
株式会社木村工業により出願された特許
1 - 8 / 8
かご形誘導電動機の回転子の製造方法
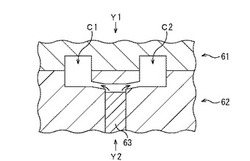
【課題】 大きさを変えることなく従来よりも高効率のかご形誘導電動機を製造できるようにする。
【解決手段】 ロータコアを構成する電磁鋼板の積厚方向が上下方向になるようにロータコアをキャビティ(C1、C2)内に収める。0.05[m/sec]以上0.2[m/sec]以下の低速層流充填速度で液相の純アルミニウムを、キャビティ(C1、C2)の下方からキャビティ(C1、C2)内に供給する。キャビティ(C1、C2)内に収められているロータコア200に接触しているときのアルミニウムの温度を、630[℃]以上660[℃]以下にする。
(もっと読む)
ハイブリッド加圧成形装置

【課題】型締めシリンダにより上型に型締め力を付与する際に、ボールねじ機構の損傷を防止してその耐久性を向上するハイブリッド加圧成形装置を提供する。
【解決手段】コラム14,15に下向きに連結された型締めシリンダ32のラム36の下端部に可動上型把持体39を介して上型16を装着する。コラム14,15に固定支持基盤71を介して支持されたボールねじ軸74にボールナット75を螺合し、該ナット75にナット取付筒体76を連結する。ナット取付筒体76の下端部に設けられたフランジ部78と、可動上型把持体39との間に相対移動許容機構77を設ける。可動上型把持体39とフランジ部78とをボルト79により連結し、可動上型把持体39の上面とフランジ部78の下面との間に隙間gを設ける。型締めシリンダ32による上型16の加圧時に、相対移動許容機構77によってボールねじ機構70が損傷するのを防止する。
(もっと読む)
成形機の突出装置
【課題】本発明の目的は、型締め装置とは異なる位置に配置された成形品取出装置により、コア型から成形品を突き出すことが可能な成形機の突出装置を提供することにある。
【解決手段】ノックピン2の先端部には、段部3と、細径部4と、双頭鉤部5とが形成され、一方、突出板7には、ノックピン2の段部3の挿通を不可とすると共に、回動して第1姿勢と第2姿勢との間で姿勢変更可能なノックピン2が、第1姿勢を取る時の双頭鉤部5の挿通を許容し、第2姿勢を取る時の双頭鉤部5の挿通を不可とするノックピン用孔6が形成されている。
(もっと読む)
成型装置
【課題】構造を簡素化して、部品点数を低減し、製造及び組付作業を容易に行い、コストを低減することができる成型装置を提供する。
【解決手段】昇降体41に対し上型ホルダ43を相対移動機構44によって所定のギャップGの範囲内で上下方向の相対移動可能に装着する。下型ユニット21に設けられた貯留室34からキャビティKに溶湯Yを供給するゲート52と対応して、昇降体41に堰部材54の上端部を連結する。上型ユニット22を下型ユニット21に型閉めした状態で下型ユニット21及び上型ユニット22を下降動作させ、貯留室34内の溶湯Yを押出加圧ロッド33を貯留室34内に進入させることによりキャビティKに供給する。この供給途中で昇降体41の下面を上型ホルダ43の上面に接触させてギャップGをなくして、堰部材54の下端部をゲート52の内部に進入させ、ゲート52の通路断面積を低減する。
(もっと読む)
成型装置
【課題】製品の成型作業の能率を向上することができるとともに、貯留室内に余剰の溶湯が注入されても、成型作業を適正に行うことができる成型装置を提供することにある。
【解決手段】下型37に収容した円筒体42の内部に押出ロッド40を上下方向の移動可能に挿入し、押出ロッド40の上面と円筒体42の内周面とにより溶湯Yの貯留室47を設ける。下型37の第1成型面371と上型54の第2成型面541とによりキャビティを形成する。前記貯留室47に溶湯Yを貯留するダンパー室としての機能をもたせる。押出ロッド40によって貯留室47内の溶湯Yがキャビティ内に押し出されたとき、余剰の溶湯Yを貯留室47の上部に貯留する。
(もっと読む)
金型成形方法
【解決手段】固定型に対し可動型を型開きした後、固定型のパーティング面に対し可動型のパーティング面を型開閉方向に対し直交する横方向へ退避させるように可動型を型開き状態から横移動させて退避状態にする第一工程Aと、その可動型の退避状態で、固定型の注湯室に溶湯を注入すると同時に、固定型に離型剤を塗布するとともに、可動型から成形品を取り出した後に可動型に離型剤を塗布する第二工程Bと、この可動型を退避状態から横移動させた型開き状態を経て固定型に対し型締めした状態で、固定型の注湯室に注入された前記溶湯を固定型と可動型との間のキャビティで加圧して成形する第三工程Cとを経て前記成形品を製造する。
【効果】可動型の退避状態で、固定型に対する溶湯の注入と同時に、可動型からの成形品の取出しや固定型及び可動型に対する離型剤の塗布も行うことができるので、成形時間TSを短縮することができる。
(もっと読む)
成形装置における貯留室への溶湯の供給方法及びその装置
【課題】溶湯供給機構によって貯留室へ溶湯を注入する際に、前記貯留室に溶湯を適正に注入し、製品の品質を向上できる成形装置における貯留室への溶湯の供給方法を提供する。
【解決手段】ベッド11の上面に複数の油圧シリンダ12を介して下型ユニット16を昇降動作可能に装着する。下型ユニット16の中央部に貯留室形成体19を嵌入固定し、ベッド11の中央部に装着した油圧シリンダ20の押出ロッド23を貯留室形成体19の内部に挿入する。押出ロッド23の上面と貯留室形成体19の内周面とによって形成された貯留室24の内部に溶湯供給装置47から溶湯Yを注入するに際して、貯留室24の容積を最小状態とし、押出ロッド23を下方に移動させて貯留室24の容積を増大しつつ溶湯Yの注入を行う。貯留室24に注入される溶湯Yが貯留室24の底部で跳ね返ることはなく、溶湯Yの注入を適正に行い、成形される製品の品質を向上できる。
(もっと読む)
成形装置
【課題】貯留室から被成形材料をキャビティ内へ射出する速度と、キャビティ内のエアを排出する速度の同期を容易に図ることができる成形装置を提供する。
【解決手段】油圧シリンダ12により昇降動作可能に装着された下型ユニット16のホルダ17に第1連通路41を形成し、その一端開口41aを該ホルダ17の上面17aに形成する。油圧シリンダ12のロッド側シリンダ室42と第1連通路41の他端開口41bを可撓配管43によって連通する。上型ユニット22に対し一端をホルダ23の下面23aに開口44aし、他端を上型24の成形面24bに開口44bした第2連通路44を形成する。上型ユニット22を下降動作させて下型ユニット16に型合わせし、第2連通路44と第1連通路41を連通した状態で両型ユニット16,22を下方に移動すると、キャビティ内のエアが油圧シリンダ12のロッド側シリンダ室42の容積の増大によって吸引される。
(もっと読む)
1 - 8 / 8
[ Back to top ]