
Fターム[3F105AA12]の内容
ウェブの巻戻、送給、巻取、異常等の制御 (5,794) | 被搬送物 (986) | ゴム (9)
Fターム[3F105AA12]に分類される特許
1 - 9 / 9
巻付け状態の判定方法並びに判定装置及び判定制御方法並びに判定制御装置

【課題】シート状(帯状)部材の巻付け状態の判定方法並びに判定装置及び判定制御方法並びに判定制御装置を提供する。
【解決手段】被巻付け部材に巻かれた巻付け完了シート状部材の両縁及び巻付け直前シート状部材の両縁と被巻付け部材の回転軸と平行な直線とが交差する部位である巻付け完了シート状部材の端点及び巻付け直前シート状部材の端点を検出するステップと、巻付け完了シート状部材の端点を結ぶ線分と巻付け完了シート状部材の端点のうち巻付け方向側に位置する端点と巻付け直前シート状部材の端点の一方とを結ぶ線分とで形成される挟角を求め、かつ、巻付け完了シート状部材の端点を結ぶ線分と巻付け完了シート状部材の端点のうち巻付け方向側に位置する端点と巻付け直前シート状部材の端点の他方とを結ぶ線分とで形成される挟角を求め、これ等挟角の大きさによってシート状部材の巻付け状態の良否を判定する。
(もっと読む)
貼付部材の監視装置及び監視方法

【課題】回転する被成形体上に貼り付けられる貼付部材の異常を、簡単な構成で成形速度へ影響を与えることなく、正確かつ精度よく検出して監視する装置及びその方法を提供する。
【解決手段】押出装置60により成形する貼付部材Rを、回転する成型ドラム70へ向かって供給して未加硫タイヤGTの外周部に貼り付けて巻回及び積層する。供給途中の貼付部材Rの上方に距離の測定手段2を設置して、貼付前の貼付部材Rとの間の距離を連続して測定し、測定結果を異常の検出手段10へ出力する。検出手段10により、距離の測定値と予め設定される距離の基準値とを比較し、この距離の比較結果に基づいて、貼付部材Rの異常の有無を判定する。このように、供給途中の貼付部材Rを常時監視し、貼付部材Rの捩れや変位等の異常を検出する。
(もっと読む)
ゴムストリップ搬送装置
【課題】高モジュラスのゴムストリップを移送する場合にも、昇降枠の傾きを制御し、アキュムレータ手段を安定に作動させる。
【解決手段】アキュムレータ手段8は、複数のアキュムレータ部から成り、各アキュムレータ部は、横の固定枠20に取り付く複数の上の案内ローラ6Uからなる固定ローラ群21と、横の昇降枠22に取り付く複数の下の案内ローラ6Lからなる昇降ローラ群23とを具え、かつ無端搬送テープ7が、前記上の案内ローラ6Uと下の案内ローラ6Lとの間を交互に折り返しながらジグザグ状に巻装される。前記アキュムレータ手段8に、前記無端搬送テープ7を巻回する駆動ローラ27、及び隣り合う一方のアキュムレータ部の横の昇降枠22と他方のアキュムレータ部の横の昇降枠22との高さの差を検知する検知具28を有し、該検知具28の信号により前記駆動ローラ27の制御することにより前記高さの差を調整する昇降枠高さ調整手段26を設る。
(もっと読む)
未加硫ゴム帯状材の巻取装置
【課題】未加硫ゴム帯状材と帯状のライナーとを積層してロール状に巻き取る際に、コストを増加させることなくライナーのシワを除去することができる未加硫ゴム帯状材の巻取装置を提供する。
【解決手段】ライナー2を未加硫ゴム帯状材1に積層する前に、ライナー2の供給経路8に、ライナー2の移動方向と交差する方向に凸状の湾曲面を接圧させる矯正ロール9を設置する。
(もっと読む)
帯状部材の搬送方法及び搬送装置
【課題】帯状部材を帯状部材原反から送り出し搬送する際に、該帯状部材に過大なテンションがかかることを有効に回避して、円滑な搬送が可能な帯状部材の搬送方法及び搬送装置を提供する。
