
Fターム[3J062BA08]の内容
伝動装置 (28,056) | 目的 (4,196) | 組立製造方法の向上 (396) | 特に表面仕上げを目的とするもの (40) | 研削 (14)
Fターム[3J062BA08]に分類される特許
1 - 14 / 14
ねじ軸及びその製造方法並びにボールねじユニット
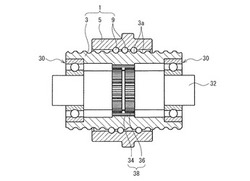
【課題】優れた精度及び強度を有する肉厚の小さい中空のねじ軸及びその製造方法を提供する。また、小型・軽量のボールねじユニットを提供する。
【解決手段】鋼製の棒状素材20の外周面に転造を施して螺旋状のねじ溝3aを形成した後に、外周面に熱処理を施した。そして、熱処理が施された棒状素材20に中ぐり加工を施して管状に形成し、中空のねじ軸3を製造した。このねじ軸3のねじ溝面の硬さはHv600超過であり、内周面の硬さはHv180超過Hv400未満であり、肉厚は0.65mm以上且つ内半径の50%以下である。このねじ軸3を備えるボールねじ1と、転がり軸受30、固定軸32、及びモータ38の内包物とを組み合わせて、ボールねじユニットとした。これら内包物は、ねじ軸3の中空部内に内包されている。
(もっと読む)
ボールねじのスピンドルナットにおけるボール溝の加工方法及び装置

【課題】ボール溝をボールねじの力伝達用の基準となる部分において高い形状精度及び表面精度によって特徴付けられるよう当該ボールねじを仕上げ加工することが可能な、ボールねじのスピンドルナットにおけるボール溝の加工方法を提供すること
【解決手段】ワークピース2をその長手軸3回りに正逆回転させ、工具ホルダ6内に取り付けられた加工工具7をボール溝11に接触させ、工具ホルダ6により、ワークピース2の回転角度に応じて、プログラム制御されつつワークピース2の長手軸3に対して平行な軸方向調整動作及びこれと直角な回動軸中心10回りの回動を行い、工具ホルダ6内の加工工具7を、弾性部材12において工具ホルダ6の軸方向についての調整動作方向へフロート式に支持する。
(もっと読む)
電動式直動アクチュエータおよび電動式ブレーキ装置
【課題】直線運動する出力部材に横向きのモーメントが作用しても、出力部材の直線運動をスムーズに案内できるようにすることと、螺旋凸条が周方向溝または螺旋溝に嵌まり込むときに、螺旋凸条の肩部が溝縁部に接触しないようにすることである。
【解決手段】遊星ローラ7を支持するキャリヤ6の軸方向への移動を規制して、ハウジングの円筒部の内径面に軸方向へスライド可能に内嵌された外輪部材5を、連結される被駆動物にキーで回り止めし、外輪部材5を直線運動する出力部材とするとともに、遊星ローラ7の外径面の螺旋溝7aの側壁を、溝幅が溝底側から溝縁側へ広がるように傾斜させた。
(もっと読む)
左右同軸ボールねじ用のねじ軸の製造方法
【課題】左右の各ねじ部におけるねじ溝の位相や、各ねじ部の端部の基準位置を高精度に設定したねじ軸の製造を可能にするねじ軸の製造方法を得る。
【解決手段】転造盤への取り付けの際に予め素材軸に形成した基準平面h3に基づいて位相合わせをして、インフィード転造によって左右のねじ部3,5を個別に形成したねじ軸7に対して、その両端に基準平面h3上の左右ねじ交点15から規定の長さとなる基準端面位置を設定して、基準端面位置がねじ軸7上の各ねじ部の端部となるようにねじ軸7の両端面を端面研削砥石で仕上げる。
(もっと読む)
ボールねじおよびこれを備えたVベルト式無段変速機のプーリ幅駆動機構
【課題】大径でボール個数の多いボールねじにおいて、作動性を改善し、作動効率を向上させたボールねじおよびこれを備えたVベルト式無段変速機のプーリ幅駆動機構を提供する。
