
株式会社アライドマテリアルにより出願された特許
1 - 10 / 192
電着超砥粒工具およびその製造方法
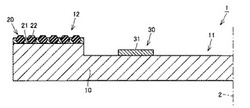
【課題】めっき厚を確実に測定することが可能な電着超砥粒工具を提供することを目的とする。
【解決手段】すなわち、CMPコンディショナ1は、台金10と、台金10の表面に形成された超砥粒層20とを備え、超砥粒層20ではダイヤモンド砥粒22がニッケルめっき層21により台金10に固定されており、さらに超砥粒層20のめっき厚を測定するために台金10の表面に設けられためっき厚測定部30を備える。めっき厚測定部30は、ニッケルめっき層31のみで構成されている。めっき厚測定部30は、超砥粒層20から離隔して設けられる。
(もっと読む)
超砥粒工具およびその製造方法

【課題】工具寿命を長くすることが可能な超砥粒工具を提供することを目的とする。
【解決手段】ダイヤモンドロータリードレッサー1は、台金10と、台金10に配置された柱状ダイヤモンド20とを備える。柱状ダイヤモンド20の表面が露出している先端部25にはR0.05mm〜R1mmの丸みが設けられている。
(もっと読む)
回転切削工具およびその製造方法
【課題】アルミ合金鋳物の湯口、または、押湯の重切削に用いる高性能の回転切削工具を提供する。
【解決手段】サーキュラーソーは、電気ニッケルめっきによる基板被膜111が形成された基板110と、基板被膜111の表面にロウ付けにより固定された、超硬質材料層101を含むチップ100とを備える。
(もっと読む)
回転切削工具およびその製造方法
【課題】重切削加工に適用できる、高性能の回転切削工具を提供する。
【解決手段】サーキュラーソーは、基板被膜111が形成された基板110と、基板被膜111の表面にロウ付けにより固定された、超硬質材料層101を含むチップ100とを備える。チップ100は、チップ被膜103を有する。
(もっと読む)
ダイヤモンド圧子およびその製造方法
【課題】測定値のばらつきを抑えることができる、ダイヤモンド圧子を提供する。
【解決手段】ダイヤモンド圧子1は、試験材料に当接する先端部材10を備え、その先端部材10が合成単結晶ダイヤモンドからなる。先端部材10を保持する保持部材20をさらに備え、先端部材の底部には平面13が形成されており、底部は保持部材20内で先端部材10のうち最も深い部分に位置する。
(もっと読む)
超砥粒ホイールおよびその製造方法
【課題】切り屑の排出をスムーズに行うことが可能な超砥粒ホイールおよびその製造方法を提供することを目的とする。
【解決手段】超砥粒ホイール10は、超砥粒2cを結合材2dにより結合した超砥粒層のみからなる円環板状の超砥粒ホイールであって、超砥粒層は、ワークに接触する作用部2と、作用部2より内側に位置する内周部3とを備え、作用部2は、半径方向に一定の幅を有し、かつ、板厚方向に一定の厚みを有し、内周部3は、作用部2よりも薄い一定の厚みを有する。
(もっと読む)
乾式ワイヤーソー切断装置
【課題】切断粉の飛散を防止し得る有効適切な乾式ワイヤーソー切断装置を提供する。
【解決手段】被切断物10から駆動プーリーに向かって走行する切断ワイヤー工具1の走行方向を案内する複数のガイドプーリー(第1ガイドプーリー12a〜第3ガイドプーリー12c)を防塵カバー13内に収容する。防塵カバー内において切断ワイヤー工具に向けてその走行方向に対して逆方向から圧縮空気を吹き付けて切断ワイヤー工具に付着している切断粉を吹き飛ばして除去するエアノズル14を設ける。エアノズルにより防塵カバー内に吹き飛ばした切断粉を吸引口15内から吸引して回収する排気装置を具備する。被切断物の表面に切断部を隠蔽する切断部カバー16を装着してその内部において切断ワイヤー工具を走行させ、切断部カバーの内部を防塵カバー内に連通させる。
(もっと読む)
超砥粒工具およびその製造方法
【課題】高精度で超砥粒の脱落が起こらない長寿命のロータリードレッサを提供することを目的とする。
【解決手段】ダイヤモンドロータリードレッサ1は、溶射により形成されて、気孔率が3%以下である溶射層23と、溶射層23上に形成されて、1層の超砥粒21が結合材22により保持されている超砥粒層20とを備える。
(もっと読む)
超砥粒工具およびその製造方法
【課題】超砥粒の脱落を抑制することが可能な超砥粒工具を提供する。
【解決手段】超砥粒ホイール1は、超砥粒層20を有し、超砥粒20は、複数の超砥粒21と、複数の超砥粒21を互いに結合させる結合材22とを有し、超砥粒層20は溶射により形成されて、超砥粒層20の気孔率は3体積%以下である。
(もっと読む)
切削工具およびそれを用いた加工物の製造方法
【課題】良好な切削面を得ることができる切削工具を提供する。
【解決手段】第一横切れ刃23aおよび第二横切れ刃23bはX軸に沿って延在し、第一前切れ刃22aおよび第二前切れ刃22bは、Y軸に沿って延在し、第一横切れ刃23aおよび第二横切れ刃23bはX軸に対して横切れ刃後退角θ1を有し、第一前切れ刃22aおよび第二前切れ刃22bは、Y軸に対して前切れ刃傾斜角θ2を有する。第一前切れ刃および第一R状切れ刃のX軸方向の最大x座標値x1と、第二前切れ刃22bおよび第二R状切れ刃24bのX軸方向の最大x座標値x2との間の差は50μm以下である。
(もっと読む)
1 - 10 / 192
[ Back to top ]