
Fターム[3F027CA04]の内容
Fターム[3F027CA04]に分類される特許
1 - 7 / 7
ワークの仕分け設備、その制御方法及びプログラム
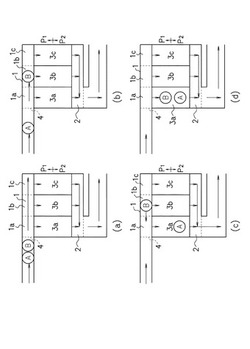
【課題】単線の搬送路から複数列の仕分け棚にワークを格納する構成としつつ、ワークの順序の入れ替えの可能範囲を広げる。
【解決手段】ワークを一列に搬送する仕分け前搬送テーブル1と、各々複数のワークを一列に格納することのできる複数列の仕分け棚3a〜3cとを備え、仕分け前搬送テーブル1は、順方向及び逆方向のいずれにもワークを搬送することができる。仕分け前搬送テーブル1の順方向の上流側から第1仕分け棚〜第X仕分け棚が配列されている場合に、先行ワークを順方向に搬送して、第(x+1)仕分け棚(x:0〜X−1)の前に位置させる手順と、次ワークを順方向に搬送して、第x仕分け棚に棚入れする手順と、第(x+1)仕分け棚の前に退避させていた先行ワークを逆方向に搬送して、第x仕分け棚に棚入れする手順とを行う。
(もっと読む)
圧延形鋼の製造方法および製造装置

【課題】搬送テーブルを搬送される圧延H形鋼を、所定の停止位置に正確に停止し、停止した圧延H形鋼の停止位置の微調整作業を行うことなく、切断装置により所定の長さに切断することができる圧延形鋼の製造装置を提供する。
【解決手段】(i)複数のテーブルローラ24を有する搬送テーブル21と、(ii)搬送テーブル21によって搬送される圧延H形鋼26の位置を、圧延H形鋼26を撮影するカメラ22aの二次元画像を用いて連続的に測定するための測定装置22と、(iii)測定装置22の連続的な測定結果に基づいて圧延H形鋼26の減速開始位置を決定するとともに、この減速開始位置から減速を開始した後の圧延H形鋼26の速度を、連続的な測定結果に基づいて修正することによって、搬送テーブル21によって搬送される圧延H形鋼26を目標停止位置に停止するための停止位置制御装置23と、(iv)目標停止位置に停止した圧延H形鋼26を所定の長さに切断する切断装置とを備える製造装置20である。
(もっと読む)
棒鋼の整列積上装置
【課題】複数の棒鋼を互いに整列して積み上げるに際し、綾状結束による不良品の発生を確実に防止でき、装置の構造が簡素で低コストで且つ少ないスペースにより設置できると共に、操作も容易な棒鋼の整列積上装置を提供する。
【解決手段】複数の棒鋼bをほぼ径方向で且つ水平方向に沿って順次搬送する第1コンベアC1と、該第1コンベアC1の終端側における外側且つ水平に終端側が突出し、上記棒鋼bを搬送するチェーン(搬送帯)V2の表面が該第1コンベアC1の棒鋼bを搬送するチェーン(搬送帯)V1の表面よりも低く、且つ上側のチェーンV2が水平に配置された第2コンベアC2と、を含み、係る第2コンベアC2のチェーンV2の搬送速度Yは、第1コンベアC1のチェーンV1の搬送速度Xよりも低いと共に、少なくとも第2コンベアC2の終端側におけるスプロケット(車輪)S3の直径は、第1コンベアC1の終端側におけるスプロケット(車輪)S1の直径よりも小径である、棒鋼の整列積上装置1。
(もっと読む)
テーブル搬送物の自動搬送方法および装置
【課題】デッドロックを発生させずに、複数の搬送物の自動搬送を可能とする、テーブル搬送物の自動搬送方法および装置を提供することを課題とする。
【解決手段】対象とする搬送物のルートを登録するに際して、各テーブル間の移動方向を確認し、ルート上全てのテーブル間で他の搬送物の逆方向の移動が存在しない場合に、ルート上のテーブル間の移動を予約するとともに、予約したテーブル間の前記ルートと逆方向への移動の予約を禁止するルート登録ロジック工程と、搬送物のルート登録後、次搬送先のテーブルが使用中であるかを確認し、使用中で無ければ次搬送先のテーブルに搬送するとともに、この搬送方向への他の搬送物の移動予約がなければ、前記搬送方向と逆方向への移動の予約禁止を解除する搬送ロジック工程とを有する。
(もっと読む)
画像処理を用いた制御システム
【課題】 生産ラインにおけるベルトコンベア等搬送装置上の部品の数は生産状況に応じて変化し、この変化に応じて搬送装置の速度を調整しなければならない。従来は作業者がその都度速度設定値を再設定していたが、常に生産ラインを監視しなければならない等手間がかかるという課題を解決する。
【解決手段】 搬送装置上の部品を撮影し、この画像情報から部品の到達距離や密集度などの特徴量を抽出して、この特徴量に基づいて搬送装置の速度設定値を求めて、速度コントローラに設定するようにした。自動的に搬送装置上の部品の状況に応じて速度を変化させることが出来る。
(もっと読む)
ローラコンベヤの制動装置
【課題】 簡単な構成で確実にローラコンベヤを停止することができる制御装置の提供。
【解決手段】 モータ9を備えた少なくとも1つのモータローラを含むローラコンベヤのモータ9が物品を搬送方向に搬送するように回転している状態において、制御機器14がモータ9の駆動を停止する。モータ9の駆動停止後に、モータ9が搬送方向に回転しているか回転方向検出部22が判定する。モータ9が搬送方向に回転していると判定されたとき、搬送方向と反対方向に逆回転制御部26がモータ9を所定回転数だけまたは所定時間だけ回転させる。制動後に、モータ9が搬送方向に回転しているか否か判断し、搬送方向に回転しているとき、搬送方向への回転が中止されるまで、逆回転制御部26が繰り返し制動する。
(もっと読む)
長物野菜の選別制御装置
【課題】長物野菜の搬出数量が多い引出コンベヤと同様に、長物野菜の搬出数量が少ない引出コンベヤでも長物野菜の箱詰め作業を効率よくできる長物野菜の選別制御装置を提供するものである。
【解決手段】選別コンベヤのバケット上に長物野菜を載置して移送し、この移送途中で前記選別コンベヤに沿った複数箇所の仕分け部にて、所定の等級の長物野菜ごとに引出コンベヤに落下排出させるように構成してなる長物野菜の選別制御装置において、前記引出コンベヤを作動及び停止させる制御手段を備え、前記制御手段は、前記各仕分け部において、所定の等級の長物野菜を落下排出する時間間隔が短かいときには、前記引出コンベヤを連続して作動させる一方、前記時間間隔が長いときには、次の長物野菜が落下排出される直前まで前記引出コンベヤを停止させるように制御するものである。
(もっと読む)
1 - 7 / 7
[ Back to top ]