【解決手段】ねじ軸3の軸方向で隣り合うねじ溝3a、3bの間に存在するランド部6に、2本のねじ溝3a、3bを閉ループとするボール循環溝7、8が設けられ、これらがねじ溝3a、3bの下流のボー4ルを内径側へ沈み込ませ、ナット2のランド部9を乗り越えさせて上流側へ戻すように蛇行した略S字状に形成されている軸循環タイプのボールねじ1において、ねじ軸3のねじ溝3a、3bとボール循環7、8溝が切削加工によって所定の仕上げ形状に形成され、高周波焼入れによってその表面に所定の硬化層が形成されると共に、1回路内に配置できる計算上のボール個数に対し、10〜20%のボール4が抜き取られた状態で組み立てられている。
(もっと読む)
ボールねじおよびそのねじ溝加工方法
【課題】ねじ軸およびナットのねじ溝を、より高精度でより安価に加工し得るボールねじ及びそのねじ溝加工方法を提供する。
【解決手段】切刃のノーズ半径R2がねじ溝2aの溝曲率半径R1よりも小さなバイトを用い、このバイトをねじ溝2aの有効長さ分だけ複数回移動させ、各回の移動経路をねじ溝2aの断面円弧方向に順次ずらすことにより、ねじ溝全体を旋削するもので、バイトの移動経路間の角度である切削ピッチα1〜α5を、ボール接触角θ位置を中心とし、ボール接触角θ位置から離れるほど順次大きくなるように設定したことを特徴とする。
(もっと読む)
転動摺動装置部材の研磨方法及び転動摺動装置部材
【課題】油溜まり効果を維持し、接触対象への損傷を低減し、かつ製造コストを低減した転動摺動装置部材の研磨方法及び転動摺動装置部材を提供する。
【解決手段】硬質な微粒子からなる第一の研磨粒子を被研磨物に衝突させる第一の研磨工程と、弾性体からなり且つ砥粒を含有する第二の研磨粒子を被研磨物に衝突させる第二の研磨工程とを行う。
(もっと読む)
ボールねじ装置およびボールねじ装置の製造方法
【課題】ボールねじ装置の製造に際し、加工工程と加工コストの低減を図る。
【解決手段】ナット部材10に形成された負荷転走溝12の端部形状を加工するに際して、ボールが負荷域である負荷転走路から無負荷域である無負荷転走路へと移行する箇所を点Aとしたときに、ナット部材10の軸方向の外方側から点Aまでの間では、負荷転走溝12のリード角と同一のリード角を有するとともに、負荷転走溝12の螺旋方向とは逆方向の螺旋を描く軌道δに沿って工具を移動させ、点Aに達した後には、負荷転走溝12の螺旋軌道αの延長線に沿うようにナット部材10の軸方向の外方側に直線的に工具を移動させる。
(もっと読む)
ボールねじ機構
【課題】ボールの摩耗やナットの損傷を回避でき、円滑な動作を確保できるボールねじ機構を提供する。
【解決手段】ナット2の雌ねじ溝2aにおける少なくとも取付穴2bに隣接する部位に、ショットピーニング加工を施したので、ボール3が無負荷領域(荷重を受けない領域)から負荷領域(荷重を受ける領域)に入る際の応力集中によるナット2のコマ取付穴2b近傍の損傷を防ぐことができる。又、コマ4の直線導入部4bにショットピーニング加工を施すことで、循環溝4aの損傷をふせぐことができる。
(もっと読む)
ボールねじおよびそのねじ溝加工方法
【課題】滑らかなねじ溝肩部が得られ、ボールねじの作動性を向上させると共に、加工時間が短く低コストなボールねじおよびそのねじ溝加工方法を提供する。
【解決手段】旋削工程で、切刃6aのノーズ半径R2がねじ溝2aの溝曲率半径R1よりも小さな汎用バイト6を用い、これをねじ溝2aの有効長さ分だけ複数回移動させて、各回の移動経路をねじ溝2aの断面形状の円弧方向に順次ずらせることにより、ねじ溝2aの全体が旋削されると共に、このねじ溝2aと同一の汎用バイト6によって、肩部8が曲率半径rからなる円弧状に旋削され、ノーズ半径R2の中心軌跡Lに沿って移動経路をずらすことにより、このノーズ半径R2の延長上に肩部8の曲率中心Oが位置する状態で形成されているので、ボールねじの作動性を向上させると共に、1工程のポイント切削によってねじ溝2aと肩部8の成形加工を完了させることができる。
