
Fターム[3B154BF17]の内容
Fターム[3B154BF17]の下位に属するFターム
強度、伸度や弾性率 (8)
Fターム[3B154BF17]に分類される特許
1 - 6 / 6
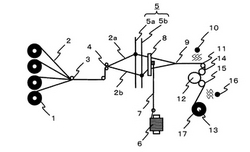
強化繊維織物の製造方法
【課題】
強化繊維織物に熱処理を行う際に、強化繊維織物の組織崩れ(織糸の目曲がり)を抑え、織組織の形態保持に有効な熱処理(目どめ処理)を施す強化繊維織物の製造方法を提供する。
【解決手段】
本発明の強化繊維織物の製造方法は、少なくとも、たて糸が強化繊維から構成され、熱可塑性樹脂および/または熱硬化性樹脂が含まれている織糸を用いてなる強化繊維織物の製造方法であって、次の(A)〜(D)工程を経る。
(A)たて糸を開口し、杼口によこ糸を打ち込んで織物を織成する織成工程
(B)織成された織物が、引取ガイドローラに接触する前に、該織物を加熱源からの輻射により非接触で加熱処理して、該織糸に含まれる熱可塑性樹脂および/または熱硬化性樹脂を軟化または熱溶融する加熱工程
(C)織物が接触角度が45〜355°の引取ローラに接触して、該織物を送り出す引取工程
(D)織物を巻き取って巻物にする巻取工程
(もっと読む)
繊維切断用刃受けロール

【課題】 刃受けロールの切断屑の発生が少なく、刃受けロールの交換頻度が低く、長時間連続使用が可能で刃受けロールを提供すること。
【解決手段】 芯金の外周に弾性層を有し、繊維を切断するカッターローラーの切断刃を受ける繊維切断用刃受けロールであって、前記弾性層は、JIS K 6301に規定する破断伸びが500〜1,000%、硬度が92〜98および反発弾性率が55〜75%の特性を有するウレタン樹脂であって、前記ウレタン樹脂は、少なくともナフタレンジイソシアネート、エステル系ポリオールおよび架橋剤から得られるポリウレタンであることを特徴とする繊維切断用刃受けロール。
(もっと読む)
インクジェット捺染方法
【課題】 本発明の目的は、予め布帛に前処理を施すことなく、十分な濃度の画像をにじむことなく布帛上に記録し、洗浄後も白場を汚染することなく、更に長期にわたり鮮明な画像を布帛上に形成できるインクジェット捺染方法を提供する
【解決手段】 インクジェット方式により布帛に記録するインクジェット捺染方法において、該記録に先だち布帛の少なくとも一部に前処理液を付与し、インクによる記録を行った後、該布帛を洗浄する工程を有し、該前処理液が二価以上の金属塩を含有し、表面張力が35mN/m以下であることを特徴とするインクジェット捺染方法。
(もっと読む)
改良された摩耗抵抗を有する織物製品およびその製造方法
本発明は、一定の摩耗抵抗を有する織物基材上に三次元パターンを適用した織物製品であって、該三次元パターンが該織物基材の面積の少なくとも15%を被覆し、該織物製品の摩耗抵抗が該織物基材の摩耗抵抗よりも高い該織物製品に関する。従って、織物基材の摩耗抵抗は、次の工程(i)および(ii)を含む加工法によって改良される:(i)一定の摩耗抵抗を有する織物基材ウェブを供給し、次いで(ii)該織物基材ウェブ上に三次元パターンを、該織物基材ウェブの面積の少なくとも15%が被覆されるように適用する。 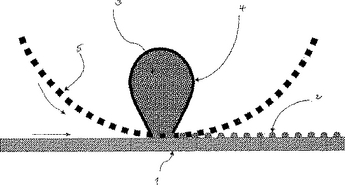 (もっと読む)
(もっと読む)
樹脂コートエアバッグ用基布及び樹脂コートエアバッグ用基布の製造方法
【課題】急激なエアバッグの膨張展開にあっても均等な糸滑りによる目開きを制御し、局部的な内圧の集中を引き起こして局所破裂する虞を回避すべく糸滑り抵抗力を小さな範囲に限定するエアバッグ用基布を提供する。
【解決手段】ウオータージェット織機で織り込んだ合成繊維に合成樹脂希釈液または樹脂発泡体若しくは樹脂発泡液を付与した後に繊維の熱安定化処理を施して複数枚の布帛とし、その布帛の少なくとも一面側に施した樹脂コート面を内面としてその周縁部を縫製することによって袋状とすると共に、縫製時に於けるミシン糸の縫い目滑り抵抗力を3〜8mmの範囲とし、124Pa〜200KPaの高差圧条件下に於ける通気性試験機を用いた通気試験を行った場合の通気度特性値を0.001〜0.250cc/cm2/secの範囲内とした。
(もっと読む)
エアバッグ
【課題】 簡易な工程で縫合部の特性を損なうことなく、気密性を向上させたエアバッグ、特に側部用エアバッグの提供。
【解決手段】 複数の本体パネルが縫合されてなるエアバッグ、特に側部用エアバッグであって、該縫合部が、縫い糸と易溶融性材料とから縫合されており、好ましくは縫い糸(A)と融点が200℃以下である易溶融性材料(B)との重量比が(A):(B)=1:5〜5:1の範囲にあり、縫合部が、強度6cN/dtex以上の縫い糸により運針数2〜10針/cmで縫合されていることを特徴とするエアバッグ。
(もっと読む)
1 - 6 / 6
[ Back to top ]