
Fターム[2F061JJ11]の内容
機械的手段による測長計器 (2,489) | 表示 (335) | 目盛部 (239) | 等分割目盛 (6)
Fターム[2F061JJ11]に分類される特許
1 - 6 / 6
スケールおよびノギス
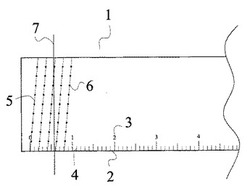
【課題】簡易かつ精度高く計測することができるスケールを提供する。
【解決手段】定規面と、略平行方向に区分する主目盛と、主目盛を斜め方向に分割する副目盛とを備る。
(もっと読む)
比率分割用目盛り

【課題】
図面や絵にも使いやすく、大きな部分でも小さな部分でも十分な精度となる実用性の高い黄金分割用の測定目盛りを提供する。
【解決手段】
黄金比の逆数0.618で縮小していく長さを持つ複数の区間を無限配列として並べて、かつその収束点を原点として明示し、さらに各区間内部に区間相互に相似形に配した小目盛り線とからなる黄金分割用目盛りを構成させ、位置関係を各区間の識別番号と小目盛り線の読み値として検出する。
【効果】
目的に合わせて3通りの方法で黄金比を測定でき、その寸法誤差も表示され、複数の内分点や外分点を一気に、直感的でわかりやすく、高い精度で割出すことのできる、実用性の高い比率測定定規を実現した。
(もっと読む)
定規
【課題】同一の目盛表示部に複数種類の目盛パターンを表示可能とした定規において、表示させる目盛パターンの種類の組み合わせの選択が特別な制約を受けることがなく、複雑な可動機構や電気的制御機構が不要なため厚型化や故障、電池切れ等の問題もなく、測定誤差や目盛数字の読み誤り事故の危険も少ない、実用的価値の高い定規を提供する。
【解決手段】定規本体の目盛表示部に、レンチキュラーレンズ1と、その背面側に位置整合して配設した、複数種類の目盛パターンを細線状に分解し幅方向に縮小した縮小パターンa1,b1,c1,a2,b2,c2,‥‥を集積した集積縮小パターン2とを設けた定規である。複数種類の目盛パターンとしては、目盛線の間隔、目盛数字の数値、目盛数字の配置の少なくともいずれかが異なる目盛パターンを組み合わせて使用する。
(もっと読む)
マーキング治具
【課題】 正確かつ簡単に、管体の外周面にその管体の端面に対して平行なマーキングを行うマーキング治具を提供する。
【解決手段】 マーキング治具は、管体の内周面に接触可能に構成された押え面22uと、その押え面22uに対して直角に形成されており、押え面22uが管体の内周面に接触した状態で、管体の端面に面接触可能に構成された基準面22sとを備える鉤部22と、鉤部22に固定されており、その鉤部22の押え面22uに対して管体の管壁を挟んで反対側に配置されており、その管体の軸方向に延びる腕部24と、腕部24に設けられており、管体の外周面にマーキングするためのマーカ30を把持する把持部26とを有しており、鉤部22の基準面22sから把持部26のマーカ30までの寸法が規定寸法となるように構成されている。
(もっと読む)
内角度および外角度測定の複合測定器具。
【課題】
V字形等、外角測定、こと内角などの測定に関しては、測定器具の機種が希薄で、特に、精密板金等々の折り曲げ加工関連に関しては、3m〜6m以上の大型化された曲げ加工設備が見られるが、長尺ものの場合、中心部のなかだれの発生により外角度の測定が困難である。そこで、長尺もの、厚ものの測定に関し、加工機金型上での軽敏な測定方法とし内角の測定器具の開発をする。
【解決手段】
複数の交点abcdおよび、目盛りブレ−ド1、角度測定ブレ−ド6と2枚のブレ−ト7等で構成される平行四辺形からなる複合分度器で、交点a を上下移動させることにより、交点bc が左右に開閉移動することで、各直線辺間に発生する角度の変化の連動性を活用した。交点abcdを基準とした、それぞれの直線辺8の間に発生する外角度及び内角度の測定をすることが出来る。
(もっと読む)
内角度測定分度器。
【目的】
現在、角度の測定に関してはV字形等、外角測定、傾斜測定、特に傾斜の測定に関してはデジタル化をしているが、こと内角などの測定に関しては、器種希薄の面は否定できない。
特に、精密板金等々の折り曲げ加工関連等に関しては、外角の測定と同等に、内角の、測定の必要性の大なるものがある。
ここで、器具種類の希薄な内角測定に着目をし、内角度の測定を中心にした測定器具の開発を目的とする。
【構成】
交点aを基準とした円弧辺9、直線辺8および角度辺A10とB11から形成された2枚の扇形ブライド1および6によって構成され、円弧延長線上を、円弧スライド孔3にそって直線辺8を移動させ、それにより直線辺8間に発生する角度すなわち、内角度の測定を特徴とした内角度専用分度器。
(もっと読む)
1 - 6 / 6
[ Back to top ]