
Fターム[3C036AA17]の内容
穴あけ、中ぐり加工 (1,347) | 特定対象、形態の加工 (324) | 非円形穴の加工 (9)
Fターム[3C036AA17]に分類される特許
1 - 9 / 9
非真円形穴加工方法および非真円形穴加工装置
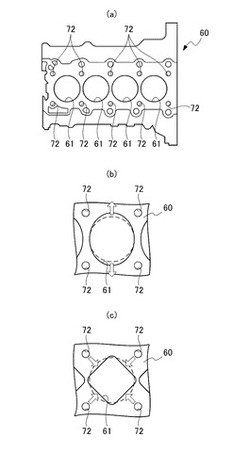
【課題】高速かつ高精度でワークを加工できる非真円形穴加工方法を提供すること。
【解決手段】非真円形穴加工方法は、シリンダブロックに既に形成された断面非真円形状のボアと同一形状のボアを、シリンダブロックに形成する。すなわち、既に形成されたボア軸線上に複数の測定点を設定し、これら複数の測定点それぞれでのボアの内径形状を測定して、内径形状データとして取得する内径形状データ取得工程と、内径形状データを周波数解析し、0次からn次(nは自然数)までの周波数成分の振幅値および位相値を分析内径形状パラメータとして算出する分析内径形状パラメータ算出工程と、前記内径形状パラメータを、加工装置の電子記憶媒体に記憶させる分析内径形状パラメータ記憶工程と、を備える。
(もっと読む)
多角形形状ボーリング加工装置

【課題】多角形の断面形状のボーリング加工を容易に行うと共に、加工時間を短縮できる多角形形状ボーリング加工装置を提供する。
【解決手段】偏心スリーブ16にその回転中心軸A−Aと距離hだけ偏心した位置に貫通穴12を形成し、その貫通穴12に加工主軸22を回転自在に挿入保持する。偏心スリーブ16を回転させるために5つの軸と4つのユニバーサルジョイントを交互に連結させたものから成る位相角度差・回転比率伝達手段を備える。位相角度差・回転比率伝達手段の出力軸66は、ユニバーサルジョイントを使用して2周期の増速と減速を行う。出力軸66の回転数を加工主軸22の回転数のN倍として偏心スリーブ16に2N回の±の位相ずれを発生させる。偏心スリーブ16の1回転の間に加工主軸22の加工バイト24の位置と偏心スリーブ16の回転中心A−Aとの距離が2N回変化し、これによりボーリング穴の加断面を多角形に形成することができる。
(もっと読む)
カム駆動装置及び加工方法
【課題】非真円形穴の内周面を高精度に加工する。
【解決手段】第1回転軸(アーバ11)と、該第1回転軸内に設けた第2回転軸(シャフト22)とを備え、これら回転軸を非円形穴に進退させ、第1回転軸の外周の収納孔(貫通孔111)に突没自在に設けた工具(切削バイト13)を、第2回転軸の軸上に設けたカム121のカムプロファイルに従い、前記収納孔から突出させて、非円形穴の内周面を加工する加工装置(非真円形穴加工装置1)に設けられ、前記カム121の回転角と、前記回転角により得られる工具の突出量とを対応付けたデータ(突出量カム角度対応テーブル90)を記憶する記憶手段(メモリ91)と、前記記憶手段に記憶したデータに従い、前記第1回転軸の位相に対して前記第2回転軸の位相を進角化または遅角化させる制御手段(主制御装置41)とを備えたカム駆動装置(制御装置40)。
(もっと読む)
配線板の製造方法
【課題】ディスクリート部品をしっかりと固定して位置決めすることができ、しかもガラス繊維の切れ残りの発生を防止して加工精度を確保可能な配線板の製造方法を提供する。
【解決手段】複数の貫通孔の外周が交点を有するように孔開けされることで、前記複数の貫通孔により連続した異形貫通孔が形成され、前記複数の貫通孔の外周の交点が前記異形貫通孔の外周の内側に突出した突出部を形成する配線板の製造方法であって、前記異形貫通孔の外周内でかつ前記異形貫通孔の突出部となる前記複数の貫通孔の外周の交点の近傍に下孔を設ける配線板の製造方法である。
(もっと読む)
非真円形穴加工方法および非真円形穴加工装置
【課題】高速かつ高精度でワークを加工できる非真円形穴加工方法を提供すること。
