
株式会社彌満和製作所により出願された特許
1 - 10 / 13
切削タップ
Notice: Undefined index: from_cache in /mnt/www/gzt_applicant_list.php on line 189
螺旋状溝タップ
【課題】前端(26)と後端(24)とを有する細長い本体(22)を含む切削工具が提供する。
【解決手段】細長い本体(22)は、前端(26)の近傍を起点としてそこから後方に延びる溝付部(30)を有する。溝付部(30)は、切刃を定義する溝(36、38、40、42)を有する。溝は凹状すくい面(60)を有し、この場合、凹状すくい面(60)は第1の半径(R1)によって定義される。さらに、溝は、凹状すくい面(60)に隣接する凹状底面(66)を有し、この場合、凹状底面(66)は第2の半径(R2)によって定義される。溝は、凹状底面(66)に隣接する凸状ヒール面(64)を有し、この場合、凸状ヒール面(64)は第4の半径(R4)によって定義される。
(もっと読む)
切削タップ

【課題】材料の雌ねじを切削する切削タップを提供する。
【解決手段】細長いタップ本体(22)を有する切削タップであって、細長いタップ本体(22)の軸方向前端(24)が溝付部(30)を有し、溝付部(30)が面取り溝付部(54)と仕上げ溝付部(56)とを含む切削タップが提供される。面取り溝付部(54)の各切削ねじ山(58、62、66、68)は、すくい面角度で配置されたすくい面(72、76、80)を有し、前記すくい面角度は、切削ねじ山(58、62、66、68)が面取り溝付部(54)の軸方向前端(24)から軸方向後方に離れるとそれだけ負角になる。仕上げ溝付部(56)の各切削ねじ山(58、62、66、68)は、実質的に等しい仕上げすくい面角度で配置されたすくい面(72、76、80)を有する。仕上げすくい面角度は、面取り溝付部(54)の軸方向後方終端の切削ねじ山のすくい面角度よりも負角である。
(もっと読む)
センタ穴ドリル
【課題】センタ穴ドリルを用いて切削穴加工をするに際し、従来のセンタ穴ドリルと同一の切削穴加工条件で行うことができ、一方、ドリル部および座ぐり部に設ける逃げ面の逃げ量を少なくすることにより、センタ穴ドリルを製造するに際し、ドリル部および座ぐり部の逃げ面研削代を少なくして研削加工時間を削減し、低コストで製造することができるセンタ穴ドリルを提供する。
【解決手段】センタ穴ドリルのドリル部および座ぐり部に設ける逃げ面の逃げ量を、センタ穴ドリルを用いた切削穴加工時に、逃げ面が被削材に干渉しない程度とし、ドリル部および座ぐり部に設ける逃げ面の逃げ量を、切れ刃からヒールまで増加させ続けず、切れ刃からヒールの間で、ドリル部および座ぐり部に設ける逃げ面の逃げ量の増加を途中で停止し、一定値とする。
(もっと読む)
ねじ加工部交換式ねじ加工工具
【課題】シャンク部とねじ加工部とが、互いに、中心軸線周り方向、および中心軸線と直交するとともに互いに直交する二方向について位置決めされ、雌ねじ加工時の中心軸線周り方向のガタを極小化した、ねじ加工部交換式ねじ加工工具を提供する。
【解決手段】シャンク部とねじ加工部との一方に形成した結合用雌ねじに、他方に形成した結合用雄ねじを螺合し、シャンク部とねじ加工部の一方に形成した裁頭円錐雄テーパ面と、他方に形成した裁頭円錐雌テーパ面とが当接するように結合させ、ねじ加工部の切れ刃で加工される雌ねじの方向と、シャンク部およびねじ加工部に形成した結合用雄ねじおよび結合用雌ねじの方向とを同一とし、かつ、ねじ加工部の切れ刃によって加工される雌ねじの方向と、シャンク部およびねじ加工部に形成した結合用雄ねじおよび結合用雌ねじの方向とは逆方向のねじを有するボルトで、シャンク部とねじ加工部とをさらに締結する。
(もっと読む)
センタ穴ドリル
