
Fターム[3C047AA37]の内容
研削機械のドレッシング及び付属装置 (4,541) | ドレッシング一般 (865) | 振動によるドレッシング (4)
Fターム[3C047AA37]に分類される特許
1 - 4 / 4
歯面加工装置及び歯車製造方法
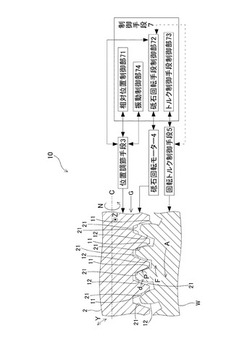
【課題】高硬歯車の面粗さの改善などを目的として加工圧を調節することができる歯面加工装置及び歯車製造方法を提供する。
【解決手段】歯面処置装置10は、はす歯状砥石2と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を移動できる位置調節手段3と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を調節して、被加工歯車Wの1つの歯を形成する歯面のうち一方の被加工歯面11のみ、はす歯状砥石2の砥石歯面21に当接させてはす歯状砥石2及び被加工歯車Wを噛み合わせるように位置調節手段3を作動させる相対位置制御部71と、砥石回転手段4を作動させる砥石回転手段制御部72と、回転トルクを所定範囲に調節するように回転トルク制御手段5を作動させるトルク制御手段制御部73と、をもつ制御手段7とを有する。
(もっと読む)
放電超音波重畳研削加工方法

【課題】加工数の増加による研削抵抗の増加を更に抑制できる放電超音波重畳研削加工方法を提供する。
【解決手段】研削工具70の砥石7あるいは被加工物2に超音波振動を印加し、導電性の被加工物2に放電エネルギーを放電電源24から与えながら研削する。研削工具70と被加工物2との間にパルス電圧を印加し、両者間で放電させて、詰まった切屑を放電作用ならびに超音波振動で除去し、かつ研削工具70と被加工物2との相対的距離を演算された変化速度(送り速度)fgで移動させながら所定の食込みの量tgで研削する。この研削加工中の放電状態のモニタリングを放電電圧、及び放電電流の双方で行なって、このモニタリングの結果を用いて、安定放電を維持するように、少なくとも変化速度fgを制御する。必要な仕上げ面性状を満足し、研削抵抗を低減して、設備の小型化ないし低価格化を実現することができる。
(もっと読む)
総形ツルーイング方法
【課題】砥石車と総形ツルーイングロールの周速度比に係らず砥粒を所望の度合いに破砕するツルーイング方法を提供する。
【解決手段】総形ツルーイングロール9を砥石車7の研削作用面に垂直方向に振動させる加振装置102を備えたツルーイング装置10を用い、砥石車7の回転周期を加振装置102の振動周期で除した値が循環数となる周期と、所望の振幅で、振動させる。この振動で総形ツルーイングロール9の砥粒押込み方向の速度を所望に制御して、砥石車7の砥粒の破砕度合いを制御する。
(もっと読む)
化学機械的研磨装置、パッドコンディショナアセンブリ及び研磨パッドコンディショニング方法
【課題】化学機械的研磨装置、パッドコンディショナアセンブリ及び研磨パッドコンディショニング方法を提供する。
【解決手段】本発明は化学機械的研磨装置100、パッドコンディショナアセンブリ160及び研磨パッドコンディショニング方法に関する。化学機械的研磨装置100は下面にウェーハWを装着したキャリア130を上面に研磨パッド120が装着されたポリッシングテーブル110にスラリ150を供給しながら回転させてウェーハWを研磨する。化学機械的研磨装置100はパッドコンディショナアセンブリ160を含み、パッドコンディショナアセンブリ160は研磨パッド120上にパッドコンディショニング溶液190を提供し、その溶液に超音波振動を印加して研磨パッド120の表面から異物質を除去することによって研磨パッド120をコンディショニングする。
(もっと読む)
1 - 4 / 4
[ Back to top ]