
Fターム[4E002CA18]の内容
金属圧延一般 (9,037) | 目的、効果(圧延材の形状・寸法) (401) | ウェブ高さ・フランジ幅 (17)
Fターム[4E002CA18]に分類される特許
1 - 17 / 17
H形鋼製造用粗圧延機
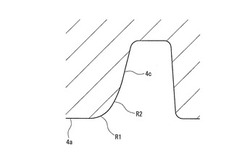
【課題】ウェブ高さが400mm〜1000mmのH形鋼を製造する際にH形断面に鋳造または圧延されたH形鋼素材の粗圧延をウェブ高さの拡大量が大きい場合でも安定して行うことのできるH形鋼製造用粗圧延機を提供する。
【解決手段】H形断面に鋳造または圧延されたH形鋼素材のフランジ内面をフランジ外面側に押し広げる上下一対のフランジ押し広げ用凸部を、上側孔型ロールと下側孔型ロールとの間に形成された孔型の中央部に有するH形鋼製造用粗圧延機において、フランジ押し広げ用凸部の周面部4aと左右側面部4b,4cとのコーナー部を連続した2つの円弧R1,R2から形成し、これらの円弧R1,R2のうち左右側面部4b,4cと繋がる第2円弧R2の曲率半径を周面部4aと繋がる第1円弧R1の曲率半径より大きい曲率半径とした。
(もっと読む)
フランジを有する形鋼の圧延方法

【課題】圧延機を追加することなく、通常水平ロールを使用して、様々なウェブ外幅に対応した外幅一定形鋼を製造する。
【解決手段】粗圧延と、水平ロール1a,1bを有する粗ユニバーサルミル1およびエッジャーミル2を用いる往復圧延による複数パスの中間圧延と、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4を用いる仕上げ圧延とを行うことにより、ウェブ外幅が一定であるとともにウェブ内幅が異なる外幅一定形鋼を製造する。粗ユニバーサルミル1による中間圧延を、上下の水平ロール1a、1bの軸心同士を互いに水平面内で交叉させて、行うことにより、中間圧延を完了した中間圧延材10のウェブ厚を、ウェブ高さ方向の中心からフランジへ向かうにつれて徐々に増加させるとともに、仕上げ圧延では、中間圧延材のウェブ11を、幅可変水平ロール1a、1bにより圧下する。
(もっと読む)
H形鋼の圧延方法および仕上ユニバーサル圧延機
【課題】ウェブ高さの造り分けを行う際に生じるH形鋼ウェブ部両端の増厚部を解消し、同一セットのロールから均一なウェブ厚みの製品が製造できるH形鋼の圧延方法および仕上ユニバーサル圧延機を提供する。
【解決手段】ウェブ両端の増厚部を圧下しながらウェブ高さを拡幅または縮幅することによって、多サイズを造り分ける仕上ユニバーサル圧延機を用いたH形鋼の圧延において、当該仕上ユニバーサル圧延機の竪ロール径を水平ロール径の15〜40%のものを用い、竪ロールの回転軸と水平ロールの回転軸とを同一平面上に設置し、最終パスでウェブ両端の増厚部を圧下することを特徴とするH形鋼の圧延方法が提供される。
(もっと読む)
熱間圧延H形鋼の製造方法、及びユニバーサルエッジャミルの竪ロール
【課題】多数のロールを使用することなく製品疵や寸法不良の発生を抑制しながら熱間圧延H形鋼を製造する。
【解決手段】H形鋼のウェブ高さ調整を行うユニバーサルエッジャミルを用いて熱間圧延H形鋼を製造する際に、前記ユニバーサルエッジャミルの竪ロールとして、両端にR部を介した多段テーパー加工を施された竪ロールを用いる。
(もっと読む)
T形鋼の製造方法および圧延設備
【課題】フランジ幅が異なるT形鋼をロール交換することなく製造するT形鋼の製造方法および圧延装置を提供する。
【解決手段】鋼片を略T字形状に粗成形する粗圧延工程と、粗成形されたT形鋼片をユニバーサル圧延機とエッジャ圧延機により圧下する中間圧延工程と、前記中間圧延工程で得られたT形鋼を製品寸法に圧延する仕上圧延工程を有し、前記中間圧延工程でユニバーサル圧延機でウェブとフランジの厚みを圧下する際のフランジ圧下率rfとウェブ圧下率rwの差rf−rwを圧下率差とし、前記中間圧延工程の前半パスにおいて前記圧下率差が5〜15%の範囲で圧延を行うパスを少なくとも1パス設けるとともに、1パス目または1パス目を含む最初の複数パスではエッジャ圧延機でフランジ先端を圧下しないことにより、前記T形鋼片のフランジ脚長よりも製品のフランジ脚長が長いT形鋼を製造する。
(もっと読む)
H形鋼の製造方法およびH形鋼製造設備
【課題】H形鋼を熱間圧延により製造するに際し、所望のウェブ部の厚さを有する断面形状精度の高いビームブランクを、高効率で圧延することができるH形鋼の製造方法を提供する。
