
瓜生製作株式会社により出願された特許
11 - 20 / 26
油圧式トルクレンチの締付力の制御装置
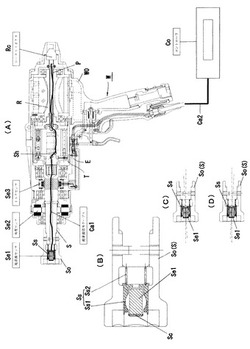
【課題】超音波センサを用いて締結部材の締付力の測定を行うようにするとともに、そのための電気的な接続機構を簡易に構成することができるようにした油圧式トルクレンチの締付力の制御装置を提供すること。
【解決手段】モータRにより打撃トルク発生装置Tを回転させることにより主軸Sに打撃トルクを発生させるようにした油圧式トルクレンチの締付力の制御装置において、主軸Sの先端部に超音波センサSe1を配設し、この超音波センサSe1と電気的に接続したケーブルCa1を、打撃トルク発生装置T及びモータRの内部を挿通して、レンチ本体W0内に導出する。
(もっと読む)
電動モータにより駆動される油圧式トルクレンチの締付管理方法

【課題】ボルト、ナット等の締結部材を締め付ける際の締付状態に「かじり」等の不良があった場合に、これを自動的に検出することができるようにした電動モータにより駆動される油圧式トルクレンチの締付管理方法を提供すること。
【解決手段】電動モータ4に流れる電流値のパルスの最大値が、設定値I0を越えたことを検知することにより、締付部材が母材側に着座したと判断し、その時点から設定値I0を越える電流値のパルス発生数をパルスカウント機構6によりカウントし、カウントした電流値のパルス発生数が所定の発生回数に達するか否かによって締付の良否を判定する。
(もっと読む)
ソケット継ぎ手
【課題】非磁性金属によりソケットから主軸への磁力の伝達を防止するとともに、嵌合部と主軸との隙間をなくし、非磁性金属からなる嵌合部の摩耗や変形を防止するようにしたソケット継ぎ手を提供すること。
【解決手段】ボルト又はナットに嵌着されるソケットBと、トルクレンチCの主軸C1との間に介設され、主軸C1のトルクをソケットBに伝達するソケット継ぎ手Aにおいて、ソケットBに嵌着される鋼製の差込角1と、先端部に差込角1が固設されるとともに主軸C1が嵌着される嵌合部21を基部に備えた非磁性金属の内筒2と、内筒2を基部側から挿入するとともに内筒2と螺合する非磁性金属の外筒3とを備え、内筒2の基部に軸方向のスリット22とテーパ23を設けるとともに、外筒3の基部に内筒2のテーパ23と摺接するテーパ31を設ける。
(もっと読む)
油圧式トルクレンチの打撃トルク調節装置
【課題】油圧式トルクレンチの打撃トルク発生装置が発生する打撃トルクの大きさの精度を高く、かつ、打撃トルクの発生周期を短くし、さらに、油圧式トルクレンチの打撃トルク発生装置の耐久性を向上することができる油圧式トルクレンチの打撃トルク調節装置を提供すること。
【解決手段】打撃トルクの発生時に高圧室H及び低圧室Lとなるライナー7の内部を連通する作動油流路11bを形成し、作動油流路11bに作動油流路11bを開放する方向に付勢された弁体11dを配設するとともに、弁体11dの後背部に打撃トルクの発生時に高圧室Hとなるライナー7の内部と連通する油室11eを形成し、高圧室Hの作動油の圧力の上昇に応じて、作動油流路11bが小さくなるようにする。
(もっと読む)
パルス式打撃締付工具およびそれにおける締付不良検知方法
【課題】ネジの締付けに際し、締付不良が発生した場合、それを検知することが可能となり、締付精度の向上を図ることができ、ネジの締付についての品質の向上を図ることができるパルス式打撃締付工具を提供すること。
【解決手段】トルクセンサ(締付トルク検出手段)と、主軸の回転角度を検出する角度センサ(回転角度検出手段)と、ネジの締付けについての締付不良を判定する判定部(判定手段)とを備え、判定部は、トルク値合格範囲D1および角度値合格範囲D2に基づき、検出角度値が角度値合格範囲D2の上限値APmaxに達した時に、検出トルク値がトルク値合格範囲D1の下限値ToPminよりも小さい場合、および検出トルク値がトルク値合格範囲D1の上限値ToPmaxに達した時に、検出角度値が角度値合格範囲D2の下限値APminよりも小さい場合を、ネジの締付けについての締付不良として検知する構成とした。