【解決手段】非真円形穴加工方法は、シリンダブロックに既に形成された断面非真円形状のボアと同一形状のボアを、シリンダブロックに形成する。すなわち、既に形成されたボア軸線上に複数の測定点を設定し、これら複数の測定点それぞれでのボアの内径形状を測定して、内径形状データとして取得する内径形状データ取得工程と、内径形状データを周波数解析し、0次からn次(nは自然数)までの周波数成分の振幅値および位相値を分析内径形状パラメータとして算出する分析内径形状パラメータ算出工程と、前記内径形状パラメータを、加工装置の電子記憶媒体に記憶させる分析内径形状パラメータ記憶工程と、を備える。
(もっと読む)
非円形穴開け加工装置
【課題】簡易な構成でワークを所望の断面形状に加工できる非円形穴開け加工装置を提供すること。
【解決手段】非円形穴開け加工装置1は、円筒形状のアーバ11、21と、このアーバ11、21の内部に収納されたシャフト12、22と、アーバ11の外周面に設けられた切削用バイト13と、シャフト12に設けられ切削用バイト13を押圧するカム121と、第1ロータリエンコーダ252と、第2ロータリエンコーダ241と、アーバ11、21を回転駆動するアーバモータ23と、シャフト12、22を回転駆動するシャフトモータ24と、制御装置40と、を備える。制御装置40は、アーバ11、21およびシャフト12、22を同期して回転させつつ、アーバ11、21の回転角の位相に対してシャフト12、22の回転角の位相を進角化または遅角化させることで、切削用バイト13をカム121で押圧して、切削用バイト13の突出寸法を調整する。
(もっと読む)
切削加工装置
【課題】多角形の角孔を切削する際に切削コーナーにRが残らないようにすると共に、切削面の面粗度が向上するようにバイトにビビリが発生しないようにする。
【解決手段】機械側から回転伝達を受ける入力軸3の回転運動をX軸用カム21及びY軸用カム37により角軸状運動に変換すると共に、変換にともない第1及び第2スライダHを追従スライドさせてバイト47による角孔形状や内コーナーをRが存在しないように切削し、かつ第1及び第2スライダの反対方向にスライドする第1及び第2バランスウエイトJにより本体の振動を抑えてビビリが発生しないようにする。
(もっと読む)
切削加工装置
【課題】 ワークに下穴の加工を不要とし、また数値制御の機械を用いないで角孔を切削する。
【解決手段】 機械に対し不回転状態に接続したケーシング1内で回転するように軸承し、かつ機械側から回転伝達を受ける入力軸2、入力軸の先端側に末端側を屈曲による軸方向変位が生じても回転伝達可能な自在継手18を介し連結した中間軸、中間軸の外側に軸承し、ガイド手段20により前後方向にスライドする第1スライダ21、第1スライダ21に並設して入力軸の先端に共に回転するX軸用カム27、第1スライダに軸支してX軸用カムの周面に接触するカムフォロア、中間軸の先端側に末端側を屈曲による軸方向変位が生じても回転伝達可能な自在継手18を介し連結した先軸29、先軸に軸承し、ガイド手段20により左右方向にスライドする第2スライダ31、第2スライダに並設して共に回転するY軸用カム33、第2スライダに軸支してY軸用カムの周面に接触するカムフォロア34、先軸の先端ホルダ35に保持させたバイト36とからなる構成を採用する。
(もっと読む)
楕円孔をパイプ壁に切削形成するための装置
【課題】単純かつ信頼性の高い仕組みをもって初期の楕円または長円形状を有する開孔部を実現する。
【解決手段】本発明は、楕円孔をパイプ壁に切削形成するための装置に関する。装置のベースプレート1に固定されたパイプには、切削工具20によって楕円孔が切削形成される。切削工具20は、装置のキャリッジ2に対して円形路沿いに駆動されている間、そのカッタヘッド24を、それ自体の軸の周りに回転させる。キャリッジ2は複数の線形ランナ3によってベースプレート1上に取り付けられている。歯付き歯車10は切削工具20の駆動プーリ4と共に回転して、カムレバー11の伝達によりシャフト12を駆動するようにされている。シャフト12の回転運動は、一方ではギヤ22を駆動し、他方ではキャリッジ2をベースプレート1に対し前後に往復運動させるよう伝達される。
(もっと読む)
1 - 9 / 9
[ Back to top ]