
Fターム[3E078CC14]の内容
紙の機械的加工;段ボール製造機 (1,242) | 段ボールの製造(製造工程) (280) | 接着手段 (77) | 糊付けロールによるもの (47) | 糊付着量調節手段を持つもの (9)
Fターム[3E078CC14]の下位に属するFターム
Fターム[3E078CC14]に分類される特許
1 - 7 / 7
ダブルフェーサ、及びその糊付方法及び糊付装置
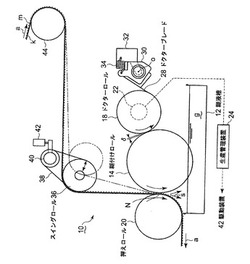
【課題】片面段ボールシートへの糊液塗布量を広範囲で変更可能とし、糊液塗布量の調整を容易にする。
【解決手段】糊付けロール14の上方にスイングロール36を設け、スイングロール36を矢印方向に移動可能したので、糊付けロール14と押えロール20のニップ部Nにおける片面段ボールシートkの糊付けロール14への同時接触段山数を調整でき、片面段ボールシートkの段頂部mに塗付される糊液量を最適化できる。また押えロール20を糊付けロール14に対して水平方向に配置したので、押えロール20の自重による撓みの影響を回避でき、幅方向の均一塗布を可能にする。またニップ部Nの出口側で片面段ボールシートkを押えロール20に巻回することで、糊液のスプラッシュsを糊液槽12に回収でき、かつ糊付けロール表面に対する片面段ボールシートkの離れ位置dを安定化できる。
(もっと読む)
段ボールを形成するための改善された方法および装置
シングルフェーサの糊付方法及び装置

【課題】シングルフェーサの糊付装置で、中芯紙の紙継部の前後で糊付ロールにより最適押圧力下で糊付けされない不良域をなくし、不良段ボール紙を市場に出さないようにする。
【解決手段】外周面が波形をした一対の段ロール2,3間に中芯紙nを通して波形に形成し、その後中芯紙nを下流側段ロール3と糊付ロール6間を通過させて中芯紙nの段頂部に糊付けした後、中芯紙nをライナ紙lと貼り合わせて片面段ボール紙kを製造するシングルフェーサ1の糊付方法において、糊付ロール6を非圧縮性流体で作動する駆動シリンダ13により作動させて中芯紙nに対して中芯紙nに損傷を与えずかつ最適量の糊量を塗布する押圧力を付加させ、中芯紙nの紙継部rが下流側段ロール3と糊付ロール6間を通過する時に非圧縮性流体を駆動シリンダ13から非圧縮性流体供給源22に戻す戻し路19aを閉鎖するようにした。
(もっと読む)
シングルフェーサの糊付方法及び装置
【課題】糊付ロールから中芯紙段頂部への糊転位量を適正にして、中芯紙と裏ライナ紙との接着不良をなくすと共に、糊の使用量を節減して低コストを達成する。
【解決手段】糊付ロール8を下流側段ロール5と異なった周速度で回転させながら糊付ロール8を下流側段ロール5に接近させ、糊付ロール8の駆動トルクの検出値が設定値より大のときは、糊付ロール8と下流側段ロール5間の第1の隙間σが中芯紙紙厚tより大と判定して、第1の隙間σを縮めると共に、糊付ロール8とドクタロール9間の第2の隙間dを広げて該糊付着量を増やし、駆動トルクの検出値が設定値より小のときは第1の隙間σが中芯紙紙厚tより小と判定して、第1の隙間σを広げると共に、第2の隙間dを縮めて該糊付着量を減らすようにして、第1の隙間σを中芯紙紙厚tに近づけると共に、中芯紙nの段頂部に最適な糊量を糊付けするようにした。
(もっと読む)
コルゲータの糊付方法及び装置
【課題】糊付装置で片面段ボール紙への糊転位量を適正にして、片面段ボール紙と表ライナ紙との接着不良をなくすと共に、糊の使用量を節減して低コストを達成する。
【解決手段】糊付ロール11をライダロール13と同一又は異なる周速度で回転させながら糊付ロール11の駆動トルク、振動、騒音、押付反力等を検出し、糊付ロール11とライダロール間の第1の隙間が最良のときの該パラメータの設定値を予め決めておき、該パラメータの検出値が設定値と異なるときは、糊付ロール11とライダロール13間の第1の隙間σ及び糊付ロール11とドクタロール14間の第2の隙間dを調節することにより、該パラメータの検出値と該設定値とを一致させ、該パラメータの検出値が設定値と一致した時に第1の隙間σ及び第2の隙間dを固定するようにする。
(もっと読む)
段ボールの製造方法
波形シートの段に接着剤を塗布する方法は、アプリケータロールの外面に接着剤層を塗布するステップと、アプリケータロールを回転させるステップと、アプリケータロールに隣接するウェブポジショニングロールを回転させるステップとを含む。ウェブポジショニングロールおよびアプリケータロールはそれぞれ回転軸を有し、それらのロールの外面間にギャップを画定する。接着剤層から段に接着剤を塗布するために、アプリケータロールの外面に隣接する経路に沿って波形シートを移動させる。制御システムを利用して、回転軸を、互いに対して実質的に平行に自動的に維持する。他の例では、制御システムが、ギャップの所望の幅を自動的に維持し、段頂に加える所望の圧力を自動的に維持し、かつ/または段高さを自動的に決定することができる。 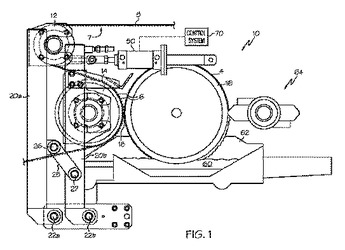 (もっと読む)
(もっと読む)
コルゲータの制御装置及び方法
【課題】コルゲータの制御装置及び方法に関し、シート反りやシート接着不良が発生しないようにコルゲータを自動運転することができるようにする。
【解決手段】紙シート3,4,6から段ボールシート7,8を製造するコルゲータ1において、走行する紙シート3,4,6又は段ボールシート7,8に関する状態情報に基づいてコルゲータ1の複数の調整要素を調整する調整手段2を制御し、状態情報取得手段により取得された最新の状態情報に基づいて紙シート又は段ボールシートに関する状態が適正になるように複数の調整手段の制御量を常時又は所定の周期で設定し、この設定した制御量に基づいて前記複数の調整手段を制御する。
(もっと読む)
1 - 7 / 7
[ Back to top ]