
Fターム[3C039AA47]の内容
剪断機 (623) | ギロチン式剪断 (225) | 板状体の剪断 (76) | 刃物が板状体表面に垂直に移動 (38) | 刃物が水平面内で旋回できるもの (3)
Fターム[3C039AA47]に分類される特許
1 - 3 / 3
薄板状材料切断装置
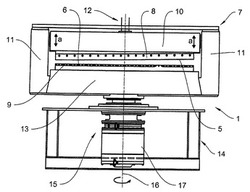
【課題】低い回転数で高トルクが得られ、かつ、小さな設置スペースしか必要としない回転駆動装置を備えた刃物回転方式の薄板状材料切断装置を提供する。
【解決手段】互いに対向する刃先5,6を有する2つの刃部8,9を備え、刃部8,9はフレーム7内に設けられており、少なくとも一方の刃部8は、他方の刃部9に向かって鉛直方向に移動可能であり、刃部8,9が設けられたフレーム7は、薄板状材料切断装置1の基台フレーム14内部に設けられた回動駆動装置15によって、薄板状材料2の走行方向に直交する基準位置から、鉛直軸16回りに両回転方向に所定の角度でもって回動可能であり、フレーム7を回動させるための回動駆動装置15は、ギヤレスで構成されているとともに、ロータがフレーム7を直に駆動する永久磁石同期モータ17を有している。
(もっと読む)
シャーリング装置の運転方法

【課題】駆動部分の耐久性を向上させることができ、且つ省エネルギーを実現できるシャーリング装置の運転方法を提供すること。
【解決手段】本発明は、長尺状のシート1をシャーリング装置3の刃部13で裁断してブランク1aとし、該ブランク1aをプレス機械20でプレスするプレス加工におけるシャーリング装置3の運転方法であって、刃部13が一体となって旋回可能な上刃13b及び下刃13aからなり、プレス機械20が、クランク機構によりプレススライド28を昇降移動させ、ブランク1aをプレスするものであり、刃部13がシート1を裁断する裁断サイクルが、刃部13を旋回させる旋回ステップAと、シート1を裁断する裁断ステップBとからなり、裁断ステップBに要する時間を一定とし、旋回ステップAに要する時間を変更可能とすることで、裁断サイクルの周期がプレススライド28の昇降移動によるプレスサイクルの周期に追従されているシャーリング装置3の運転方法である。
(もっと読む)
シャーリング装置
【課題】本発明は、上刃ホルダと、下刃ホルダの回転中心とを必ずしも厳密に一致させることを必要としない構造を持つシャーリング装置を提供する。
【解決手段】上刃ホルダ2に保持された上刃2Aと、下刃ホルダ3に保持された下刃3Aと、を対向配置し、両者を同時に水平旋回させ、両刃間にピッチ送りされてくる長尺状のワークを交互に傾斜状に裁断していくシャーリング装置であって、ワークの裁断時に上刃ホルダ2を上方から押圧して押し下げ、裁断後は上刃ホルダ2を引き上げるスライド1と、下刃ホルダ1を旋回可能に支えるボルスタ5と、を備え、スライド1には、レール12が、且つ上刃ホルダ2には、該レール12上に乗る車輪が設けられ、上刃ホルダ2は、スライド1の支軸が上刃ホルダ2に遊嵌されており、スライド1のレール12の上を上刃ホルダ2の車輪21が走行することにより上刃ホルダ2がスライド1に対して旋回可能になっているシャーリング装置。
(もっと読む)
1 - 3 / 3
[ Back to top ]