
シェイプ・コープにより出願された特許
1 - 10 / 25
歩行者のためのボンネットエネルギー吸収体
エネルギー吸収システムは、後縁の空洞を画成する内側及び外側パネルを有するボンネットと、空洞内の一対のポリマーエネルギー吸収体とを備える。ボンネット及びエネルギー吸収体は、ボンネットが落ち込んで車両のプレナム部に達する前にエネルギーを吸収するように、衝突中に歩行者の頭部がボンネットと接触するときのHIC値を最小限に抑えるために調整される。エネルギー吸収体は、塗装炉工程又は電着工程を通過することに付随する高温に耐えることが可能である、高温ナイロンのようなポリマー材料から作製されるのが好ましい。例示されるエネルギー吸収体は、ハット形状の断面を有し、衝突時に最適な力−撓み曲線をもたらすように調整される十字交差するフランジを含む。 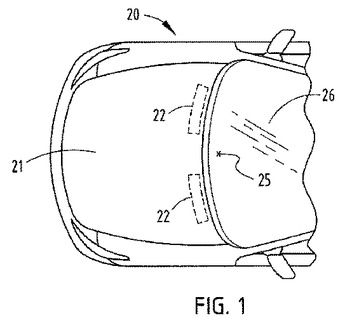 (もっと読む)
(もっと読む)
一様な歩行者への衝撃をもたらすローブを有するエネルギー吸収体
バンパーシステムは、歩行者衝突中に圧壊しエネルギーを吸収するように構成される長手方向に間隔をあけて配置された中空のローブを有し且つ高分子材料からなる射出成形されたエネルギー吸収体と、隣接し合うローブを相互に接続するストラップとを備える。ローブは、ローブのせん断壁の圧壊時の衝突ストローク中に、エネルギー吸収体の選択された中心部分に沿って、衝突の具体的な場所に関係なく所望の量から±30%以内、又はより好ましくは±20%以内のような、比較的一様な衝撃エネルギー吸収をもたらすように、外側リブ及び/又は角部の開口を含む可能性を有して、大きさ及び寸法が具体的に決められる。一様性の理由は、歩行者の脚部がエネルギー吸収体に当たる具体的な場所に関係なく、歩行者の安全性を促進するためである。  (もっと読む)
(もっと読む)
三次元スイープユニットを備えるロール成形機及び方法
装置及び方法は、板材料から構造ビームを成形するように構成されたロールを有するロール成形機と、鉛直方向、水平方向、又は組み合わせた方向のいずれかでビームを長手方向に湾曲するスイープユニットとを備える。スイープユニットは、構造ビームの第1の対向する側部に係合するように位置決めされた第1の対の成形ロールを有する共に、構造ビームの第2の対向する側部に係合するように位置決めされた第2の対の成形ロールを有する。成形ロールのうちの選択された1つがいずれも、この選択された1つの成形ロールに対向する成形ロールのうちの関連する1つが下流に且つ上記選択された成形ロールの周りを移動する間、構造ビームの関連する側部に連続的に係合するように、スイープユニットは、第1の対の成形ロール及び第2の対の成形ロールを移動可能に支持する。このことは、湾曲プロセスにおける寸法上の安定性を促進しそれ故寸法の精度及び再現性を促進する極めて安定したビーム曲げ加工状態をもたらす。  (もっと読む)
(もっと読む)
複動式クラッシュローブを有するエネルギー吸収体
エネルギー吸収体は、互いに反対方向に拡張可能であり且つ一列に並べられ対向するクラッシュローブを備え、クラッシュローブは、拡張されているとき異なるエネルギー吸収率及びストローク距離で圧潰する潜在力がある。エネルギー吸収体は、所定のエネルギー吸収圧壊曲線及び特定のエネルギー吸収状況に合わせて適合可能であると共に容易に変更可能であるサブアセンブリ構造を形成し、それによって、エネルギー吸収体は、車両の乗員コンパートメント内又は車両外の様々な位置において、例えばインストルメントパネルのニーボルスターに、又はドアのインナーパネルに、又は膝下の座席構成部品に、又は天井に、又はピラーカバーに、又は歩行者の安全のためのボンネット持上装置において用いることができる。エネルギー吸収体の1つの形態は、2つの空洞部を形成するように周囲に沿って接着されている成形シートと、一体成形されたトンネルによって空洞部に接続されているインフレータ保持ポケットとを含む。  (もっと読む)
(もっと読む)
バンパービームの複数の凹部を画定する断面
バンパーシステムが第1の構造クロスビーム及び第2の構造クロスビームを備え、それらの構造クロスビームの少なくとも一方が前方に面する(すなわち外方に面する)上凹部を有するS字形断面を有する。ビームは、衝突及び曲げ強度のためにS字形断面によって形成されている凹部に補強リブの様々な構成を含む。一形態では、ビームは高分子材料から作製される。ビームは、車両フレームに取り付けるための一体形成された圧潰缶を含むことができるか、または代替的には、別体の金属圧潰缶及びブラケットによって車両フレームのレール先端に取り付けられることができる。  (もっと読む)
