
Fターム[4E002AC06]の内容
Fターム[4E002AC06]に分類される特許
1 - 14 / 14
パーライト系レールの圧延方法
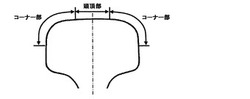
【課題】本発明は熱間圧延の仕上圧延工程前に意図的にレール頭部のコーナー部を冷却してから圧延を施すことで、頭頂部よりもオーステナイトを微細化することで、熱間圧延後の加速冷却にて冷却速度が速くなるコーナー部でのパーライト変態を促進させる。
【解決手段】質量%で、C:0.65〜1.40%、Si:0.10〜2.00%、Mn:0.10〜2.00%を含有し、残部がFeおよび不可避的不純物からなる組成を有するレール圧延用鋼片を再加熱後、粗圧延、中間圧延、仕上圧延を行いレールとする工程において、中間圧延後にレール頭部のコーナー部を850℃以上かつ、レール頭頂部と比較して30〜80℃低い温度に冷却し、しかる後に圧延パス数が2パス以上かつ圧延パス間を10秒以下とする連続仕上圧延を施す際に、レール頭部のコーナー部の各パスの圧下量の合計値(Rc)が頭頂部の各パスの圧下量の合計値(RT)の比(Rc/RT)が1.2以上となるように圧延を行うパーライト系レールの圧延方法。
(もっと読む)
レールの製造方法

【課題】本発明の好適な実施形態は、上記のような従来技術における課題を解決し、簡便で、かつ冷却後の曲がりを低減できるレールの製造方法を提供することを目的とする。
【解決手段】このレールの製造方法は、鋼片をレール形状に熱間圧延し、常温まで冷却するレールの製造方法において、冷却過程の少なくとも400〜250℃の間を、保温や加速冷却をせずに、正立状態で自然冷却する。
(もっと読む)
高炭素鋼レールの製造方法
【課題】高炭素含有のレール鋼片において、仕上げ圧延後にレール頭部表面を加速冷却し、その後、オーステナイト域まで昇温・保持し、更に加速冷却することにより、海外の貨物鉄道で使用されるレール靭性を向上させ、使用寿命を向上させる。
【解決手段】質量%で、C:0.60〜1.20%、Si:0.05〜2.00%、Mn:0.05〜2.00%を含有し、残部がFe及び不可避的不純物からなるレール圧延用鋼片を粗圧延、中間圧延、引き続いて仕上圧延を行い、A3又はAcm線〜1000℃の温度を有したレール頭部表面を、冷却速度2〜20℃/secで450〜680℃まで急冷し、その後、A3又はAcm線〜950℃の温度域まで昇温速度2〜50℃/secで温度上昇させ、その後、当該温度範囲内で1.0〜900sec保持し、さらにその後、冷却速度5〜30℃/secで450〜650℃まで加速冷却することを特徴とする高炭素鋼レールの製造方法。
(もっと読む)
耐摩耗性と耐疲労損傷性に優れた内部高硬度型パーライト鋼レールおよびその製造方法
【要 約】
【課 題】 レール頭頂部表面を起点として深さ25mm範囲内の硬度を上昇させ、耐摩耗性と耐疲労損傷性の両特性に優れた内部高硬度型パーライト鋼レールをその好ましい製造方法とともに提供する。
【解決手段】 C:0.73〜0.85質量%,Si:0.5〜0.75質量%,Mn:0.3〜1.0質量%,P:0.035質量%以下,S:0.0005〜0.012質量%,Cr:0.5質量%超え1.3質量%以下を含有し、残部がFeおよび不可避的不純物からなる組成を有し、Mn含有量を[%Mn]としCr含有量を[%Cr]として[%Mn]/[%Cr]値が0.3以上1.0未満であり、レール頭部における析出Cr量が0.20質量%超え0.50質量%以下であり、レール頭部の表層から少なくとも25mm深さの範囲におけるビッカース硬さで定義されるレール頭部の内部硬さがHv395以上Hv480未満である。
(もっと読む)
磁気浮上式鉄道軌道用の形鋼及びその圧延方法
