
Fターム[3C046NN01]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | 複数バイトの保持 (128) | タレット (108)
Fターム[3C046NN01]の下位に属するFターム
Fターム[3C046NN01]に分類される特許
1 - 4 / 4
工作機械のワークの機内搬送装置
【課題】工具タレットに流体圧駆動のワーク把持具を装着して行うワークの機内搬送装置に関し、ワークを把持した状態でタレットを回転でき、その回転先の位置で把持具の開閉を行うことができ、回転工具タレットにも採用することができるようにする。
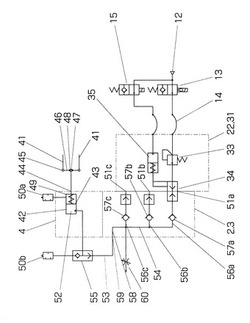
【解決手段】タレットの背面に向けて進退する進退ノズルと、タレットの背面同一円周上に開口して進退ノズルとそれぞれのタレット回動位置で連通する複数の逆止弁付き受口と、タレットの工具取付部の1箇所に対して設けられた接続口と、接続口と全ての受口とを連通するタレット内の流体通路とを備える。接続口を設けた工具取付部に装着される把持具は、その把持爪を閉方向に付勢する復帰ばねを備え、接続口から流体圧の供給を受けたときに把持爪を開く。
(もっと読む)
加工設備および加工方法

【課題】加工ヘッド一面の上下方向に2個の工具部を設けることにより、加工設備のコンパクト化およびサイクルタイムの短縮化を図ることができる加工設備および加工方法を提供する。
【解決手段】加工設備100では、下側工具部(左側工具部21L)とパレット12との水平方向間隔が、上側工具部(左側工具部22L)とパレット12との水平方向間隔よりも大きく設定され、その間隔差dは、加工ヘッド121のワークWへの接近時、下側工具部(左側工具部21L)がパレット12と干渉しないような長さに設定されている。これにより、上側工具部(左側工具部22L)によるワークWの加工時、図3に示す比較例の加工設備200とは異なり、下側工具部(左側工具部21L)の上端部とパレット12の底部との衝突を防止することができる。
(もっと読む)
交換可能な工具ホルダを備える工具支持体、および工具ホルダ
一方では低コストであり、それにもかかわらず非常に高い位置決め精度を可能にする、工具支持体(1)と工具ホルダ(3)との間のインターフェースが提案される。さらに、このインターフェースはDIN ISO 10889−1に定めるいわゆるVDIインターフェースと適合的である。  (もっと読む)
(もっと読む)
工具ホルダ、およびその工具ホルダを取り付け可能なNC旋盤装置
【課題】工具の突き出し量が大きな加工をする場合でも、工具の剛性を確保しつつタレット刃物台のすべてのステーションに工具を装着することを可能とし、工具を一斉に交換する際における交換作業が容易で、NC旋盤装置の作動停止時間を大幅に低減することが可能な工具ホルダを提供する。
【解決手段】工具ホルダ1は、金属によって正十二角形状の扁平な円盤状に形成されており、中央には、タレット刃物台の先端部分を挿通させて固定させるための挿通孔3が穿設されている。そして、表面には、半径方向において所定の角度毎(30°毎)の等間隔で、中心から放射方向へ縦長な溝を刻設することによって、工具を固定するための12個の工具固定部2,2・・が設けられている。
(もっと読む)
1 - 4 / 4
[ Back to top ]