
Fターム[3C059JA13]の内容
放電加工、電解加工、複合加工 (4,787) | 機体の構成、工作物の処理 (142) | 中子処理 (4)
Fターム[3C059JA13]の下位に属するFターム
中子保持 (1)
Fターム[3C059JA13]に分類される特許
1 - 3 / 3
ワイヤ放電加工方法、プログラム生成装置、及びワイヤ放電加工装置
【課題】コアレス加工における加工時間を短縮できるワイヤ放電加工方法を得ること。
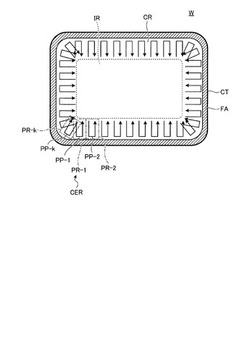
【解決手段】ワイヤ放電加工方法は、ワイヤ放電加工機により、被加工物における中子部分を徐々にスラッジ状にして前記被加工物から前記中子部分を除去するコアレス加工を行うワイヤ放電加工方法であって、中子部分における仕上げ加工代に近接する環状縁部領域がワイヤ径及び放電ギャップに応じたオフセットに応じて分割された複数の部分領域のそれぞれにおいて、内側から目標輪郭線へ略垂直に近づく第1の加工経路と前記第1の加工経路に続いて前記目標輪郭線に沿って進む第2の加工経路と前記第2の加工経路に続いて前記目標輪郭線から略垂直に内側へ遠ざかる第3の加工経路とを含む第1の加工パスで加工する第1の加工ステップと、前記仕上げ加工代において、前記目標輪郭線に沿った第2の加工パスで加工する第2の加工ステップとを備えている。
(もっと読む)
ワイヤ放電加工装置

【課題】ユーザ利便性を向上させるとともに、加工精度をも向上させたワイヤ放電加工装置を提供すること。
【解決手段】ワークから中子(被くり抜き部分)を除去するワイヤ放電加工装置に、放電加工後に中子を一方向から(例えば液体を噴射するなどして)押圧する押圧手段と、放電加工後に中子がワークから除去されたか否かを(例えばプローブなどを利用して)確認する確認手段とを備える。被くり抜き形状とイニシャルホールの位置とからコアレス放電加工が選択された場合には、押圧手段による中子への押圧は禁止され、分割放電加工が選択された場合には、複数の中子の各々が生成されるごとに押圧手段による押圧と確認手段による確認が行われる。
(もっと読む)
ワイヤ放電加工方法
【課題】 ワイヤ放電加工において、ワークの切り取り部位の落下防止、および加工後の切り取り部位の分離を簡便に行う。
【解決手段】 導電材料のワーク1を加工開始点4aから加工停止点4bまで放電加工により加工溝5を形成し、未加工部6を残しておく。ワーク1をヒータ9により固定剤の融点以上に加熱した状態で加工溝に融解凝固固定剤10aのパラフィンを流し込む。さらに、加工開始点または加工停止点付近に導電性の固定剤11を塗布したのち、ワークを室温(融点以下)程度に冷却して、融解した固定剤を固化させてワークの加工された部位を固定、保持する。その後、未加工部を放電加工により切り離し、さらに導電性の固定剤による導電性確保により繰り返し放電加工を行い、面粗度のよい被加工面を得ることができる。
(もっと読む)
1 - 3 / 3
[ Back to top ]