【解決手段】帯状部材の搬送装置であるスペーサ搬送機構88L(88R)は、帯状部材としてのスペーサ24が巻回されたスペーサ原反92から該スペーサ24を引き出して搬送する装置であって、前記スペーサ原反92からスペーサ24を送り出すスペーサ送出部94と、送り出されたスペーサ24を搬送する複数のフランジローラ106a〜106gを有するスペーサ搬送部96とを備え、スペーサ送出部94とフランジローラ106aとの間には、スペーサ24が前記スペーサ原反92から所定長送り出され、該スペーサ24の自重によって垂下したフリーループ部102が形成される。
(もっと読む)
ストリップ材料を貼付するための方法および装置
本発明は、ストリップ材料を基部へ貼付する方法および装置に関する。特に、本発明は、基部への弾性材料の細長いストリップの自動貼付に関する。本発明はさらに、ウェザーストリップシールなどのシールストリップを基部へ貼付する装置および方法に関する。細長いストリップを駆動手段5によって前進させ、貼付ユニット9によって基部へ位置決めする。細長いストリップ1の応力を、駆動手段と貼付ユニット9との間の領域に位置決めされた応力制御ユニット8によって制御する。 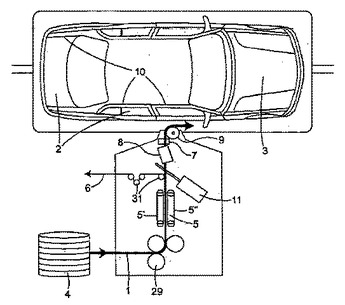 (もっと読む)
(もっと読む)
ゴムシートの搬送方法、及びその搬送装置
【課題】装置設置スペースを大幅に縮小しうるとともに、ゴムシートの積み崩れを抑制し作業の安全性を高めうる。
【解決手段】重ね積み体GAから、ゴムシートGの他端部Gbを、上傾斜の搬送面Sを有するコンベヤ本体9を具える搬送具7の前記搬送面Sの上流側に載置し、かつ押付けローラ10により押し付けながら前記他端部Gbが搬送面Sの下流側となるまでゴムシートGを搬送し停止する。前記搬送具7を、前記搬送面Sの下流側端S1が前記搬出高さ位置H1となる上昇位置P1まで上昇移動させ、この位置にて前記コンベヤ本体9を駆動することにより、前記重ね積み体GAからゴムシートGを引き剥がしつつ引き上げて搬出高さ位置H1に搬送する。
(もっと読む)
伸縮性部材の加工方法
【課題】複雑な装置を必要とせず、伸縮性部材の伸張を抑制した状態で該伸縮性部材に加工を施すことができる、伸縮性部材の加工方法を提供すること。
【解決手段】帯状の伸縮性部材1を連続的に搬送して加工装置3に導入し、該加工装置3において、該伸縮性部材1を搬送しながら該伸縮性部材に所定の加工を施す伸縮性部材1の加工方法において、加工装置3の直前に配置したオーバーフィード装置4により、伸縮性部材1を、加工装置3で加工を施す際の該伸縮性部材1の搬送速度V1よりも高速で送り出し、オーバーフィード装置4の上流側における伸張の程度よりも伸張の程度を低減させた状態の伸縮性部材1を、加工装置3に導入して加工する。
(もっと読む)
搬送コンベア制御装置、及び、搬送コンベア制御方法
【課題】 シーティングロールから送り出されるゴムシートを搬送する搬送コンベアにおいて、シーティングロール回転速度などの可変要素の状態が変化した場合であっても、送り出されるゴムシートのテンションを一定に保つように搬送コンベアの搬送速度を制御して、ゴムシートの切れや撓みを防止して生産性及び品質の向上を図る。
【解決手段】 予測追従率導出部102は、取得したシーティングロール10の回転速度などの可変要素の状態と記憶部106に予め設定されたロール回転スリップ係数Bなどの数値とに基づいて、シーティングロール10の周速度と未加硫ゴムシート18の送出し速度との速度比率の予測値である予測追従率Fを導出する。基準速度算出部103は、予測追従率Fと計測されたシーティングロール回転速度VR1とに基づいて、搬送コンベア20を駆動する搬送コンベアモータ21の回転速度の基準となる基準速度VR2を算出する。
(もっと読む)
1 - 9 / 9
[ Back to top ]