
Fターム[3C042RB21]の内容
多工程加工の機械及びシステム (754) | 工作物の搬送手段(トランスファ) (249) | 有軌道のもの (77)
Fターム[3C042RB21]の下位に属するFターム
空中レール式のもの (29)
床レール式のもの (33)
パレットを用いないもの (8)
Fターム[3C042RB21]に分類される特許
1 - 7 / 7
加工システム及び加工方法
【課題】ワークの加工ラインの製造コストを減少させ、かつ、ワークを効率的に加工すること。
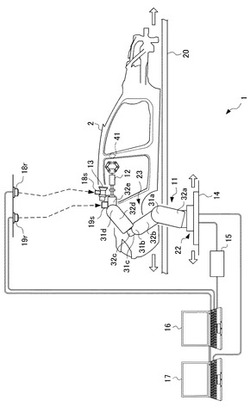
【解決手段】加工システム1において、連続搬送機構20は、ワーク2を連続搬送させる。加工機12は、ワーク2に対して所定の加工動作を行う。ロボット11は、加工機12が先端に取り付けられているアーム23と、アーム23が取り付けられるロボットベース22と、を有する。ロボット移動機構14は、ロボットベース22が取り付けられ、ロボット11を移動させる。ロボット制御装置16は、アーム23の移動制御と共に、ロボット移動機構14に対する移動制御を実行する。即ち、ロボット制御装置16は、ロボット移動機構14の移動制御として、連続搬送機構20によるワーク2の連続搬送とは独立して移動させる制御を実行する。
(もっと読む)
工程間フレキシブル自動搬送システム

【課題】レイアウト変更の自由度を高めつつ低コストで実施可能な、被加工対象物を自動搬送するのに適した工程間フレキシブル自動搬送システムを提供する。
【解決手段】複数のマシニングセンタ10に対応して配置されるワークステーションキット100と、これらを連結するレールキット200と、レールキット間又はレールキットとワークステーションキット間に配置されるターンキット300と、レールキット又はワークステーションキットの何れかに連結されるワーク投入キット410と、レールキット又はワークステーションキットの何れかであってワーク投入キットとは別のレールキット又はワークステーションキットに連結されるワーク排出キット420と、互いに連結されたこれらのキット上を移動可能な複数のワーク搬送車とを有し、レールキットは、ワークステーションキット、ターンキット、ワーク投入キット、ワーク排出キットと着脱自在である。
(もっと読む)
生産システム
【課題】作業者の介入を必要とすることなく、自動的に低コストで汎用性の高い生産ラインを構築および運用する。
【解決手段】各々が相互間におけるワークの受け渡し機構、および電源等のユーティリティの接続が共通に規格化され、単位工程に汎用化されたワーク処理ユニットを具備した複数の生産装置1が集積された生産装置用ストッカ13と、生産ラインLを構成する生産装置1が載置されるユーティリティ供給台11が配置された生産ラインLとの間に、リフター付き搬送台12が走行する生産装置搬送レール14を敷設し、クライアントコンピュータ21の制御によって、作業者の介入を必要とすることなく、生産ラインLにおける生産装置1の配置や入れ替えを自動的に行うことで、所望の工程(生産装置1)の組合せからなる生産ラインLの構築を可能にした。
(もっと読む)
生産システム
【目的】生産システムにおける複数の加工ブロックにワークを振り分けるための構成を極力簡単にすること。
【解決手段】終端加工ブロック40を除く加工ブロック20、30の制御装置は、対応する加工ブロック20,30が加工中である場合には、インサート部品52を搭載するパレット7を通過させ、下流側の加工ブロックに向けて流出させる。これにより、各加工ブロック20〜40にほぼ均等にインサート部品52を振り分けることができる。また、加工ブロック20、30の各制御装置は、次工程の加工ブロックにて停止させられているパレット7が満載状態に相当する場合には、下流側の加工ブロックにインサート部品52を搭載したパレット7を流出しないようにする。これにより、下流側の加工ブロックで待機させられているインサート部品52の数を所定数以下に抑えられるので、加工ブロック20〜40毎の加工処理負荷のばらつきが発生することを防止できる。
(もっと読む)
搬送制御システム
【課題】安価、且つ、生産性高く、混在した状態で供給される複数種類の部材を処理する。
【解決手段】搬送制御システム1は、混在した状態で供給された複数種類の部材を到着順に取り出し可能な部材取出口2と、部材取出口2から取り出された部材を一時的に格納可能なバッファ部3と、部材取出口2又はバッファ部3から部材を取り出し、制御部6により設定された搬送先に部材を搬送する搬送装置4a,4bと、部材取出口2とバッファ部3内における部材の格納状況、及び搬送装置4a,4bの稼働状況に従って、部材取出口2とバッファ部3との間で部材の取り出し元、部材を使用する生産設備5a,5bとバッファ部3との間で部材の搬送先を決定し、搬送装置4a,4bによる部材の搬送処理を制御する制御部6とを備える。
(もっと読む)
製品搬送システム
【課題】製品搬送の無駄な時間を解消することで、PULL型生産での生産効率を高め、生産納期を短縮することができる製品搬送システムを提供する。
【解決手段】製品搬送システムは、製品の加工処理が完了する前に、製品搬出予告信号S15をホストコンピュータ150に送信して、自身から搬出される加工処理後の製品の製品搬出予定時間を事前に予告する加工装置110と、自動搬送車130に移動命令信号S30を事前に送信して、自動搬送車130が製品搬出予告信号S15の搬出予定時間に合わせてその加工装置110の位置に移動するように指示するホストコンピュータ150と、搬出予定時間に合わせてその加工装置110の位置に移動する自動搬送車130とを備える。
(もっと読む)
ワークキャリア循環システム
【課題】 ワークキャリアを自動的に循環させ、加工機械等のメンテナンス性を向上させることができるワークキャリア循環システムを提供する。
【解決手段】 キャリアCに未加工ワークWを装着する装着装置22、キャリアCに装着されたワークWを加工位置に搬送するワーク搬送装置、加工済ワークWをキャリアCから離脱させる離脱装置24、空のキャリアCを離脱装置24から装着装置22に移送するキャリア移送装置26を備える。キャリア移送装置26を高い位置に配置する。装着装置22及び離脱装置24には、ワークWを保持するワーク保持機構37、キャリアCを保持するキャリア保持機構38、キャリアCに対してワークWを装着または離脱させる着脱機構39、空のキャリアCを昇降させる昇降機構40を設ける。
(もっと読む)
1 - 7 / 7
[ Back to top ]