
Fターム[3F111DB05]の内容
Fターム[3F111DB05]に分類される特許
1 - 2 / 2
ガラスファイバーの巻取装置
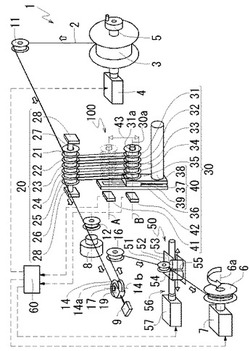
【課題】 元リールに巻かれたガラスファイバーを巻取リールに巻き取る際、ガラスファイバーの張力の変動を減少させて、破断あるいは巻線解けを防止する共にガラスファイバーの性能を確保し、且つ巻取作業の人工が低減できる巻取装置を提供すること。
【解決手段】送線モータ4を有する元リール3に巻いたガラスファイバー2を固定滑車21〜25と動滑車31〜35とに係回して5段の複合動滑車ユニット100を構成し、動滑車31〜35の孔31a〜35aの各々に重り系40の自重を共通に作用させ、複合動滑車ユニット100から引き出したガラスファイバー2を巻取モータ7を有する巻取リール6で巻取る。この際、動滑車31〜35に挿入した軸39の往復動する上限位置Aと下限位置Bを上限側及び下限側リミットスイッチ41、42で検知し、検知結果に基づき制御装置60で送線モータ4及び巻取モータ7の少なくともいずれか一方を制御する。
(もっと読む)
速度張力制御装置

【課題】 糸巻ビームの現時点での巻径値が不明でも、その時点における糸巻ビームを含む制御区間にある糸に作用する糸張力を目標糸張力に一致するように調整することができる糸搬送装置の速度張力制御装置を提供することにある。
【解決手段】
この速度張力制御装置によれば、糸張力偏差に基づいて糸巻ビームの巻径を仮想的に調整するための仮想操作量が演算され、その仮想操作量が糸巻ビームの仮想巻径の補正値に換算され、その補正値を前回使用した糸巻ビームの仮想巻径に加算することで新たな仮想巻径が演算出力され、その仮想巻径をD1c[m]、制御区間の糸の基準速度をV0[m/min]としたときに、糸巻ビーム駆動手段への回転数指令N1*[rpm]が、次の第1式、即ち、
N1*=V0/(πD1c) ……… (第1式)
を満たすように演算出力される。
(もっと読む)
1 - 2 / 2
[ Back to top ]