
Fターム[3C007LT04]の内容
マニピュレータ、ロボット (46,145) | 位置制御 (995) | 補間、経路制御 (138) | 特殊パターンによる補間 (16) | ウィービング補間 (10)
Fターム[3C007LT04]に分類される特許
1 - 10 / 10
タンデムアーク溶接システムを制御するロボットコントローラ、それを用いたアーク倣い制御方法およびタンデムアーク溶接システム
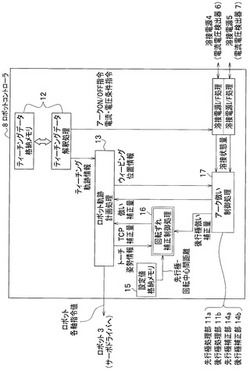
【課題】アーク倣いを任意の回転中心で行った場合においても、先行極に位置ずれが発生せず、溶接欠陥が生じることのないタンデムアーク溶接システムを制御するロボットコントローラ、それを用いたアーク倣い制御方法およびタンデムアーク溶接システムを提供する。
【解決手段】タンデムアーク溶接システムを制御するロボットコントローラ8は、先行極処理部11aが算出した先行極変化量から左右および上下方向の位置ずれを補正する先行極補正量を算出する先行極補正部14aと、後行極処理部11bが算出した後行極変化量から回転方向の位置ずれを補正する後行極補正量を算出する後行極補正部14bと、先行極2aの位置ずれを補正する回転中心補正量を算出する回転ずれ補正制御処理部16と、ティーチング位置と倣い補正時における溶接トーチ2の回転中心の位置を補正するロボット軌跡計画処理部13と、を備える。
(もっと読む)
溶接ロボットの制御装置

【課題】 基本3軸などのイナーシャの大きい軸を使用することなくイナーシャの小さい軸のみを使用してウィービング動作させるようにすることで、高い軌跡精度、高い周波数でウィービングを行うことができるようにするとともに、ウィービング動作する平面の制限をなくし任意のトーチ姿勢でウィービング動作させるようにすることで、ワークとの干渉を防止し煩わしい教示作業を不要とする。
【解決手段】 溶接ロボットの手首3軸のうち、最先端の軸を除く直交する直交2軸によって溶接トーチ先端が動く平面に対して垂直な方向に溶接トーチ先端を移動させ得るウィービング軸が、溶接ロボットに追加される。コントローラは、ウィービング移動量を、直交2軸およびウィービング軸それぞれの駆動量に変換する。直交2軸およびウィービング軸をそれぞれ、変換された対応する駆動量だけ駆動させる駆動指令を溶接ロボットに与えることで、当該溶接ロボットをウィービング動作させる。
(もっと読む)
アーク溶接ロボットおよびそのウィービング方法
【課題】装置コストの高騰を招来することなく、ウィービング動作時におけるトーチ先端位置の位置決め精度を向上させる。
【解決手段】旋回軸J1、第1揺動軸J2および第2揺動軸J3からなるアーム軸の3軸を含む少なくとも6自由度を有する多関節ロボットの各軸J1〜J6を用いて溶接トーチ7のトーチ先端を溶接線に沿って移動させると共に、トーチ先端を所定の周波数で溶接線に対して左右に周期的に揺動させるウィービング動作を行うときに、ウィービング動作によるアームの先端部20aの移動量が最小となるように溶接トーチ7の、該溶接トーチ7の中心軸に対する回転角度であるトーチ回転角を、多関節ロボットの各軸J1〜J6を用いて変化させるウィービング方法により溶接を行う。
(もっと読む)
多関節型のタンデム溶接ロボット
【課題】簡単かつ安価な多関節型のタンデム溶接ロボットを提供する。
【解決手段】2本の溶接トーチ3、4を取り付けた多関節型溶接ロボットにおいて、多関節ロボットの最先端にある手首軸2に取り付けられた前記各溶接トーチ3、4と、ロボット全軸の複合動作により前記各溶接トーチを開先幅方向に揺動させる揺動機能とを有し、前記各溶接トーチのトーチ角度を一定に保ったまま、前記各溶接トーチを開先幅方向に同じ位相かつ同じ振幅で揺動させるとともに、ルートギャップまたは前層ビード幅に応じて、前記手首軸を旋回させることにより、溶接方向に対する開先幅方向の電極間距離を所定の値に変更することで、前記開先幅方向の電極間距離とともに前記揺動の幅を制御してタンデム溶接を行う。
(もっと読む)
ウィービング動作制御方法
【課題】 従来のウィービング動作制御方法は、「あまり」を生じないようにするためピッチを調整しており、同じウィービング条件のつもりでプログラムを作成しても、実際の動作では異なるウィービングを行う場合があり、ビード外観に相違が生じるという課題を有していた。