【解決手段】断面矩形状の鋼片11に粗圧延を熱間で施してビームブランクを得た後、ビームブランクに中間圧延と仕上圧延を施してH形鋼を製造するに際して、鋼片11に粗圧延を施す粗圧延機12として、鋼片を上下一対の水平ロールにより圧延する水平ロール圧延機18と、水平ロール圧延機の後段または前段で鋼片を左右一対の垂直ロールにより圧延する垂直ロール圧延機19とからなり、かつ上下一対の水平ロールが当該ロールの中央部に凸部をロール全周にわたって有する粗圧延機12を用いてビームブランクを得るようにした。
(もっと読む)
異形断面銅条材の製造方法
【課題】スリット工程を省略することのできる異形断面銅条材の製造方法を提供する。
【解決手段】本発明に係る異形断面銅条材の製造方法は、平盤状V型ダイス1に、平板状銅条材6を供給する条材供給工程と、V字状突起部が設けられた基面に、平板状銅条材6を押圧する押圧プレス加工工程と、押圧した平板状銅条材6を、一方の端から他方の端に向けて引き抜き、溝部16を通過した平板状銅条材6の部分に形成される厚板部7aと、V字状突起部を経由した部分に形成される薄板部7bとを有する異形断面銅条材7を形成する圧延工程と、異形断面銅条材7の全幅を計測し、計測結果に基づいて製造される異形断面銅条材7の全幅の変動を所定の範囲内に制御する全幅制御工程とを備える。
(もっと読む)
T形鋼の製造方法および圧延設備列
【課題】T形鋼の製造方法および圧延設備列を提供する。
【解決手段】T形形状に粗成形されたT形鋼片のウェブとフランジを圧延する中間圧延工程と、前記中間圧延工程で得られたT形鋼片を製品形状とする仕上圧延を行う仕上圧延工程を備えたT形鋼の製造方法であって、前記中間圧延工程は、上下の水平ロールがウェブの板厚方向における上下面の全面を圧下する第1の粗ユニバーサル圧延機による圧延工程と、フランジの端面を圧下するエッジャ圧延工程と、ロール外周面の幅が目標ウェブ内法寸法と同じで、ウェブ先端部側のコーナー部がウェブ面を圧延しない形状に加工された上下の水平ロールを用いて、ウェブを先端部近傍を除いた板厚方向の上下面を圧下しつつ、左右の竪ロールの一方がその外周を水平ロールに接触させつつウェブの端面をウェブの高さ方向に圧下し、他方がフランジをその板厚方向に圧下する第2の粗ユニバーサル圧延機による圧延工程とを有する。
(もっと読む)
H形鋼の圧延方法
【課題】大きな設備投資を行うことなく、断面積の小さいブルームから、効率よく広幅フランジの大形H形鋼を製造する。
【解決手段】ブルームを素材とし、粗圧延工程、中間圧延工程、仕上げ圧延工程により製造するH形鋼の圧延方法において、ブルーム断面の長辺を高さ、短辺を幅とした場合に、ブルームの高さ方向がH形鋼のフランジ幅方向となるように、前記粗圧延工程で山形状の突部を有する割り込み孔型でブルームの高さ方向に割り込みを入れ、ブルームの高さ方向にフランジ幅を成形しつつ、最終の割り込み孔型によりブルームの高さに対して(1)式を満たすウェブ厚みまで割り込みを入れた後、ブルームの高さ方向を垂直にした姿勢のまま、台形状の突部を有する開孔型のウェブ内法拡幅孔型によりウェブ内法拡幅圧延を行い、粗形鋼片に造形する。
0.20≦Tc/Sh≦0.45 (1) Tc:最終の割り込み孔型で圧延後のウェブ厚み、Sh:ブルームの高さ。
(もっと読む)
T形鋼
【課題】船体構造用のTロンジ材に適用した場合に、Tロンジ材どうしの溶接接合の施工性に優れたT形鋼を提供する。
【解決手段】ウェブ高さが150mm以上の溶接部を有しないT形鋼であって、ウェブとフランジとの結合部に形成されるフィレット部の形鋼幅方向での断面形状がウェブとフランジに接する円弧状であり、且つその円弧の半径が2〜10mmである。フィレット部の形状と大きさを最適化することにより、Tロンジ材として端部どうしを溶接接合する場合の作業能率を大幅に向上させることができる。
(もっと読む)
フランジを有する形鋼の圧延方法
【課題】一組のロールセットによりウェブ高さの増加がない場合から50mmを超えるウェブ高さの拡幅を行う場合までの広範なウェブ高さのつくり分けを行っても寸法形状の不良を発生することなく、良好な品質の製品を製造する
