
株式会社深井製作所により出願された特許
1 - 7 / 7
板状体
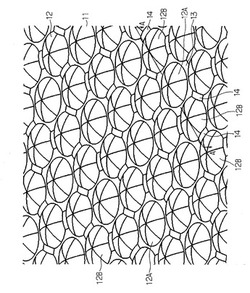
【課題】その後になされるプレス成形に備えて成形余裕度を維持しながら、更なる剛性の向上を図ることができる板状体を提供すること。
【解決手段】多数の凸部12をこの凸部12同士の間に平板部13が直線状に残らないような配列状態で且つ各凸部12同士を一定間隔を存して規則的に形成する。この凸部12は平面視が円形を呈して縦断面が円弧状を呈しており、球の一部を構成する形状である。またこの凸部12のうちの連結されない凸部12Aを中心とし、放射状にその周囲に60度毎に形成される6つの凸部12B同士は最も近い部位で残存する平板部13を分断するように各架橋部14を介して連結される。従って、凸部12Aとこの凸部12Aを中心として放射状に配設される各凸部12Bとの間には平板部13が直線状に残らないように連続して配列されるが、これら凸部12B同士は各架橋部14により平板部13が分断されて連結される。
(もっと読む)
複合材

【課題】複数枚で構成され、剛性、断熱性、遮音性能などに優れる複合材を提供すること。
【解決手段】アルミニウム製の平板状の板体1Bの上に凸部20A及び平面部20Cが形成されたアルミニウム製の板体1Aを凸部20Aが上方に突出するように、すなわち凸部20Aの開口部が下となるように、載せてプレス金型装置内にセットして、2枚の板体1A、1Bに複数の凸部20Bを形成して凸部20B同士を接合することによって2枚の板体1A、1Bを接合する。
(もっと読む)
合成樹脂製板状体
【課題】板厚を厚くすることなく十分な剛性を確保することができる合成樹脂製板状体を提供すること。
【解決手段】可動金型と固定金型とで形成されるキャビティ内に溶融した合成樹脂を射出して成形する合成樹脂射出成形により空力カバー1を作製するが、多数の凸部2を該凸部2同士の間に平板部が直線状に残らないような配列状態で形成し、該凸部2は面視が円形を呈し、縦断面が円弧状を呈する。そして、凸部高さH/凸部幅W1の最適値は、性能向上率の鈍化が始まる直前の約16.3%の例であるが、満足できる性能向上率から、凸部高さH/凸部幅W1が12%以上〜20.0%以内が適当な範囲であると考えられる。
(もっと読む)
ヒートインシュレータ
【課題】板厚を厚くすることなく十分な剛性を確保することができるヒートインシュレータを提供すること。
【解決手段】アルミニウム製の平板にエンボス成形によって多数の凸部2を該凸部2同士の間に平板部が直線状に残らないような配列状態で形成し、該凸部2は平面視が正六角形を呈し、対角を形成する頂点を通る縦断面が円弧状を呈している。そして、凸部高さH/凸部幅W1の最適値は、性能向上率の鈍化が始まる直前の約16.3%の例であるが、満足できる性能向上率から、凸部高さH/凸部幅W1が12%以上〜20.0%以内が適当な範囲であると考えられる。
(もっと読む)
ヒートインシュレータ
【課題】板厚を厚くすることなく十分な剛性を確保することができるヒートインシュレータを提供すること。
【解決手段】アルミニウム製の平板にエンボス成形によって多数の凸部2を該凸部2同士の間に平板部が直線状に残らないような配列状態で形成し、該凸部2は平面視が正六角形を呈し、対角を形成する頂点を通る縦断面が円弧状を呈している。そして、凸部高さH/凸部幅W1の最適値は、性能向上率の鈍化が始まる直前の約16.3%の例であるが、満足できる性能向上率から、凸部高さH/凸部幅W1が12%以上〜20.0%以内が適当な範囲であると考えられる。
(もっと読む)
プレス金型装置
【課題】スライド及びボルスタの変形を防止するために、構造が単純で、安価なプレス金型装置の提供。
【解決手段】スライド2下面及び/又はボルスタ5上面に固定される支持体30は、スライド2下面等に固定された固定台31上に固定された取付台34と、スライド2下面等からの高さレベルを調整するために取付台34上で回動可能な作動駒37と、この作動駒37上に配設される高さ調整駒46及び押出駒40とから構成され、作動駒37の上面に高さレベルが異なる第1段差部38を形成すると共に第1段差部38の最下部から最上部に向けて徐々に高くなるように連続した第1傾斜面39を形成し、押出駒40の下面に高さレベルが異なる第2段差部44を形成すると共に第2段差部44の最下部から最上部に向けて徐々に高くなるように連続した第2傾斜面45を形成し、作動駒37の回動により両段差部38と44とを接離させて高さレベルを調整する。
(もっと読む)
プレス金型装置
【課題】スライド及びボルスタの変形を防止するために、構造が単純で、安価で、既設のプレス金型装置にも応用できる、極めて実用的なプレス金型装置の提供。
【解決手段】ボルスタ3の取付溝10の底面上に一方の規制部材22を載置させ、上方から他方の規制部材26を取付溝10の幅狭部10Bの他方の側面10B2と一方の規制部材22の傾斜側面23との間に一方の規制部材22の傾斜側面23に他方の規制部材26の傾斜側面24を摺動させながら位置決めし、ボルト28を他方の規制部材26の挿通孔に挿通させると共に一方の規制部材22の螺合孔に先端部を螺合させ、一方の規制部材22と他方の規制部材26とで取付溝10の幅狭部10Bを形成する開口縁部を拡開するように押圧した状態とする。
(もっと読む)
1 - 7 / 7
[ Back to top ]