
柿原工業株式会社により出願された特許
11 - 14 / 14
銅フリー樹脂めっきの成膜方法
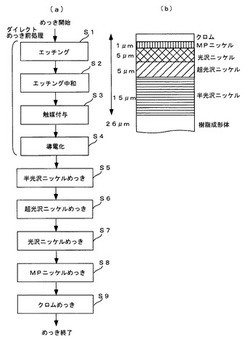
【課題】 光沢ニッケルめっき膜部分を、レべリング性の高い超光沢ニッケルめっきを代用することで、銅フリーめっきでニッケルめっき膜厚を削減しても良好な外観、さらに耐食性を向上させる。
【解決手段】 高耐食性が要求される電気めっきを樹脂成形品に施す銅フリー樹脂めっきの成膜方法であって、樹脂成形品にダイレクトめっきの前処理S1、S2、S3、S4を施し、次に、樹脂成形品に半光沢ニッケルめっきS5、超光沢ニッケルめっきS6、光沢ニッケルめっきS7、MPニッケルめっき(マイクロポーラスニッケルめっき)S8の順で各めっき処理を施し、最後にクロムめっきS9を施す。
(もっと読む)
樹脂成形品のパートライン研磨方法

【課題】 研磨ベルトによる研磨と、板状の研磨材による仕上研磨とを組み合わせることで、凹凸形状部、角部や曲面形状部にパートラインを有する樹脂成形品を迅速に連続して研磨することができ、かつその研磨面を平滑なものに仕上げる。
【解決手段】 凹凸部などを有する樹脂成形品Wの周囲に形成されたパートライン52を有する樹脂成形品Wの凹形状部のパートラインは、研磨ベルト1の研磨面を近づけ、押し当てながら研磨し、樹脂成形品Wの角部や曲面形状部のパートラインは、パートラインが研磨ベルト1の研磨面を擦るように、樹脂成形品Wを研磨ベルト1の回転方向に対して略直角方向に移動させながら、樹脂成形品Wの周囲のパートラインを連続して研磨し、引き続いて、樹脂成形品Wの周囲のパートラインが回転又は振動する板状の研磨材3面を擦るように、樹脂成形品Wを略水平方向に移動させながら、樹脂成形品Wの周囲のパートラインを連続して仕上研磨する。
(もっと読む)
樹脂成形品のパートライン研磨装置
【課題】 研磨ベルトと、仕上研磨する研磨板とを隣接配置すると共に、樹脂成形品 の方向を可変させながら研磨する機構を設けることで、パートラインが様々な形状からなる樹脂成形品の何れも研磨処理することができる。
【解決手段】 凹凸部、角部や曲面部を有する樹脂成形品Wの周囲に形成されたパートライン52を研磨する無端ベルト状の研磨ベルト1と、研磨ベルト1に隣接すると共に、樹脂成形品Wのパートライン52を仕上研磨する、略水平方向に配置した回転軸9に連結した回転板10に取り付けた研磨板2と、樹脂成形品Wを、パートライン52が略水平方向になるように着脱自在に担持するワーク保持具3と、ワーク保持具3を樹脂成形品Wと共に、略水平の所定方向に移動させるワーク保持具可動機構4と、を備えた。
(もっと読む)
マグネシウム合金のめっき皮膜形成方法
【課題】 前処理段階で、高価なパラジウム塩や環境負荷物質であるフッ化物を使用することなく、密着性及び耐食性を確保する。
【解決手段】 マグネシウム合金からなる被めっき体の上にめっき皮膜を形成する方法において、アンモニア又はアミン基を含む水溶液中でマグネシウム合金を陽極とした電解エッチングを行う電解エッチング工程(S1)と、電解エッチング工程(S1)に続いて被めっき体を無電解めっき浴に浸漬させ、無電解めっき浴中に含有されている金属を析出させて皮膜を形成させる無電解めっき工程(S2)と、無電解めっき工程(S2)に引き続いて電気めっき浴中に含有されている金属を電解析出させる電気めっき工程(S4)と、を含むめっき方法であり、めっき皮膜中の残留応力を緩和するために熱処理(S3)を実施する。
(もっと読む)
11 - 14 / 14
[ Back to top ]