中低速磁気浮上式列車軌道用形鋼であって、この形鋼の横断面がF形であり、斜脚1、直脚3、腹板2及び水平の突出部4を有している。ここで、斜脚1の中心線と腹板2の下部表面とのなす角を有し、直脚3が、腹板2と水平の突出部4との連結部に配置されており、水平の突出部4の上下両表面が、それぞれ腹板2の上下両表面と互いに平行又は面一となっている。当該形鋼の圧延方法は、粗圧延工程、仕上圧延工程、冷却工程及び矯正工程を順次に含み、粗圧延工程では、2ロール可逆式圧延機を用いて圧延を行い、この圧延機の最大圧延荷重が、8000〜10000KNであり、圧延変形量が、総変形量の60〜90%を占めている。また、仕上圧延工程では、3台のユニバーサル連続圧延機列を用いて連続圧延を行っている。本発明では、大きなH形鋼の熱間圧延生産ラインを用いて、最終製品を生産することができる。 (もっと読む)
耐表面損傷性および耐摩耗性に優れたパーライト系レールおよびその製造方法
【課題】旅客鉄道の曲線区間において、疲労損傷の発生を防止し、同時に、耐摩耗性を確保し、レールの使用寿命を向上させる。
【解決手段】質量%で、C:0.65超〜0.80%、Si:0.05〜1.00%、Mn:0.05〜1.20%を含有し、残部がFe及び不可避的不純物からなり、頭部コーナー部に、表面から少なくとも深さ15mmの範囲が、硬さHv220〜350のパーライト組織もしくは初析フェライト組織を含むパーライト組織である領域を有し、かつ、頭頂部に、表面から少なくとも深さ15mmの範囲が硬さHv200〜250未満のパーライト組織もしくは初析フェライト組織を含むパーライト組織である領域を有することを特徴とする耐表面損傷性および耐摩耗性に優れたパーライト系レール。
(もっと読む)
耐疲労損傷性及び耐食性に優れたパーライト鋼レールおよびその製造方法
【課題】優れた耐疲労損傷性と耐食性とを両立させたパーライト鋼レールを提供する。
【解決手段】質量%でC:0.5%以上1.2%以下、Si:0.1%以上1.2%以下、Mn:0.4%以上1.5%以下およびNi:1.1%以上4.0%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成に調整する。
(もっと読む)
エレベーター用ガイドレール圧延における鋼材の誘導方法
【課題】 圧延工程における鋼材の温度低下を図ると共に、安定誘導による連続圧延を可能とする。
【解決手段】 鋼材を圧延機によって圧延する工程中であって、少なくとも1回ねじり、その圧延する向きを変えて圧延する過程において、出口ツイストローラーガイドG1によって鋼材S5をねじれ誘導しながら入口ローラーガイドG2を介して圧延ロールに誘導し圧延し、ねじれ圧延された鋼材S6を出口ローラーガイドG3によって誘導して、連続圧延を可能にする。
(もっと読む)
耐摩耗性および延性に優れたパーライト系レールの製造方法
【課題】鋼の成分、仕上げ圧延時の反力比、及び仕上げ圧延後の熱処理条件を制御することにより、レールの頭部の組織を微細化し、硬度を所定の範囲に収め、レールの耐摩耗性と延性を向上させる。
【解決手段】質量%で、C:0.65〜1.20%、Si:0.05〜2.00%、Mn:0.05〜2.00%を含有していて残部がFeおよび不可避的不純物からなる鋼片に対して、少なくとも粗圧延及び仕上げ圧延を行うことによりパーライト系レールを製造する方法において、前記仕上げ圧延において、レール頭部表面が900℃以下〜Ar3変態点もしくはArcm変態点以上の温度範囲で、頭部の累積減面率を20%以上、かつ、反力比1.25以上とする圧延を行い、その後、仕上げ圧延後のレール頭部表面を、冷却速度2〜30℃/secで少なくとも550℃まで加速冷却又は自然放冷することを特徴とする。
(もっと読む)
耐摩耗性および延性に優れたパーライト系レールの製造方法
【課題】鋼の成分、仕上げ圧延条件を制御し、未再結晶オーステナイト組織を残留させ、かつその後の熱処理条件を制御することにより、レールの頭部の組織を微細化し、硬度を所定の範囲に収め、レールの耐摩耗性と延性を向上させる。
