
Fターム[3J103GA01]の内容
ロール及びその他の回転体 (32,702) | ロールの種類及び用途 (7,843) | ロールの種類 (2,108)
Fターム[3J103GA01]の下位に属するFターム
ロール(ローラ) (2,065)
ドラム (28)
円板又はプーリー (4)
遠心力に対抗する回転体 (6)
Fターム[3J103GA01]に分類される特許
1 - 5 / 5
帯電部材及び帯電部材の製造方法
マグネットロールの製造方法および製造装置
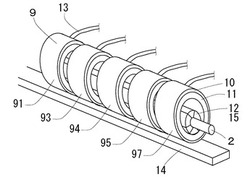
【課題】 従来のマグネットロールの製造方法は、磁極ピースをシャフトに押し付ける上型および下型、並びにプレスする空気圧または油圧シリンダ等を用いており、装置自体が大型で、高価であるという問題があった。また、シャフトに無理な力が加わり、シャフトの真直度が悪化するという問題があった。
【解決手段】ドーナツ形のゴムの中空体が気体の注入により内側に膨らむバルーンチャックが複数並べられて形成された穴の中に、接着剤が固化する前の複数の磁極ピースを貼り合わせたシャフトを挿入した後、シャフトから複数の磁極ピースが自然に剥がれない程度に接着剤が固化するまでの間、複数のゴムの中空体に気体を注入する。
(もっと読む)
弾性ローラおよびその製造方法

【課題】塗工欠陥による外観不良を抑えることで画像不良を防ぎ、高品質な弾性ローラを安定して製造することのできる弾性ローラの製造方法、および均一な表面層を備えた弾性ローラを提供する。
【解決手段】軸芯体と、軸芯体の外周に形成された弾性層と、弾性層の外周に形成された表面層とを有する弾性ローラの製造方法であって、表面層形成用の塗料を弾性層上に塗布する塗布工程を有する弾性ローラの製造方法において、塗布工程に先立って、弾性層の外面の表面自由エネルギーを、10mN/m以上に調整する工程を有する。この方法により製造された弾性ローラ。
(もっと読む)
導電性ローラーの製造方法
【課題】異物の混入を抑制し材料を均一に混練可能で、均一な導電性弾性層を作業効率よく低コストで製造することができ、混練機に材料を投入する際飛散がなく、労働衛生上、環境上好ましい導電性ローラーの製造方法提供すること。
【解決手段】導電性軸体の外周に、混練機を用いて導電性弾性層材料を混練し、硬化して導電性弾性層を成形し導電性ローラーを製造するにあたり、融点が60℃から120℃の範囲で導電性弾性層材料の混練時に溶融可能で、且つ、導電性弾性層材料の硬化時に硫黄架橋可能な熱可塑性樹脂製で、厚さが30μmから100μmの範囲のフィルムで作製した投入用袋に、導電性弾性層材料の一部を封入し、混練機に投入する。
(もっと読む)
定着ローラーおよび該定着ローラーの製造方法およびテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料としたチューブ
【課題】本発明の課題は、良好なトナー離型性と加熱効率を有する定着ローラーを提供することにある。
【解決手段】 芯金2の表面にASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であるテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)の10μm以上25μm以下の膜厚の離型性樹脂膜(PFA膜)3を形成した定着ローラー1は、優れたトナー離型性と加熱効率を有する。
(もっと読む)
1 - 5 / 5
[ Back to top ]