【解決手段】粗圧延工程、中間圧延工程、および仕上げ圧延工程からなる形鋼圧延プロセスの前記中間圧延工程と仕上げ圧延工程との間に斜行ロール方式圧延機を配置し、被圧延材のウェブ両端部の余肉を圧下しつつウェブ高さの拡幅を行うウェブ高さが600mm以上のシリーズのフランジを有する形鋼の圧延方法において、斜行ロールのロール軸を圧延方向と平行で水平面に投影してこれと圧延方向に垂直な面に対してなす角度をθhとし、圧延方向と垂直な面に投影して圧延方向に平行な水平面に対してなす角度をθvとして、θhとθvとの関係をθh<θvに設定して圧延する
(もっと読む)
異形断面材の製造方法及びその装置
【課題】両端部にフランジを有する異形断面材を、簡便は手段の採用により、寸法精度よく、安定的に低コストで製造する。
【解決手段】平坦な素材板を、略V字溝を有する左右のサイドロールによりエッジ部がフランジを立てる方向に向くようにC反りを付与する第一予備成形と、両端に凸部を設けた上ロールと前記凸部間の間隔よりも狭い幅の上部平坦部を有する凸部を中央に設けた下ロールにより、前記C反りを付与された板の中央を上方に湾曲させる第二予備成形を行った後、所定の断面形状に応じたプロフィールとした上下一対の水平ロールと平滑な左右一対の垂直ロールとを隣接配置した4方向ロール圧延機を通す。
(もっと読む)
T形鋼の圧延方法および圧延設備
【課題】本発明は寸法精度に優れるT形鋼の圧延方法および圧延設備を提供する。
【解決手段】粗圧延工程でT形形状に粗成形したT形鋼片を、中間圧延工程で粗ユニバーサル圧延機とエッジャ圧延機を用いて圧延する際、粗ユニバーサル圧延機とエッジャ圧延機の間に設けたローラーにより、ウェブ先端を圧下しつつ粗ユニバーサル圧延機およびエッジャ圧延機で圧延後、引き続き仕上ユニバーサル圧延工程で仕上ユニバーサル圧延機を用いて圧延して製品形状とする。粗ユニバーサル圧延機、中間圧延機群、仕上ユニバーサル圧延機を有し、前記中間圧延機群は、粗ユニバーサル圧延機とエッジャ圧延機と両者の間でウェブ先端を圧下するローラーを有する圧延機群を少なくとも一つ以上有する圧延設備。
(もっと読む)
T形鋼の製造方法および圧延設備列
【課題】ウェブの端部を切断することなくウェブ高さ寸法を目標通りとし、ウェブ先端を良好な形状に整形するT形鋼の製造方法および圧延設備を提供する。
【解決手段】T形形状に粗成形されたT形鋼片のウェブとフランジを圧延する中間圧延工程と、前記中間圧延工程で得られたT形鋼片を製品形状とする仕上圧延を行う仕上圧延工程を備えたT形鋼の製造方法であって、前記中間圧延工程は、上下の水平ロールがウェブの板厚方向における上下面の全面を圧下する第1の粗ユニバーサル圧延機による圧延工程と、フランジの端面を圧下するエッジャ圧延工程と、上下の水平ロールが、ウェブの端部近傍を除いた板厚方向の上下面を圧下しつつ、左右の竪ロールの一方がウェブの端面をウェブの高さ方向に圧下し、他方がフランジをその板厚方向に圧下する第2の粗ユニバーサル圧延機による圧延工程とを有する。
(もっと読む)
熱間圧延T形鋼
【課題】フランジとウェブの接合作業や、フランジとウェブの接合部の手入れ、超音波探傷検査及び補修作業やフランジ端部における面取り作業といった、不安定作業を経ないで製造されるために、低コスト化を図れるとともに製品品質が安定する熱間圧延T形鋼を提供する。
【解決手段】C:0.01〜0.2%、Si:0.001〜1%、Mn:0.1〜3%、Al:0.001〜0.2%、残部Fe及び不純物からなり、不純物としてP:0.03%以下、S:0.03%以下を含むとともに、下記(1)式により規定されるPcmの値が0.23%以下である鋼組成を有し、かつ、ウェブの先端面が圧延ロールによる圧下をされた圧延面である熱間圧延T形鋼である。
(もっと読む)
熱間圧延による波型形鋼
【課題】従来の波形鋼板と同じ用途に供しうるものであって波形鋼板よりも有利に製造できる、熱間圧延による波型形鋼を提供する。
【解決手段】波型形鋼1は、フランジ4を上辺、ウエブ5を左右両斜辺とする3以上の奇数個の台形部3が交互に上下反転して左右対称に連なった波形の断面を有し、ウエブ厚twがフランジ厚tf以下とされてなる。幅両端部を接続用異形部分6としたものが好ましい。
(もっと読む)
H形鋼の圧延方法
【課題】角形断面鋼片(ブルーム)を素材鋼片としてH形鋼を熱間圧延にて製造するに際して、フランジ外面に発生する圧着疵を適切に防止することができるH形鋼の圧延方法を提供する。
【解決手段】角形断面鋼片の厚さTをH形鋼のフランジ幅Bの1.3倍〜1.5倍(すなわち、T/B=1.3〜1.5)となるようにして圧延を行なう。
(もっと読む)
1 - 17 / 17
[ Back to top ]