
ポール ヴルス リフラクトリー アンド エンジニアリング ゲーエムベーハーにより出願された特許
1 - 6 / 6
製鋼施設用バーナー装置
製鋼施設用、特に蓄熱式又は伝熱式発熱器に関連して用いられるバーナー装置(10)を本発明は提案する。バーナー装置(10)は混合部(18)と、可燃性燃料を混合部(18)に供給する複数の燃料供給路(32)と、燃焼用空気を混合部(18)に供給する複数の空気供給路(34)を含む。本発明の重要な特徴によれば、バーナー装置(10)は、燃料供給路(32)と空気供給路(34)とが円周方向に交互する環状供給機構(30)を有する一次バーナー(42)と、環状供給機構(30)を通る中央流路(44)と、バーナー装置(10)の中央流路(44)に配置された二次バーナー(46)で構成され、中央流路(44)が環状供給路(30)と同軸に配設されて成る。 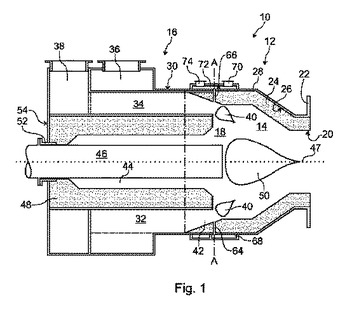 (もっと読む)
(もっと読む)
高温ガス主管中におけるガス温度制御装置
本発明では、高炉へガスを送り込むために、高温ガス主管中においてガス温度を制御する制御装置(10)が提案されている。本発明装置(10)は第一混合小室(16)及び第二混合小室(18)を有する混合ポットから成り、これら第一混合小室(16)及び第二混合小室(18)はベンチュリ型絞り(20)を用いて相互に液体連絡される。第一混合小室(16)には、該第一混合小室(16)中へ高温ガスを送り込むための第一取込みポート(22)、該第一混合小室(16)中へ冷ガスを送り込むための第二取込みポート(26)、及び第二混合小室(18)中へ冷ガスを送り込むための第三取込みポート(56)が設けられる。第一混合小室(16)にはさらに、混合ガスの第一分流を該第一混合小室(16)から第一ガス分配システム(46)へ送り込むための第一送気ポート(42)が設けられ、他方第二混合小室(18)には混合ガスの第二分流を該第二混合小室(18)から第二ガス分配システム(64)へ送り込むための第二送気ポート(60)が設けられる。混合ガスの第一分流の温度は混合ガスの第二分流の温度と異なる温度とされる。 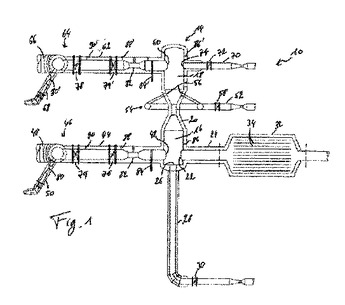 (もっと読む)
(もっと読む)
バスルパイプ装置
本発明では、シャフト炉のバスルパイプ装置(10)、特に高炉等のシャフト炉中へ高温ガスを送り込むためのバスルパイプ装置(10)であって、シャフト炉の外側ケーシング(14)に沿って一定間隔をあけて配置される周囲バスルパイプ(12)から構成されるバスルパイプ装置(10)が提案されている。本バスルパイプ装置(10)には、第一レベルにおいてバスルパイプ(12)をシャフト炉の外側ケーシング(14)へ接続する複数の第一支持アーム(22)と、前記第一レベルとは別の第二レベルにおいてバスルパイプ(12)をシャフト炉の外側ケーシング(14)へ接続する複数の第二支持アーム(24)がさらに含まれる。第一及び第二支持アーム(22,24)は周囲バスルパイプ(12)を支持するように形状化される。バスルパイプ(12)をシャフト炉内部へ流動接続する第一支持アーム(22)中を貫通するように第一吹き込みチャネル(26)が配置される。 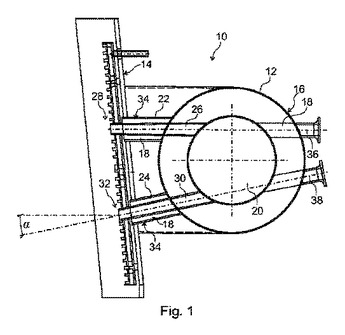 (もっと読む)
(もっと読む)
バスルパイプ装置
本発明では、特に溶鉱炉等のシャフト炉中へ高温ガスを送り込むためのシャフト炉バスルパイプ配置(10)であって、シャフト炉の外側ケーシング(14)に沿って該外側ケーシング(14)から一定間隔を空けて配置される周辺バスルパイプ(12)から成る前記バスルパイプ配置(10)が提案されている。本発明に係る配置(10)にはさらに、第一レベルにおいてバスルパイプ(12)をシャフト炉の外側ケーシング(14)へ接続する複数の第一アーム(22)と、前記第一レベルとは異なる第二レベルにおいてバスルパイプ(12)をシャフト炉の外側ケーシング(14)へ接続する複数の第二アーム(24)が含まれる。バスルパイプ(12)をシャフト炉内部へ流動接続させるため、第一アーム(22)及び第二アーム(24)のそれぞれの端から端まで通るように第一吹き込みチャネル(26)及び第二吹き込みチャネル(30)がそれぞれ配置される。  (もっと読む)
(もっと読む)
チェッカー煉瓦
上面(12)及び対向する底面(14)を備え、液体を循環させるために用いられる、該上面から該底面まで延びる多数の貫通孔(16)が形成された、特に熱送風炉用に用いられるチェッカー煉瓦を提供する。  (もっと読む)
(もっと読む)
曲面壁に支持リングを構築する方法
曲面壁に、特に高温送風加熱炉の曲面壁内の開口の周りに、支持リングを構築する方法を提案する。複数の標準化楔形煉瓦(12、14、16、18、20、22)を用意する。それ等の側面は、隣接する煉瓦の側面と協働する舌状及び溝状(36、38)の輪郭部をもつ。煉瓦の軸方向厚み(T)は煉瓦の所望最終厚み(t)より厚くする。曲面壁における個々の煉瓦の予定位置を特定し、この予定位置に基づいて、煉瓦の前面及び後面(24、26)を付形するための前部切断線(56)と後部切断線(58)を特定する。次いで、前後面(24、26)は斯く特定された前部及び後部切断線(56、58)に従って、切断工具を用いて付形される。 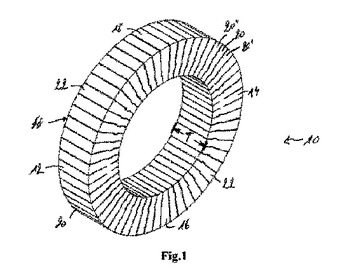 (もっと読む)
(もっと読む)
1 - 6 / 6
[ Back to top ]