
サクミ コオペラティヴァ メッカニチ イモラ ソシエタ コオペラティヴァにより出願された特許
1 - 9 / 9
ブロー成形パリソンによるプラスチック容器の製造装置およびブローノズルの着脱方法

【課題】 プラスチック容器の成形装置、およびそのブローノズルの着脱方法を提供する。
【解決手段】 ブロー成形パリソンによるプラスチック容器の製造装置(1)が、少なくとも一つの成形キャビティを有する金型(2)と、前記金型(2)の上に取り付けられるとともに、高圧流体源に連結された少なくとも一つの通路(4)を形成する基部(3)と、少なくとも一つの導管を形成するとともに、この導管が前記通路(4)と流体連通して高圧流体を受け入れ、この流体を前記成形キャビティへと送給するように、前記基部(3)と前記金型(2)との間に配置され、かつ前記基部(3)の底面(5)に連結されるブローノズル(7)と、前記基部(3)から前記ブローノズル(7)を着脱可能にするための締結手段と、を備える。
(もっと読む)
移送装置
パリソン3およびボトル2等の物体を移送する装置は、所定の軸Xを中心に回転する回転台10と、物体2,3用のピックアップエレメント14と、回転台10に接続されたピックアップエレメント14用のサポートアーム16と、サポートアーム16およびピックアップエレメント14を案内するカム12と、を備え、ピックアップエレメント14は、回転台10に対する少なくとも3つの自由度を有し、カム12は、所定の経路に沿ってピックアップエレメント14を移動させるように、所定の数のトラック22,23,24を有し、カム12は、固定部分25と、該固定部分に接続される少なくとも1つの取り外し可能部分26と、を有し、取り外し可能部分26は、所定の形状を有し、当該取り外し可能部分26の形状と異なる形状を有する他の取り外し可能部分と交換可能である。  (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント用の成形ユニット
各パリソン(3)からプラスチック容器(2)、特にボトルをブロー成形するプラントの成形ユニットは、容器(2)をブロー成形する少なくとも1つの成形キャビティ(19)を有する交換可能な金型(16)と、所定の線(24)に沿って移動してパリソン(3)と係合してパリソンを軸方向に変形させる少なくとも2つのストレッチングロッド(33)と、を備え、ストレッチングロッド(33)は、成形ユニットに取り付けられた金型(16)の成形キャビティ(19)の数および位置に応じて選択的に移動可能である。 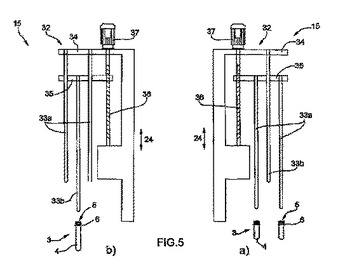 (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラントの成形ユニット
各パリソン(3)からプラスチック容器(2)、特にボトルをブロー成形するプラントは、2つの金型半部(17a,17b)を有する少なくとも1つの成形ユニット(15)を備え、一方の金型半部(17a,17b)は、容器(2)をブロー成形する少なくとも2つの成形キャビティ(19)の開位置と閉位置との間を他方の金型半部(17a,17b)に対して移動可能であり、2つの金型半部(17a,17b)は、成形ユニット(15)の供給経路(P)に実質的に接する閉鎖平面(20)において閉鎖するように配向される。  (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント
