
Fターム[4E003BA17]の内容
金属板状体の矯正 (494) | ロール矯正 (182) | ロール(群全体の構造)調整 (51) | 回転速度 (10)
Fターム[4E003BA17]の下位に属するFターム
変速機 (1)
Fターム[4E003BA17]に分類される特許
1 - 9 / 9
張力制御システム、張力制御方法、及びコンピュータプログラム
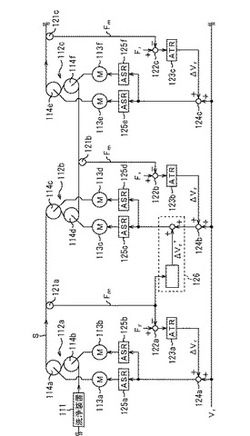
【課題】 プロセスラインを通板中の金属ストリップに生じる急激な張力の変動を抑制し、当該金属ストリップに対して張力を安定して付与する。
【解決手段】 張力検出器121aにより測定された張力実績値Fmに基づき、急激な張力の変動(張力外乱)が発生したと判定した場合には、当該急激な張力の変動分に応じた駆動ロール114c、114dの回転速度の変動分を速度指令補正値ΔVr´として導出し、この速度指令補正値ΔVr´を加算した速度指令値(Vr+ΔVr+ΔVr´)を、張力検出器121aに対し下流側直近にある駆動ロール114c、114dを制御するモータ速度制御器125c、125dに出力する。
(もっと読む)
金属帯の矯正方法

【課題】せん断された入側コイルの最内巻き部をスクラップとして収容するスクラップバッグの廃棄作業に伴い、プロセスライン全体の操業効率が低下することを回避する。
【解決手段】シャー6の入側に設けられたピンチロール5の上ロール5uをゴムロール、下ロール5dを鋼ロールで構成し、且つ上ロール(ゴムロール)5uよりも下ロール(鋼ロール)5dの外径を小さくする。さらに下ロール5dのロール速度を、ストリップ2の搬送速度に同期させ、上ロール5uをストリップ2の搬送速度よりも速めることにより、ストリップ2が、下ロール5dに巻き付きやすくして巻き付き量を多くすることにより、より広い範囲を矯正することができ、結果的に矯正能力を向上させることができる。
(もっと読む)
金属板矯正装置
【課題】ワークロールの回転速度を金属板の通板速度に同期しやすくすると共に、ワークロール圧下による金属板の伸びに伴う各ワークロール間の回転速度差を吸収可能とすることにより、ワークロールと金属板とのスリップによるスリップ疵を防止する。
【解決手段】ワークロール5の回転駆動手段6A,6Bを、電動モータ18からの駆動力を歯付きプーリー部17及びワークロール5の回転軸5aの先端に取付けた平プーリー部16に伝動する無端のベルト21を、外周面に上記歯付きプーリー17の歯17aと噛み合う複数の歯21aが設けられていると共に、内周面21bが平滑に形成された構成として、該ベルト21のパスライン側経路28において、外周面の歯21aが歯付きプーリー17の歯17aと噛合され且つベルト21の内周面21bが平プーリー部16の外周面と相互に面接触されるように、平プーリー部16と歯付きプーリー17に交互に掛ける。
(もっと読む)
レベリングロールのスリップ疵防止方法およびレベラー
【課題】レベリングロールのスリップ疵を防止する。
【解決手段】全レベリングロール1のそれぞれのスピンドル軸10にクラッチ8を設ける。レベリングロールと鋼板との接触部位における、レベリングロールの周速度と鋼板の速度とのあいだに速度差が生じるような圧下設定を行うとともに、全レベリングロールのそれぞれについて前記速度差を求める。前記速度差が所定値以上となるレベリングロールのクラッチを切る。クラッチを切られたレベリングロールは非駆動(フリー)となり、鋼板の速度なりに回転して接触部位におけるレベリングロールと鋼板との速度差がなくなり、レベリングロールのスリップ疵が防止される。
(もっと読む)
金属帯の形状矯正方法及び装置
【課題】熱間圧延後の鋼板など表面に酸化スケールを有する金属帯に対してもスケール噛み込みに起因する表面欠陥を発生させることなく形状矯正する。