【解決手段】 1ウィービング周期の始まり毎に、1ウィービング周期の始まりにおける補間点と位置ベクトルとで得られる制御点(TCP)の位置と実際の位置との初期の位置差ベクトルを算出する。そして、当該ウィービングサイクルの間に、時々刻々移動する補間点位置ベクトルに、ウィービングベクトル計算方法で求めたウィービングベクトルを加え、さらに、補間ごとに漸減した位置差ベクトルを加算することで徐々に相殺する。これにより、教示点を境に溶接線が屈曲する場合や異なるウィービング動作に切り替わる場合の動作が滑らかになる。
(もっと読む)
ロボットシステム
【課題】検出したギャップ長が、溶接条件テーブルで設定されたギャップ長近傍において短周期で変化する場合でも安定した溶接が行えるロボットシステムを提供する。
【解決手段】センサ803によって検出した溶接線の位置に基づき溶接トーチ702の位置を補正するとともに、ギャップ長に応じて溶接条件を変更しながら溶接作業を行うロボットシステムにおいて、ロボット制御装置804は、ギャップ長とギャップ長に応じて段階的に変化する所定の前記溶接条件との対応を記録した溶接条件テーブル104と、ギャップ長の変化に伴う前記溶接条件の変更の遅れ量を設定する条件緩和パラメータ102と、溶接条件テーブル104での溶接条件の変化点に対応するギャップ長近傍における溶接条件の変更を条件緩和パラメータ102によって設定された分だけ遅らせて出力する条件緩和演算部101とを備える。
(もっと読む)
溶接ロボット
【課題】溶接ロボットの構造を簡略化し、かつ動作制御も容易に行えるようにする。
【解決手段】ロボット本体20はリニアガイド10により溶接ラインに沿う方向に移動するものであり、台板21にはねじ軸30に沿って昇降するZ軸ブロック29からなるZ軸駆動手段27が装着され、このZ軸ブロック29にY軸モータ35によりY軸方向に駆動される作動アーム34を備えたウィービング動作手段32が装着され、作動アーム34の先端に揺動駆動モータ46により上下方向に揺動する揺動部材42を有する手首関節機構37を介して溶接トーチ4をクランプするクランプ部材38が連結されている。ウィービング動作を行わせる際に、ロボット本体20のハウジング26内に設けた角度センサ39からの検出信号に基づいて、Z軸駆動手段27と手首関節機構37とからなるウィービング補正手段で溶接トーチ4の動作軌跡が補正される。
(もっと読む)
溶接ロボットの制御方法
【課題】溶接ロボットにおいて比較的簡易な計算で第4及び第5の軸の2軸のみによるウィビング動作を実現する。
【解決手段】ウィビング成分加算前のトーチ先端16aの位置Pc(t)にウィビング成分を加算してウィビング加算後の仮のトーチ先端16aの位置P(t)を求める。アームの先端位置Parmを中心とし、仮のトーチ先端16aまでの距離を半径とする球面Qを求める。少なくとも仮のツール先端位置P(t)を使用して、球面Q上にウィビング成分加算後の真のトーチ先端16aの位置となる交点PQを求める。交点PQから第4及び第5の軸の関節角度J4’,J5’を算出する。
(もっと読む)
ロボットの制御装置およびロボットの軌跡制御方法
【課題】溶接線の途中からウィービング動作や溶接条件を変化させ、溶接施工継手に適応した溶接を行う。
【解決手段】教示時に、ウィービング動作の方向と、始点におけるウィービング動作の第1の振幅Xおよび終点におけるウィービング動作の第2の振幅Yと、溶接線上に存在し終点から所定距離離れた点Nとを指定し、ロボットが始点から指定点に到達するまでは第1の振幅Xでウィービング動作するとともに、指定点Nから終点に到達するまでは、第1の振幅Xから第2の振幅Yへ振幅を補間しつつウィービング動作する。
(もっと読む)
溶接ロボット制御装置
【課題】 予め教示された振幅で確実にかつ正確にウィービング動作させることのできる溶接ロボット制御装置を提供する。
【解決手段】 本発明の溶接ロボット制御装置20は、溶接ロボット10の各関節に設けられた複数の駆動モータ13をフィードバック制御で駆動することにより、補間点ごとに溶接トーチ14をウィービング動作させつつアークを発生させて溶接ロボット10に溶接を行わせるものであって、補間点ごとに、ウィービング動作しない場合の各関節の関節角度と、ウィービング動作する場合の各関節の関節角度との差を関節ごとにウィービング変位として算出し、駆動モータ13のサーボ制御定数と予め定めるウィービング周波数とに基づいて、駆動モータ13のフィードバック制御系におけるゲインを算出し、算出されたゲインの逆数を、ウィービング変位に乗じ、その値をウィービング動作しない場合の各関節の関節角度に加算することにより、補間点ごとに駆動モータ13に対する動作指令としての各関節の関節角度を算出するCPU21を備える。
(もっと読む)
1 - 10 / 10
[ Back to top ]