
Fターム[4B046LP18]の内容
Fターム[4B046LP18]の下位に属するFターム
特定形状の溝を用いるもの (2)
Fターム[4B046LP18]に分類される特許
1 - 3 / 3
麺類の連続茹上げ方法
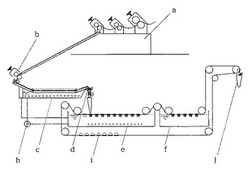
【課題】麺線を個カゴで茹でると麺線の角立ちや折れ曲がりの癖が付き易く、麺帯で茹で上げ細断した茹麺は食感が劣る。又、角形に細断した麺線を長尺状のまま茹る方法には計量精度を高めると切断面の一部が再接着してほぐれない相反する問題がある。
【解決手段】角形麺用切歯で細断する前に、麺帯を広げた状態で熱水中に潜行させてアルファ化し、麺線で茹で上げる麺類の連続茹で上げ方法を基本とし、麺線茹で迄に麺帯又は麺線を定寸カットする方法や、麺帯アルファ化の前にメッシュのコンベアベルト上に平らに広げると共に該麺帯を定寸カットし、麺帯アルファ化をメッシュのコンベアベルト上で熱水中に入れて潜行させる方法や、麺帯アルファ化の際にコンベアベルト両側外に沸き上げる水流を発生させる方法や、切歯のカスリを熱水中に置く方法や、麺帯アルファ化工程の熱水潜行時間が5秒〜60秒で、麺帯の厚みが1mm〜2.5mmである方法。
(もっと読む)
製麺用切出装置及び、該装置を用いた麺類の製造法

【課題】麺線同士の結着を抑制可能な製麺用切出装置、及び該製麺用切出装置を備える麺類製造装置を提供する。
【解決手段】製麺用切出装置200は、第1切刃ロール210aと、噛合位置10で噛み合うように配置された第2切刃ロールと、複数の第1歯先234aそれぞれが第1回転軸C1を中心に噛合位置10から第1回転方向R1へ5°〜90°の位置に配置される第1カスリ230aと、複数の第2歯先243aそれぞれが第1回転軸C1を中心に噛合位置10から第1回転方向R1へ120°〜210°の位置に配置される第2カスリ240aと、複数の第3歯先234bそれぞれが第2回転軸C2を中心に噛合位置10から第2回転方向R2へ5°〜90°の位置に配置される第3カスリ230bと、複数の第2歯先243bそれぞれが第2回転軸C2を中心に噛合位置10から第2回転方向R2へ120°〜210°の位置に配置される第4カスリ240bとを備える。
(もっと読む)
麺切機、手動麺切機、及び麺線
【課題】スープとより絡み易くすることができる麺線を作ることができる麺切機、及びそのような麺線を提供する。
【解決手段】複数の独立した凹部5が表面に形成された麺線3を作る。麺切機1は、回転する一対の切刃ロール7の間に帯麺を通過させることで複数の麺線3を切り出す。一方の切刃ロール7に設けられ軸方向に隣り合う2枚のディスク状刃9の間に、他方の切刃ロール7に設けられたディスク状刃9が接して、間隙が形成される。この間隙を帯麺が通過することで、麺線3の断面を形する。そして、ディスク状刃9の周面15に凸部11が形成され、この凸部11が、麺線3の表面に複数の独立した凹部5を形成する。
(もっと読む)
1 - 3 / 3
[ Back to top ]