【課題】センタ穴加工部のねじれ溝のねじれ角をセンタ穴加工部の刃先角が鋭利になり過ぎないように抑えつつ、ドリル部のねじれ角を大きくしてドリル部の切削性能を向上させることにある。
【解決手段】ドリル部2とセンタ穴加工部3とを順次に具えるとともにねじれ溝4を具えるセンタ穴ドリル1において、ドリル部2のねじれ溝4のリードがセンタ穴加工部3のねじれ溝4のリードよりも小さいことを特長とする、センタ穴ドリルである。
(もっと読む)
ねじ加工部交換式ねじ加工工具およびその製造方法
【課題】結合構造を構成する部材や部分について厳しい加工精度を不要とし得て結合構造の加工ひいては工具の製造を容易ならしめることにある。
【解決手段】シャンク部3と、そのシャンク部に分離可能に結合されるねじ加工部2と、前記シャンク部と前記ねじ加工部とを分離可能に結合するボルト4等の結合構造と、前記シャンク部と前記ねじ加工部とを相互に位置決めする嵌合構造と、を具え、前記嵌合構造が、前記シャンク部と前記ねじ加工部との互いに対向する端面のうちの一方に設けられた、互いに独立した複数の凸部3dと、前記シャンク部と前記ねじ加工部との互いに対向する端面のうちの他方に設けられた、前記複数の凸部とそれぞれ密に嵌合する互いに独立した複数の凹部2eと、を有してなる、ねじ加工部交換式ねじ加工工具1である。
(もっと読む)
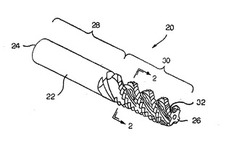
螺旋状溝タップ
前端(26)と後端(24)とを有する細長い本体(22)を含む切削工具が提供される。細長い本体(22)は、前端(26)の近傍を起点としてそこから後方に延びる溝付部(30)を有する。溝付部(30)は、切刃を定義する溝(36、38、40、42)を有する。溝は凹状すくい面(60)を有し、この場合、凹状すくい面(60)は第1の半径(R1)によって定義される。さらに、溝は、凹状すくい面(60)に隣接する凹状底面(66)を有し、この場合、凹状底面(66)は第2の半径(R2)によって定義される。溝は、凹状底面(66)に隣接する凸状ヒール面(64)を有し、この場合、凸状ヒール面(64)は第4の半径(R4)によって定義される。  (もっと読む)
(もっと読む)
切削タップ、及び切削タップを製造する方法
細長いタップ本体(22)を有する切削タップであって、細長いタップ本体(22)の軸方向前端(24)が溝付部(30)を有し、溝付部(30)が面取り溝付部(54)と仕上げ溝付部(56)とを含む切削タップが提供される。面取り溝付部(54)の各切削ねじ山(58、62、66、68)は、すくい面角度で配置されたすくい面(72、76、80)を有し、前記すくい面角度は、切削ねじ山(58、62、66、68)が面取り溝付部(54)の軸方向前端(24)から軸方向後方に離れるとそれだけ負角になる。仕上げ溝付部(56)の各切削ねじ山(58、62、66、68)は、実質的に等しい仕上げすくい面角度で配置されたすくい面(72、76、80)を有する。仕上げすくい面角度は、面取り溝付部(54)の軸方向後方終端の切削ねじ山のすくい面角度よりも負角である。  (もっと読む)
(もっと読む)
高精度な超硬合金タップ及び高精度な超硬合金ねじ切タップ
高精度の超硬合金ねじ切タップは、高精度ツールホルダにおいて、高速タッピングに同期して使用すべく設計される。高精度タップは、スクエア部、フラット部または他のノッチの助けを必要としない完全に円筒形のシャンクを有する。高精度タップは、ネジ本体部とネジ切削面取り部を更に有する。高精度タップのネジ本体部とネジ切削面取り部は、10ミクロン以内の振れで、タップの円筒形シャンクと同心である。高精度の超硬合金ねじ切タップは、雌ネジを製造する際の速度、その精度および寿命を向上させる。  (もっと読む)
(もっと読む)
1 - 10 / 13
[ Back to top ]