(もっと読む)
複数の方向に湾曲したビーム、ロール成形機及び方法
高強度ビームは、ロール成形プロセスの一部として相対する方向へ曲げられる第1のセクション及び第2のセクションを有する。フレームは、ダブルベントなビームを組み込んでいるサイドフレームメンバーと、当該ビームに取り付けられる少なくとも1つのエネルギー処理筒体とを有する。1つの形態では、ビームは、筒状であり、25mmよりも大きい断面寸法と少なくとも約60KSIの引張強度である材料強度とを有する。ロール成形装置は、ロール成形機構と、ロール成形機構にインラインであり且つ互いに反対となる第1の方向及び第2の方向へ連続ビームを湾曲するスイープステーションとを有する。また、ロール成形する方法は、薄板の材料を連続ビームにロール成形するステップと、当該ビームの第1のセクション及び第2のセクションを相対する方向へ湾曲するステップとを含む。 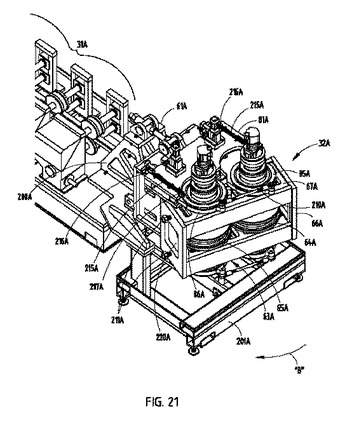 (もっと読む)
(もっと読む)
ロール成形機の可変調整式切断装置
ロール成形圧延機から延びる異なる湾曲がなされた連続ビームを切る切断ユニットは、連続ビームの形状に追従して動くピックアップサブアセンブリと、連続ビームの側部と係合しこれらを支持する一方、ブレードが連続ビームを横断方向に突き通して切る切断サブアセンブリとを備える。ロール成形圧延機及び切断ユニットに接続された制御装置は、連続ビームを通過させるように切断ユニットを制御し、そして、ピックアップ装置を動作させて次いでブレードを動作させることにより、連続ビームを長手方向に対称なビームセグメントに切るように構成される。ビームセグメントの各々は、(湾曲されている又はされていない)中央部分を有し、鏡像の関係で等しく湾曲された端部分を有する。  (もっと読む)
(もっと読む)
圧潰可能な、テーパのある筒状構造体及び製造方法
方法が、円形管材20を準備するステップと、圧縮ボックス35及びくさび割ダイ25を準備するステップと、円形管材20を、一つのテーパ又は二様テーパの矩形筒21に再成形するステップであって、くさび割ダイ25を使用して管材20の材料を圧縮ボックス35の方へ外側へ押し込む一方で、圧縮ボックス35を使用して外側形状を制御することを含む、再成形するステップとを含む。この構成は、材料が薄肉化することを最小限に抑える。長手方向衝撃エネルギーを吸収することができるように設計される圧潰可能な筒状構造体21が製造される。この圧潰可能な構造体21は、引張強度が少なくとも40KSIである材料から作製される、一つのテーパ又は二様テーパの矩形筒21を含む。より限られた形態では、引張強度は少なくとも80KSIであるが、100KSI以上であってもよい。  (もっと読む)
(もっと読む)
面内一体成形リブを有するB字形ビーム
B字形強化ビームが、縦方向に離間した上部管状形材及び下部管状形材を有するように材料シートから成形され、溝形状リブが各管状形材にわたって前壁の非支持部分の中央に形成されている。リブは前壁を剛性にすると共に安定させるように作用し、B字形ビームの実際の曲げ強度を予想理論値に非常に近くさせる。一形態では、リブは、管状形材の高さの約33%〜50%の縦寸法、及びリブの高さの約50%〜100%の奥行きを有する。リブは材料が2.2mm未満、80KSI以上であり、且つ/又は3:1等の著しい高さ対奥行きの比を有することが特に効果的である。  (もっと読む)
(もっと読む)
選択的に焼きなましたバンパビーム
バンパシステムは、車輌フレームレールに取り付けるためにブラケットマウントを後面に溶接したロール成形管状ビーム(21)を備える。図示のビームは、その全長にわたって連続管状断面を有し、中央部(23)、コーナー形成端部、及び中央部の端を端部に連結する取り付け部(25)を含む。中央部、端部及び取り付け部は、直線的か、又は同様な湾曲か、又は異なった湾曲であることができる。中央部、端部及び取り付け部は、断面領域の全体又は一部分の焼きなましを含めて、特定の衝突荷重基準に調整される部分として、同様又は異なった局部焼きなましが行われることができる。例えば、パッケージング/空間関連要件を満たすためにビームに小さい半径を形成するのを助けるため、焼きなましをロール成形プロセスに直列に入れて行うことができるか、或いは、選択された局部領域の衝突強さに好影響を与えるための補助プロセスの一部にすることができる。  (もっと読む)
(もっと読む)
1 - 10 / 25
[ Back to top ]