【解決手段】C:0.85〜1.40%、Si:0.05〜2.00%、Mn:0.05〜2.00%を含有していて残部がFeおよび不可避的不純物からなるレール圧延用鋼片に対して、少なくとも粗圧延及び仕上げ圧延をレールを製造する。仕上げ圧延において、レール頭部表面温度がArcm点未満〜700℃以上の温度範囲において、頭部の累積減面率を20%以上とする圧延を行い、圧延終了直後のレール頭部表面に未再結晶オーステナイト組織を面積比率で50%以上生成させ、その後、仕上げ圧延後のレール頭部表面を仕上げ圧延終了後200sec以内で冷却速度5〜50℃/secで少なくとも550℃まで加速冷却する。
(もっと読む)
靭性および延性に優れたパーライト系レールの製造方法
【課題】高靭性、高延性のパーライト鋼レールを得る
【解決手段】質量%で、C :0.6〜1.3%、Si:0.1〜1.2%、Mn:0.1〜1.2%、Nb:0.002〜0.05%を含有する圧延素材を加熱し、その後熱間圧延を行い、さらに仕上圧延を行うことにより、延性及び靭性にすぐれたパーライト鋼レールを製造する方法であって、前記熱間圧延を行うための加熱工程において、加熱炉内で前記圧延素材を1200〜1350℃の範囲で4時間以上、60時間以下保持することを特長とする。この加熱方法により、レール鋼内部のNb炭窒化物の最大厚さが10μm以下になる。
(もっと読む)
靭性に優れたパーライト系レールの製造方法
【課題】高炭素含有のレール鋼において、レール頭部内部における初析セメンタイト組織の生成を抑制し、靭性の低下を防止する。
【解決手段】質量%で、C:0.85〜1.20%、Si:0.10〜2.00%、Mn:0.10〜2.00%、V:0.01〜0.30%を含有し、残部がFeおよび不可避的不純物からなるレール圧延用鋼片を加熱炉で加熱処理し、その後前記レール圧延用鋼片を熱間圧延することによりパーライト系レールを製造する、靭性に優れたパーライト系レールの製造方法であって、前記加熱処理において、鋼片の加熱温度(T、℃)が、鋼レールのC量(C、%)及びV量(V、%)からなる関数で示される値(TH、TL)に対してTL<T<THを満たし、かつこの加熱温度での保持時間(t、min)が、鋼レールのC量(C、%)、V量(V、%)からなる関数で示される値(tH、tL)に対してtL<t<tHを満たすことを特徴とする。
(もっと読む)
耐摩耗性および延性に優れたパーライト系レールの製造方法
【課題】例えば重荷重鉄道のレールにおいて、頭部の耐摩耗性と延性を同時に向上させる。
【解決手段】質量%で、C:0.85超〜1.40%、Si:0.05〜2.00%、Mn:0.05〜2.00%を含有し、V:0.005〜0.500%およびNb:0.002〜0.050%のいずれか一方または両方を含有し、残部がFeおよび不可避的不純物からなるレール圧延用鋼片を熱間圧延することによりレールを形成し、熱間圧延直後からレールの頭表面が900℃以下700℃以上になるまで、冷却速度(CR:℃/sec)が鋼レールの炭素量(C、質量%)、V量(V、質量%)、Nb量(Nb、質量%)からなる下記の式1及び式2で示される値(CRL、CRH)からなるCRL<CR<CRHの範囲となるように第1の加速冷却処理を行う。
CRL=1/15×((C/(3V+10Nb))…(式1)
CRH=5/9×((C/(3V+10Nb)) …(式2)
(もっと読む)
高強度パーライト系レールおよびその製造方法
【課題】成分組成および製造条件の最適化やパーライト組織制御の手段を講じて、高強度パーライト系レールおよびその製造方法を提供すること。
【解決手段】質量%で、C:0.75〜0.85%、Si:0.2〜1.2%、Mn:0.4〜1.5%、P:0.035%以下、S:0.035%以下、Nb:0.001〜0.05%を含有し、残部がFeおよび不可避的不純物からなる鋼で構成されたレールであって、レール断面内のパーライトコロニーの平均粒径が、レール頭部コーナー部およびレール頭頂部の表面を起点として少なくとも深さ20mmの範囲で50μm超80μm以下であり、レール底面から少なくとも15mmの範囲で80μm以下とする。
(もっと読む)
1 - 14 / 14
[ Back to top ]