
豊田バンモップス株式会社により出願された特許
1 - 10 / 29
凹部入り砥石の製造方法
【課題】砥石周方向に対して傾斜する傾斜溝又は穴状凹部を焼成前の砥石チップの砥粒層に機械加工又はプレス加工によって低コストで容易に凹設する。
【解決手段】超砥粒と結合剤とを混合した砥粒層の内側に、下地粒子と結合剤とを混合した下地層を重ねて一体的に円弧状にプレス成型して焼成前砥石チップを形成し、該焼成前砥石チップの前記砥粒層に、凹部を設け、該凹部が設けられた焼成前砥石チップを焼成し、該焼成された砥石チップを複数個、前記コアに貼付する。
(もっと読む)
回転体や砥石の取付方法および回転体や砥石の取付装置

【課題】砥石取付軸への砥石車の着脱作業を容易に行えるようにクリアランスを設けたにも拘らず、砥石車を砥石取付軸に同心状態で取付けることができる砥石取付方法および砥石取付装置を提供する。
【解決手段】研削盤10および砥石修正装置30は、砥石車19を取付けるための同一形状の砥石取付軸部23a、41aをそれぞれ備え、これら砥石取付軸部の外周と砥石車の内周との間に、砥石車を砥石取付軸部に取付ける際に、砥石車を砥石取付軸部に対して偏心した状態で挿入可能で、かつ砥石車を砥石取付軸部に同心的に嵌合保持可能な逃がし部と嵌合部を設け、砥石車を研削盤の砥石取付軸部に取付けるときの重力方向に対する取付指標の方向を、砥石車を砥石修正装置の砥石取付軸部に取付けるときの重力方向に一致させた状態で、砥石車を研削盤の砥石取付軸部に取付ける。
(もっと読む)
砥石およびその製造方法
【課題】砥石チップの接着面に凹凸を形成することにより、アンカー効果と接着表面積の増大を可能にした砥石およびその製造方法を提供する。
【解決手段】連続気孔を有しない独立気孔16を持った砥石チップ12の接着面12aを、砥石コア11のチップ取付面11aに接着剤18を介して接着した砥石10にして、砥石チップの接着面に凹凸形成手段によって凹凸17を形成した。砥石チップは、例えば、立方晶窒化ホウ素粒またはダイヤモンド粒からなる超砥粒を、酸化物粒子と非結晶ガラスとからなるビトリファイドボンド結合剤により結合してなる。
(もっと読む)
ロータリドレッサ
【課題】円周上のダイヤモンド砥粒の個数を揃えることにより、ドレス抵抗を低減させるとともに、偏摩耗を抑制して、ドレッサの形状精度を長期に亘って維持できるロータリドレッサを提供することを目的とする。
【解決手段】軸方向位置の径が異なる円弧部あるいは傾斜部からなる外周面を有するロール11と、ロールの外周面に埋め込まれた多数のダイヤモンド砥粒12とを備え、ロールの外周面のいかなる軸方向位置においてもダイヤモンド砥粒の個数を一定にした。
(もっと読む)
研削工具
【課題】ろう付けにより超砥粒を台金に接合する際に、超砥粒を所望の位置に接合できる研削工具を提供する。
【解決手段】円筒状の台金10と、ろう付けにより台金10の外周面または端面に固着された超砥粒層20とを備え、超砥粒層20は、超砥粒21と、ろう付けにより超砥粒21を台金10に接合する金属ろう材22と、金属ろう材22に混合され金属ろう材22の溶融温度より高くろう付け温度より高い溶融温度を有する粉末フィラー23とを備える。
(もっと読む)
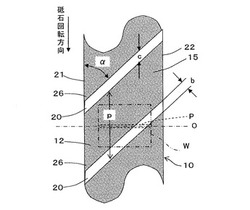
平面研削盤用ブロックドレッサ
【課題】寿命が長く、安価で、ドレッシングのための特別な段取を必要とせず、かつドレッシング時の抵抗の少ない平面研削盤用のブロックドレッサを提供する。
【解決手段】
平面研削盤2の研削テーブル4上に固定され、ドレッシング平面10aに設けられた砥粒層12を砥石車16の円周上の研削面16aに当接させるとともに、砥石車に対して該砥石車16の回転軸14に直角な方向に相対移動させて、砥石車16の研削面16aをドレッシングするブロックドレッサ10において、砥粒層12は、ドレッシング平面10a上に砥石車の回転軸14に対して傾斜して延在する帯状に少なくとも1条ベース部材10cに形成され、前記帯状の砥粒層12の前記回転軸線方向の幅12wは、砥石車16の幅16wより小さく形成されること。
(もっと読む)
平面研削砥石の初期摩耗抑制方法
【課題】平面研削砥石の初期摩耗を抑制し、工作物の幅寸法を高精度に保持できるようにした平面研削砥石の初期摩耗抑制方法を提供する。
【解決手段】対向配置された回転可能な一対の平面研削砥石13、14によって、工作物Wの両面を同時に平面研削する両頭平面研削装置における平面研削砥石の初期摩耗抑制方法であって、工作物を平面研削した後に一対の平面研削砥石の間にドレス用砥石31を挿入し、平面研削砥石をドレス用砥石に対して切込んで目立てドレスする場合に、摩滅した砥粒25を残して砥粒の突出量を確保するように、ドレス用砥石に対する平面研削砥石の切込み回数を設定した。
(もっと読む)
ダイヤモンドドレッサの製造方法
【課題】短時間でダイヤモンド粒を均一に突出させることができるダイヤモンドドレッサの製造方法を提供する。
【解決手段】母型21の内周壁21aに接着剤22を塗布し、母型の内周壁にダイヤモンド粒13を円周方向および軸方向に間隔を有して配置するとともに、これらダイヤモンド粒の各間にダイヤモンド粒よりも粒径の小さなビーズ23を配置し、母型の内周壁と芯金24との空間部に金属粉末25を充填するとともに、溶浸材26をセットし、しかる後、金属粉末および溶浸材を加熱して溶浸材を金属粉末の間隙内に溶融浸透させて溶浸材と金属粉末とからなる焼結金属を含むダイヤモンド焼結体11を製作し、次いで、ダイヤモンド焼結体を母型より取り出し、その後、ダイヤモンド焼結体の外周にショットブラスト処理を施すことにより、ビーズを削り取ってダイヤモンド焼結体の外周上にダイヤモンド粒を所定量突出させた。
(もっと読む)
ツルーイング工具
【課題】ダイヤモンドが脱落し難く、充填比率を高くできるとともに、安価かつ製造し易いツルーイング工具を提供する。
【解決手段】円盤状の厚肉コア部材21と、厚肉コア部材21の外周面に薄肉かつリング状に一体として突設された薄肉部22と、薄肉部22の一方の平面に接合され、薄肉部22と反対側にダイヤモンド焼結体26が形成されたリング状の超硬基盤25とを備えている。
(もっと読む)
砥石
【課題】砥石の使用開始から終了までの加工精度を安定化する。
【解決手段】セグメントチップ20は、砥粒22をビトリファイドボンド23によって結合することで多数の気孔24が形成されている砥石本体21の表面側を、その表面から熱硬化性樹脂からなる封着剤25が気孔24内に封着された気孔封着層26とし、砥石本体21の気孔封着層26以外の残部を、封着剤25で封着されない気孔24のままの有気孔層27としている。気孔封着層26の封着剤25の表面を後退させることで該気孔封着層26の表面上に砥粒22の一部を突出させる。
(もっと読む)
1 - 10 / 29
[ Back to top ]