
Fターム[3C047DD19]の内容
研削機械のドレッシング及び付属装置 (4,541) | 情報保持手段による制御 (77) | ロータリードレッサを用いるもの (8)
Fターム[3C047DD19]に分類される特許
1 - 8 / 8
超砥粒工具およびその製造方法
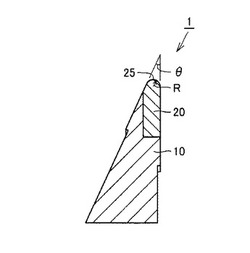
【課題】工具寿命を長くすることが可能な超砥粒工具を提供することを目的とする。
【解決手段】ダイヤモンドロータリードレッサー1は、台金10と、台金10に配置された柱状ダイヤモンド20とを備える。柱状ダイヤモンド20の表面が露出している先端部25にはR0.05mm〜R1mmの丸みが設けられている。
(もっと読む)
成形研削盤及びその制御方法

【課題】CNC成形研削盤において製品ワークを研削加工する成形砥石に対し補正ドレスを自動で行うことを課題とする。
【解決手段】制御部7Cの自動制御により製品ワークWに対し成形研削加工を行うCNC成形研削盤1において、制御部7Cは、砥石を成形するドレッサ手段21、23を制御するドレッサ制御手段と、成形された砥石である成形砥石11に係る形状を計測する形状計測手段13と、計測された結果と予め設定された目標成形砥石形状との差分情報を生成する差分情報生成手段とを備える。そして、制御部7Cは差分情報に応じて成形砥石11を補正ドレスするための制御を続行する。
(もっと読む)
総型砥石の製造方法
【課題】本発明は、1回の研削だけで、所望の形状の総型砥石が得られる総型砥石の製造方法を提供する。
【解決手段】縁部を面取り前の円板状の加工用砥石11を水平回転させつつ、水平に保持した円柱形状のツルアー2を、加工用砥石11の縁部に、該縁部が断面円弧状に面取りされるよう上下動させながら接触させるとともに加工用砥石11の中心に向けて前進させる研削工程を有する総型砥石の製造方法であって、上記研削工程において、ツルアー2の工具軌跡を、総型砥石の加工形状にツルアー2の研削後の半径(r´)だけ離間した軌跡とする総型砥石の製造方法。
(もっと読む)
ガラスディスクの製造装置
【課題】ガラスディスクの研削砥石及び又は研磨砥石を研削作業及び又は研磨作業に続いて装置内でドレッシングができるガラスディスクの製造装置を得る。
【解決手段】内周面砥石50の駆動軸31に外周面ドレス砥石60を設け、且つ前記外周面砥石51の駆動軸41に内周面ドレス砥石61をそれぞれ設け、前記内周面砥石の駆動軸に外周面ドレス砥石の駆動軸を兼用させ、且つ前記外周面砥石の駆動軸に内周面ドレス砥石の駆動軸を兼用させてなる。
(もっと読む)
ドレス装置
【課題】研削盤に設けられ、モータの小型化及びドレス精度の向上を図ることができるドレス装置を提供することを課題とする。
【解決手段】回転駆動源43は、回転軸44に直交し且つドレス砥石45の中心を通る中心面75が支軸53の中心76又は中心76近傍を通るように、支持部材54に取付けられている。
【効果】ドレス作業中にドレス砥石は研削砥石による反力を受ける。この反力方向は中心面に重なる。反力は支軸に指向する。結果として、支軸に偶力(回転力)がほとんど作用しない。そのため、モータトルクを小さくすることができ、モータの小型化及びドレス精度の向上を図ることができるドレス装置を提供することができる。
(もっと読む)
砥石のドレッサの径管理方法
【課題】手間が省かれ簡易な方法でありながら精度の高い砥石のドレッサの径管理方法を提供する。
【解決手段】砥石95の側面に形成したスピンドル91と同心状のドレッサ径測定リング部953の径を測定し、次いで、ドレッサ軸84をスピンドル91と平行にしてドレッサ83をリング部953の外周面であるドレッサ径測定部955に接触させ、この時のスピンドル91の位置とドレッサ軸84の位置とリング部953の径とに基づいてドレッサ83の径を求める。以降は、ドレッサ83がリング部953の外周面に接触した後に摩耗したリング部953の径を測定して1回の摩耗量を把握し、ドレッサ83がリング部953に接触した回数から現在のリング部953の径を算出して、ドレッサ83の径を求める。
(もっと読む)
砥石成形装置、研削盤及び砥石成形方法
【課題】適切なツルアと適切な経路にて、砥石の端面に形成された、砥石の径方向に平行な研削端面と、当該砥石の中心に近づく方向に向かって徐々に幅が狭くなるテーパ面と、をより短時間に且つ適切に成形することができる砥石成形装置、研削盤及び砥石成形方法を提供する。
【解決手段】円筒形状を有し、径方向に平行な直線部と、当該直線部から円筒中心に向かって径方向に直交する方向の長さが徐々に短くなるバックテーパ部と、を有する砥石の、直線部とバックテーパ部を成形可能であり、砥石に対して相対的に移動可能であり、ツルア回転軸TRZ回りに回転する、円板状の第1ツルア部材TAと、円錐の裾部の形状の第2ツルア部材TDと、を備え、第2ツルア部材の外周面は第2ツルア面TM2に構成されており、ツルア回転軸方向の長さは、砥石Tのバックテーパ部における砥石の径方向の長さよりも長く構成されている砥石成形装置TR。
(もっと読む)
加工装置
【課題】砥石を用いる加工装置において、砥石の経時的な形状変化等に起因する製品不良の発生を予防する。
【解決手段】固定側ワークスピンドル120と可動側ワークスピンドル130の固定ホルダ102と可動側ホルダ103の間に保持されて回転する光学素子101を、砥石106で心取り加工する加工装置M1において、固定側ワークスピンドル120に修正用砥石104を設けるとともに、砥石106の外観形状を認識するカメラ105を備え、加工装置M1の制御部140は、カメラ105を介して認識された砥石106の外観形状を随時、修正用砥石104によって修正しつつ、光学素子101の外周部101aを研削加工することで、砥石106の形状の経時的な変化等に起因する光学素子101の製品不良を未然に防止する。
(もっと読む)
1 - 8 / 8
[ Back to top ]