(もっと読む)
ボールねじおよびそのねじ溝加工方法
【課題】所望のねじ溝形状と表面粗さを確保すると共に、加工時間が短く低コストなボールねじおよびそのねじ溝加工方法を提供する。
【解決手段】軸循環タイプのボールねじ1におけるねじ軸3のねじ溝加工方法において、生材からなるねじ軸3にねじ溝3aを旋削する工程と、この旋削したねじ軸3を焼入れする工程とを含み、旋削工程で、ノーズ半径R2がねじ溝3aの溝曲率半径R1よりも小さなエンドミル11を用い、このエンドミル11をねじ溝3aの有効長さ分だけ複数回移動させて、各回の移動経路をねじ溝3aの断面形状の円弧方向に順次ずらせることにより、ねじ溝3aの全体が旋削されているので、所定のねじ溝形状と表面粗さを確保することができると共に、1工程のポイント切削によってねじ溝3aの成形加工を完了させることができ、従来の熱処理後の研削加工あるいは旋削加工を廃止することができる。
(もっと読む)
アクチュエータ用ボールねじおよびそのねじ溝加工方法
【課題】所望の精度を確保すると共に、低コストで耐久性に優れたアクチュエータ用ボールねじおよびそのねじ溝加工方法を提供する。
【解決手段】外周に螺旋状のねじ溝2aが形成されたねじ軸2と、内周にねじ溝2aに対応するねじ溝3aが形成された円筒状のナット3と、両ねじ溝間に転動自在に収容されたボール4とを備え、ナット3が、外周にナット3を回転自在に支承するための支持軸受8が装着されたボール循環部6と、外周に電動モータの回転駆動力をナット3に伝達するトルク伝達部品が装着されたトルク伝達部7とで構成されたアクチュエータ用ボールねじにおいて、ボール循環部6がトルク伝達部7と軸方向に離反して設けられ、この内周に環状のヌスミ部23と、このヌスミ部23を介して軸方向に延びる円筒部24が形成されると共に、この円筒部24の内径がねじ溝3aの内径と略同径に形成されている。
(もっと読む)
電動アクチュエータ
【課題】 滑りブッシュを加工し易くし、コストの低減および量産性の向上を図ることができる電動アクチュエータを提供する。
【解決手段】 ハウジング1にナット3が回転自在に支持されたボールねじ2と、前記ハウジング1に設置されて前記ナット3を回転駆動するモータ5とを備える。前記ハウジング1には、内周面がボールねじ2のねじ軸4に設けられた摺動部13の外周に摺動自在に嵌合する滑りブッシュ6が取付けられる。滑りブッシュ6は、ハウジング1の内径面に嵌合し前記ナット3と反対側の端部である一端が前記ハウジング1の段差部1aに係合するパイプ状のブッシュ本体6Aと、このブッシュ本体6Aの他端に設けられてこのブッシュ本体6Aを前記ハウジング1に対して軸方向に固定するフランジ状の固定部6Bとに分割される。前記ブッシュ本体6Aは内周面および外周面がそれぞれ単一径であって、内周面が熱処理による表面硬化面6Aaである。
(もっと読む)
ボール螺子装置、電動パワーステアリング装置、及びボール螺子装置の製造方法
【課題】 製造容易且つ静粛性の高いボール螺子装置を提供すること。
【解決手段】 各こま部材20は、樹脂により形成されてなる。また、ナット12に各こま部材20を取着するにあたり、先ず、各ボールに代えて複数の研削玉23を転動路17内に配設した状態で仮組みを行う。そして、ナット12とラック軸3と相対回転させ、各研削玉23を転動路17及び循環路22内に循環させることにより、転動路17と循環路22との接続部であるナット12と各こま部材20の境界部を平滑化する。
(もっと読む)
1 - 14 / 14
[ Back to top ]