(もっと読む)
油圧式トルクレンチの打撃トルク調節装置
【課題】油圧式トルクレンチの打撃トルク発生装置が発生する打撃トルクの大きさの精度を高く、かつ、打撃トルクの発生周期を短くし、さらに、油圧式トルクレンチの打撃トルク発生装置の耐久性を向上することができる油圧式トルクレンチの打撃トルク調節装置を提供すること。
【解決手段】打撃トルクの発生時に高圧室H及び低圧室Lとなるライナー7の内部を連通する作動油流路11bを形成し、作動油流路11bに作動油流路11bを開放する方向に付勢された弁体11dを配設するとともに、弁体11dの後背部に打撃トルクの発生時に高圧室Hとなるライナー7の内部と連通する油室11eを形成し、高圧室Hの作動油の圧力の上昇に応じて、作動油流路11bが小さくなるようにする。
(もっと読む)
ボルト・ナットの操作ツールのソケット構造
【課題】ボルト・ナットの締め付け又は取り外しを行う際の振動やがたつき、騒音の発生を防止することができるようにし、締付力の測定機構を用いて締付力の制御を行う場合には、高精度の締付力の制御を行うことができるようにしたボルト・ナットの操作ツールのソケット構造を提供すること。
【解決手段】ボルト・ナットの締め付け又は取り外しを行うボルト・ナットの操作ツールのソケット構造において、硬質材料からなる球状部材2を、ボルト・ナットが嵌入されるソケット凹部1Dの周方向に等間隔に形成した複数の孔部1Hに、ソケット凹部1Dの内周面から一部分が突出してソケット凹部1Dに嵌入されたボルト・ナットの外周面に当接するように、かつ、球状部材2の背面部に配設したばね3によって球状部材2の没入に対する反発力を付与するようにして配設する。
(もっと読む)
締付工具の締付能力判定装置
【課題】締付工具の締付能力を判定するとともに、締付工具がスナグトルクから締付完了するまでの角度を確認することができる締付工具の締付能力判定装置を提供すること。
【解決手段】内部に作動油3を充填し、ピストン2を配設したシリンダ状の密閉容器1と、密閉容器1に形成した雌ねじ4に螺合し、締付工具による回転締付操作によって、ピストン2を押圧操作する雄ねじ5と、密閉容器1に形成した小孔6を介して密閉容器1内の作動油3の圧力がかかるようにした締付能力判定部材7とを備えた締付工具の締付能力判定装置において、密閉容器1の雌ねじ4の周囲に、角度目盛を付した角度板8を回転調節可能に配設するとともに、雄ねじ5に、角度板8の指針9を設ける。
(もっと読む)
締付工具の締付能力判定装置
【課題】シール材と小ピストンの固着の影響を受けることなく正確に締付能力の判定を行うとともに、締め付けトルクの上限値を確認することにより、上下の締め付けトルク範囲を確認することができる締付工具の締付能力判定装置を提供すること。
【解決手段】密閉容器2内の作動油Sの圧力を受ける小ピストン6と、小ピストン6を作動油Sの圧力に抗する方向に付勢するばね部材7と、小ピストン6の移動に応じて移動するパイロットピン8と、ばね部材7の付勢力を調節する調節部材9とを備えるとともに、小ピストン6をパイロットピン8と離反する方向に付勢する弱ばね10を設け、小ピストン6とパイロットピン8の動力伝達部11との間に空隙12を設ける。
(もっと読む)
回転駆動工具の反力吸収用グリップ
【課題】回転駆動工具から作業者に伝わる反力を軽減することができる回転駆動工具の反力吸収用グリップを提供する。
【解決手段】回転駆動工具本体Kの外周面を覆うように配設した反力吸収用のグリップ14において、グリップ本体を、柔軟性を有する材料から形成するとともに、グリップ14と回転駆動工具本体Kとを、グリップ14の軸方向の一部分で部分的に固定するようにする。
(もっと読む)
11 - 20 / 26
[ Back to top ]