
日本レックス株式会社により出願された特許
11 - 19 / 19
樹脂成形用のゴム型、並びにこれを用いた成形装置及び成形方法
【課題】ゴム型に生じる変形を抑制することができ、樹脂成形品の生産性を向上できる樹脂成形用のゴム型、並びにこれを用いた成形装置及び成形方法を提供すること。
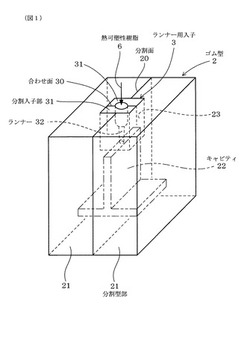
【解決手段】樹脂成形用のゴム型2は、所定の圧力で溶融状態の熱可塑性樹脂6を充填するキャビティ22を形成してなるゴム製の成形型である。ゴム型2は、複数の分割型部21を組み合わせてなると共に、分割型部21同士が対面する分割面20にキャビティ22を形成してなる。ゴム型2の分割面20には、ゴム型2を構成するゴムよりも硬度が高い材質からなるランナー用入子3が、着脱可能な状態で埋設してある。ランナー用入子3は、複数の分割入子部31を組み合わせてなると共に、分割入子部31同士が対面する合わせ面30に、キャビティ22内へ熱可塑性樹脂6を導くためのランナー32を形成してなる。
(もっと読む)
樹脂成形用のゴム型、並びにこれを用いた成形装置及び成形方法

【課題】成形する樹脂成形品の形状によらず、充填完了時にキャビティ内に発生させる圧力を適切に維持することができ、精度よく樹脂成形品を成形することができる樹脂成形用のゴム型、並びにこれを用いた成形装置及び成形方法を提供すること。
【解決手段】樹脂成形用のゴム型2は、樹脂成形品を成形するための空間であるキャビティ22内に、所定の圧力で溶融状態の熱可塑性樹脂6を充填するよう構成したゴム製の成形型である。ゴム型2は、複数の分割型部21を組み合わせてなると共に、分割型部21同士が対面する分割面20にキャビティ22を形成してなる。ゴム型2には、キャビティ22内へ熱可塑性樹脂6を導くためのランナー23と、キャビティ22に連通する余剰空間24とが形成してある。余剰空間24は、キャビティ22内において熱可塑性樹脂6が最後に到達する末端部位220に連通している。
(もっと読む)
樹脂成形方法及び樹脂成形装置
【課題】一対の型部の型締めを簡単に行うことができると共に、ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱することができる樹脂成形方法及び樹脂成形装置を提供すること。
【解決手段】ゴム製の成形型2の一対の型部2Aの型合わせ面20におけるキャビティ21の周辺には、このキャビティ21の一部と連通する型締め用空間22が形成してある。樹脂成形装置1は、充填動作の前後又は充填動作中に圧力容器61内を真空状態から増圧して、圧力容器61内の圧力を型締め用空間22内の圧力よりも高くすることによって、一対の型部2Aの型開きを防止し、充填動作を行っているときには、成形型2を介して溶融状態の熱可塑性樹脂3に0.78〜2μmの波長領域を含む電磁波を照射し、この溶融状態の熱可塑性樹脂3を加熱する。
(もっと読む)
樹脂成形装置及び樹脂成形方法
【課題】ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱でき、成形型の変形を抑制できる樹脂成形装置及び樹脂成形方法を提供すること。
【解決手段】樹脂成形装置1は、ゴム製の成形型2と、波長が0.78〜4μmの電磁波を出射する電磁波発生手段4と、波長が2μmを超える電磁波の透過量を減少させるガラス製フィルター52と、ガラス製フィルター52を透過した電磁波のうち、成形型2に吸収される波長領域の電磁波を吸収するゴム製フィルター51とを有している。樹脂成形装置1は、キャビティ21内に溶融状態の熱可塑性樹脂3を充填する際には、電磁波発生手段4から出射させた電磁波をガラス製フィルター52及びゴム製フィルター51を透過させ、ガラス製フィルター52及びゴム製フィルター51を透過させた後の透過電磁波を、成形型2を介して熱可塑性樹脂3に照射し、成形型2よりも高い温度に熱可塑性樹脂3を加熱する。
(もっと読む)
樹脂成形装置
【課題】ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱することができ、この加熱効果を向上させるためのフィルターを、冷却機能を備えて簡単に構成することができる樹脂成形装置を提供すること。