【解決手段】形状矯正手段としてスキンパスミル101及びテンションレベラー201を用いて金属帯1の平坦度や反りを矯正する金属帯の形状矯正に際し、スキンパスミルの入側と出側、及び、テンションレベラーの入側と出側に設けた板速度検出手段30で板速度を検出して、スキンパスミル及びテンションレベラーの伸長率を測定し、予め通板材の材質、厚みなどの素材条件に応じて、それぞれ定めておいたスキンパスミル及びテンションレベラーでの所望の伸長率を確保すべく、通板張力、スキンパスミルの圧下量、及びテンションレベラーの押込み量の少なくともいずれか一つを調整する。
(もっと読む)
厚鋼板矯正ラインの通板監視方法及び通板監視装置
【課題】 特に切板である厚鋼板を対象とした矯正ラインの状態を高い精度で監視できる方法と装置を提供する。
【解決手段】 切板である厚鋼板aを,入側ピンチロールPR1,入側ガイドロールGR1,ワークロールWR,出側ガイドロールGR2及び出側ピンチロールPR2の間にそれぞれ通板させて矯正するに際し,各ロールの周速を測定して,各ロール間におけるロール同士の周速差の値をそれぞれ求め,それら各ロール間における周速差の値のうちの少なくとも2種類の値に基づいて矯正ライン1の状態を監視する。本発明によれば,矯正ライン1において矯正する厚鋼板aに加えられる伸び率を高精度に制御することが可能となる。
(もっと読む)
鋼板の矯正方法
【課題】圧下矯正装置の各ロールを、圧下矯正する鋼板に接触させる際に、鋼板表面に擦り傷等を発生させることなく、鋼板表面に接触させる矯正方法を提供する。
【解決手段】入側ピンチロール、入側ガイドロール、ワークロール、出側ガイドロール、および出側ピンチロールを有する矯正装置を用いて圧延後の鋼板を予め設定した矯正搬送速度で搬送しつつ圧下矯正する方法であって、鋼板の先部の予め設定した位置がワークロールに到達したときに、鋼板を一旦停止してワークロールを締め込むと共に、入側の各ロールを締め込む工程と、矯正搬送速度より遅い低速搬送中に、鋼板の先部の予め設定した位置が、出側の各々のロールに到達したときに、それぞれのロールギャップを締め込む工程と、出側の各ロールギャップを締め込んだ後、鋼板を矯正搬送速度に戻して搬送しながら、ワークロールで圧下して矯正を継続する工程とを有する鋼板の矯正方法。
(もっと読む)
異厚鋼板の矯正方法
【課題】板厚方向に形状が変化する異厚鋼板の変形矯正に際してテーパ部を矯正する際に通板速度が速くても高速の圧下シリンダーを用いることなく確実に矯正することができる異厚鋼板の矯正方法を提供する。
【解決手段】上下一対のワークロールにより異厚鋼板を圧下して矯正する異厚鋼板の矯正方法であって、前記異厚鋼板のテーパ部における通板速度を、平坦部における通板速度に比べて低速(好ましくは、下記(A)式を満足する値)にする異厚鋼板の矯正方法。
TV=(K1/(αーK3))+K2 ・・・(A)
ここに、α≧0:テーパ率、K1〜K3:矯正機の仕様で決まる定数
(もっと読む)
冷間圧延設備および冷間タンデム圧延方法
【課題】冷間圧延工程における板幅制御能力の拡大を図り、トリム代削減や幅マージン減少による歩留まり向上効果や製造コストの低減が得られる冷間圧延設備を提供する。
【解決手段】押し込み量制御手段15、48を有するレベリングユニット5の入側に張力制御手段26、48を有する入側ブライドルロール20を、出側に張力制御手段36、48を有する出側ブライドルロール30をそれぞれ備えたテンションレベラー5を酸洗設備1と冷間タンデム圧延機50との間に設けている。必要に応じて板幅及び通板速度を測定し、伸び率を制御することによって板幅を制御する。
(もっと読む)
1 - 9 / 9
[ Back to top ]