パリソン(3)からプラスチック容器(2)、特にボトルを形成するブロー成形プラントは、複数の成形ユニット(15)およびパリソン移送装置(39)を備える。各成形ユニット(15)は、容器(2)をブロー成形するための少なくとも2つの成形キャビティ(19)を備える。パリソン移送装置(39)は、柔軟な供給コンベア(41)から成形キャビティ(19)にパリソン(3)を移送する。第2の移送ステーション(40)において供給コンベア(41)に接続され、ここで、パリソン(3)の間隔(P1)は、成形ユニット(15)の成形キャビティ(19)の長手方向軸(19a)間の距離(D2)と等しい。 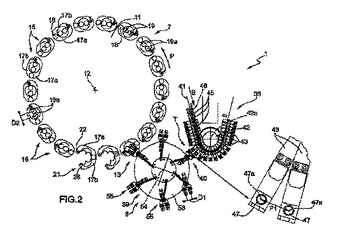 (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント用成形ユニット
各パリソン(3)からプラスチック容器(2)をブロー成形するためのプラント用の成形ユニットが、各容器(2)をブロー成形するための少なくとも一つのキャビティ(19)の開位置と、閉位置と、の間を互いに関して可動な2つの金型半部(17a,17b)と、前記2つの金型半部(17a,17b)を前記閉位置にロックするためのロック装置(21)と、を備えており、前記ロック装置(21)は、2つの締結要素(22,28)を備え、これらの締結要素は、少なくとも一つの弾性動作要素(30)により、ロック位置に動かされ、常時その位置に維持される。 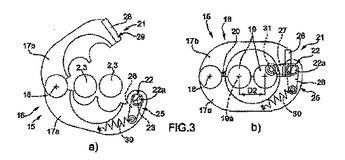 (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント
各パリソン(3)からプラスチック容器(2)を形成するブロー成形プラントは、交換可能な複数の成形ユニット(15)およびライン(9)を備え、各成形ユニット(15)は、容器(2)をブロー成形する所定の数のキャビティ(19)を有し、ライン(9)は、ブロー成形ライン(7)から充填機(10)へと容器(2)を送り、ライン(9)は、間隔(P2)に応じた間隔を隔てて容器(2)を配置するように設計された分配装置(80)を備え、間隔(P2)は、均等であり、成形ユニット(15)におけるキャビティ(19)の数から独立している。 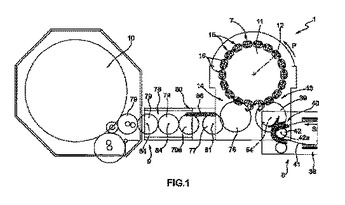 (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント
パリソン(3)からプラスチック容器(2)を形成するブロー成形プラントは、交換可能な複数の成形ユニット(15)を備え、各成形ユニット(15)は、容器(2)をブロー成形する所定の数の複数の2つの成形キャビティ(19)を有し、前記プラントは、さらに、パリソン(3)を成形キャビティ(19)に移送する移送ホイール(39)と、成形キャビティ(19)から容器(2)をピックアップする移送ホイール(76)と、パリソン(3)を移送ホイール(39)に供給するライン(41)と、容器(2)を移送ホイール(76)から充填機(10)に供給するライン(79)と、を備え、供給ライン(41,79)の供給速度は、所与の時間において、プラントに取付けられた成形ユニット(15)の成形キャビティ(19)の数に応じて変わる。 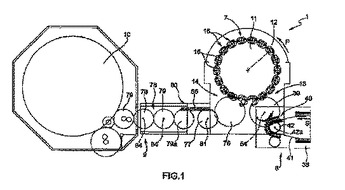 (もっと読む)
(もっと読む)
容器特にボトルをブロー成形するためのシステム
個々のパリソン3から樹脂容器2をブロー成形する設備は、複数の成形ユニット10を有する。各成形ユニット10は、少なくとも1つの容器2をブロー成形するための型11と、個々のパリソン3を軸方向に変形させるように駆動装置16の動作によって動く少なくとも1つの伸長ロッド14と、を有し、駆動装置16は、各成形ユニット10毎に、成形ユニット10の伸長ロッド14に接続された駆動モータ17を有する。 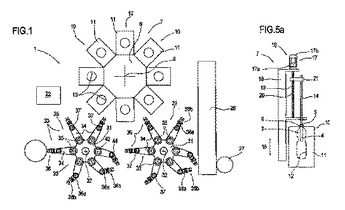 (もっと読む)
(もっと読む)
1 - 9 / 9
[ Back to top ]