【解決手段】樹脂成形装置1は、ゴム製の成形型2と、波長が0.78〜4μmの電磁波を出射する電磁波発生手段4と、フィルター5とを有している。フィルター5は、透明材料からなる透明板51同士の間に形成した間隙511に、波長が2μmを超える電磁波の透過量を減少させるためのフィルター用水52を充填してなる。電磁波発生手段4は、キャビティ21内に熱可塑性樹脂3を充填する際に、当該成形型2を介して熱可塑性樹脂3にフィルター5を透過させた後の透過電磁波を照射して、熱可塑性樹脂3を加熱するよう構成してある。
(もっと読む)
樹脂成形装置
【課題】ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱することができ、良好な樹脂成形品を得ることができる樹脂成形装置を提供すること。
【解決手段】樹脂成形装置1は、キャビティ21を形成してなるゴム製の成形型2と、0.78〜2μmの波長領域に強度のピークを有する電磁波を出射する電磁波発生手段4と、波長が2μmを超える電磁波の透過量を減少させるフィルター5とを有している。キャビティ21は、複数の板形状空間211を交錯させて連結した三次元形状の空間に形成してあり、各板形状空間211には、その外形を形成する面方向と、面方向に垂直な厚み方向とがある。電磁波発生手段4は、キャビティ21内に熱可塑性樹脂3を充填する際に、成形型2を介して熱可塑性樹脂3にフィルター5を透過した後の透過電磁波を照射すると共に、各板形状空間211の面方向に対して傾斜する方向から透過電磁波を照射する。
(もっと読む)
樹脂成形方法及び樹脂成形装置
【課題】ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱することができ、良好な樹脂成形品を得ることができる樹脂成形方法及び樹脂成形装置を提供すること。
【解決手段】キャビティ21を形成してなるゴム製の成形型2と、キャビティ21内を真空状態にする真空手段61と、波長が0.01〜100mの電磁波(マイクロ波又は高周波)を照射する電磁波発生手段4とを有する樹脂成形装置1を用いる。ゴム製の成形型2のキャビティ21内を真空状態にする真空工程と、真空状態のキャビティ21内に溶融状態の熱可塑性樹脂3を充填する充填工程と、キャビティ21内の熱可塑性樹脂3を冷却して樹脂成形品を得る冷却工程とを行う。充填工程においては、成形型2を介して熱可塑性樹脂3にマイクロ波又は高周波を照射することにより、成形型2に対して熱可塑性樹脂3を選択的に加熱する。
(もっと読む)
樹脂成形方法及び樹脂成形装置
【課題】ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱することができ、良好な樹脂成形品を得ることができる樹脂成形方法及び樹脂成形装置を提供すること。
【解決手段】ゴム製の成形型2のキャビティ21内に熱可塑性樹脂3を充填し、この熱可塑性樹脂3を冷却して樹脂成形品を得る樹脂成形方法及び樹脂成形装置1である。キャビティ21内に熱可塑性樹脂3を充填する際には、波長が0.78〜4μmの電磁波を出射する電磁波発生手段4と、波長が2μmを超える電磁波の透過量を減少させるフィルター5とを用いる。電磁波発生手段4から出射させた電磁波をフィルター5を透過させ、フィルター5を透過させた後の透過電磁波を、成形型2を介して熱可塑性樹脂3に照射して、成形型2に対して熱可塑性樹脂3を選択的に加熱する。
(もっと読む)
樹脂成形方法及び樹脂成形装置
【課題】ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱することができ、良好な樹脂成形品を得ることができる樹脂成形方法及び樹脂成形装置を提供すること。
【解決手段】キャビティ21を形成してなるゴム製の成形型2と、キャビティ21内を真空状態にする真空手段61と、波長が0.78〜2μmの電磁波(近赤外線)を照射する電磁波発生手段4とを有する樹脂成形装置1を用いる。ゴム製の成形型2のキャビティ21内を真空状態にする真空工程と、真空状態のキャビティ21内に溶融状態の熱可塑性樹脂3を充填する充填工程と、キャビティ21内の熱可塑性樹脂3を冷却して樹脂成形品を得る冷却工程とを行う。充填工程においては、成形型2を介して熱可塑性樹脂3に近赤外線を照射することにより、成形型2に対して熱可塑性樹脂3を選択的に加熱する。
(もっと読む)
11 - 19 / 19
[ Back to top ]