しかつ式(I) HR1N-R2-OH (I) (式中、R1は、Hまたは置換されているかまたは置換されてなくかつ1つ以上のヘテロ原子を含むかまたは含んでない環状または非環状の炭化水素鎖であり、R1は、好ましくはHまたはC1〜C6アルキル基であり; R2は、置換されているかまたは置換されてなく、ヘテロ原子を含むかまたは含んでなく、かつアミノ基をヒドロキシル基と結合しかつ少なくとも2つの炭素原子を含有する主鎖を含む炭化水素鎖である)に対応する少なくとも1つのエキステンダーアミン開始剤を更に含む。可撓性付与剤とエキステンダーアミン開始剤の組み合わせが、必要な機械的性質を良好なレベルに維持しつつ、ポリウレタン材料の曲げ弾性率と軟化温度に対する効果を増大させることが分かった。
(もっと読む)
エラストマースキンの製造方法およびその方法によって得られたスキン
【課題】エラストマースキン(1)の製造方法を提供する。
【解決手段】少なくとも1つの第1のスキン形成組成物(2)の液滴をモールド表面上に適用して、その上に第1のスキン形成組成物の層を形成し、1つ以上の第2のスキン形成組成物(4)を前記第1のスキン形成組成物(2)の層の裏面上に少なく部分的に適用して、スキン(1)を得る。色違いの第1のスキン形成材料と第2のスキン形成材料を用いる場合に特別な外観を得るために、あるいはスキン(1)の全体の物理的性質について第1のスキン形成組成物(2)の作用を減少させるために、第1のスキン形成組成物(2)の液滴をモールド表面上に適用し、融合させて、複数の隙間(3)を含む第1のスキン形成組成物の非連続層を形成することができる。第2のスキン形成組成物(4)は、第1のスキン形成組成物(2)の裏面上にだけでなくこれらの隙間(3)にも適用される。第1のスキン形成組成物は、好ましくは、第2のスキン形成組成物によって相互接続されるモールド表面上に島を形成する。
(もっと読む)
硬化性配合物を噴霧する加圧旋回式霧化ノズルおよびそれに付随する方法並びにその使用

硬化性配合物を噴霧する加圧旋回式霧化ノズルは、漏斗状のキャビティと出口開口(17)を定める開口部材片(16)と、漏斗状のキャビティを閉鎖する注入部材片(18)とを備えており、漏斗状のキャビティが注入部材片(18)の前面側と出口開口(17)との間に旋回式小室(19)を形成している。注入部材片(18)には少なくとも2本の旋回式ポート(20)が設けられており、斯かるポートは旋回式小室(19)で終端してその中に硬化性配合物を注入することにより、硬化性配合物を旋回させる。複数の旋回式ポート(20)のそれぞれの最小断面積の和と較べて、旋回式小室(19)の側壁(24)は表面積が比較的小さいが、斯かる表面積は硬化性配合物を分散させて均一な噴霧型を達成するのには依然として十分な大きさである。旋回式小室(19)の寸法を低減することで、硬化性配合物はより効率よく霧化することができる。このようにして、ノズルを通る比較的少ない流量の硬化性配合物ならば変化させても、液滴寸法および噴霧型の安定性に及ぼされる影響は小さくなる。 (もっと読む)
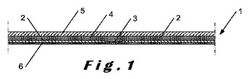
可撓性のある複合エラストマーポリウレタンスキンの製造方法
本発明は、第1及び第2ポリウレタン反応混合物を互いに噴霧することによって得られる第1(1)及び第2(4)の可撓性のあるポリウレタン層を含む可撓性のあるエラストマー複合ポリウレタンスキンの製造方法に関する。第1反応混合物は、鉛を含まず、35MPa未満の曲げ弾性率を有するポリウレタンエラストマーを生成するために配合された脂肪族ポリウレタン反応混合物である。第2反応混合物は、より小さい曲げ弾性率を有するポリウレタンエラストマーを生成する芳香族ポリウレタン反応混合物である。脂肪族ポリウレタン層の厚さは、複合スキンが30MPa未満の平均曲げ弾性率を有するように、芳香族ポリウレタン層の厚みに対して小さく作ることができた。脂肪族ポリウレタン反応混合物の低い反応性にもかかわらず、特に「ゴムのような感触」及びVOCの放出及び/又は高い可撓性を達成するための軟化剤を低減するために高いNCO-指数を用いる場合に、脂肪族ポリウレタン層に対して十分に早く芳香族ポリウレタンを噴霧したときに観測される促進された硬化により、十分に短いサイクル時間を達成することができた。 (もっと読む)
多層部品の製造方法
本発明は、成型コア(5)及び可撓性のポリウレタンスキン層(4)を含む多層部品の製造方法に関する。コア自体は、詳細にはショアA硬度が60超の熱可塑性材料である、基質材料で作られる成型された基質層(1)を含む。可撓性ポリウレタンスキン層(4)は、コア表面の少なくとも第一エリア上にポリウレタン反応混合物を密閉金型(11,12)中で成型する、反応被覆成型(ROM)プロセスに依り製造される。成型コア(5)は、該基質層(1)に加えて、基質層(1)上に成型される、及び/又は基質層(1)がその上に成型される柔軟性材料を含む。この成型された柔軟性材料はショアA硬度が60未満であり、可撓性ポリウレタン層(4)と、基質層(1)及び/もしくはROMプロセス中に金型(11,12)の内壁に作用するシール部(3)との間隙に柔軟層(2)を形成する。 (もっと読む)
三次元形状サンドイッチ構造を製作するための方法
各々が補強材料及び成形可能材料で被覆された2つの両側主表面を有する、特に紙ハニカム構造の圧縮性コア層を備える積層材料(1)から三次元形状サンドイッチ構造が製作される。積層材料(1)は、2つの相互に可動な金型部分(7、9)を有する圧縮金型内で成形される。コア層内のひび、裂け目又は割れ目の形成を低減させるために、第1の金型部分(7)は少なくとも2つの相互に可動な金型部品(10及び11〜12)で構成される。第1の金型部品(10)をその成形位置へ向けて動かすことにより、積層材料(1)の第1の部分が最初に深絞りされ、それにより積層材料にしわが形成され、第2の金型部品(11〜12)が、第1の金型部品(10)よりも後で及び/又は低速で動かされる。第1の金型部品による積層材料(1)の深絞り領域への引き寄せはほとんど又は全く妨害されないという事実により、このようにして第1の金型部品(10)によるしわの形成が促進される。第2の金型部品を異なる副部品(11〜13)で構成し、これらの部品もまたその成形位置へ向けて連続的に動かすようにすることができる。 (もっと読む)
1 - 6 / 6
[ Back to top ]