
Fターム[4E004KA02]の内容
Fターム[4E004KA02]の下位に属するFターム
冷却水孔を有するもの (7)
Fターム[4E004KA02]に分類される特許
1 - 6 / 6
金属製造用溶解炉
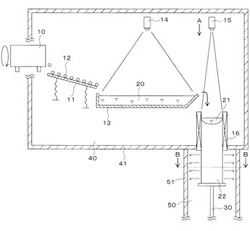
【課題】溶製されたインゴットを速やかに冷却することにより製造効率を向上させることができる金属製造用溶解炉を提供する。
【解決手段】原料供給機と、原料を保持するハースと、原料を溶解する加熱源と、溶解された原料を流し込み冷却する鋳型とを備えた溶解部と、溶解部の下方に設けられ、鋳型内で形成されたインゴットの引き抜き治具を備えたインゴット引き抜き部と から構成された電子ビーム溶解炉であって、インゴット引き抜き部内に、インゴットの冷却部材を配設した金属製造用溶解炉。
(もっと読む)
連続鋳造用鋳型

【課題】溶鋼の熱影響による熱変形を抑制し、これにより鋳型コーナー部での鋳片の凝固遅れを抑制して、良好な品質の鋳片を製造可能な連続鋳造用鋳型を提供する。
【解決手段】間隔を有して対向配置された一対の短辺10と、これを幅方向両側から挟み込んだ状態で対向配置された一対の長辺と、これらの裏面側に複数の締結手段11によってそれぞれ固定された支持部材とを有し、短辺及び長辺で囲まれ上下方向に貫通した空間部に溶鋼を供給して冷却しながら鋳片を製造する連続鋳造用鋳型であり、一対の短辺10及び一対の長辺のいずれか一方又は双方に、空間部へ供給した溶鋼の湯面位置の上方へ50mm以上を上位置とし、湯面位置の下方へ100mm以上を下位置とする規定領域R内に設けられる締結手段11の幅方向の締結ピッチR1を、短辺10の幅方向の寸法Wの15%以上50%以下の範囲内とした冷却板を使用した。
(もっと読む)
連続鋳造機用クーリンググリッド装置および連続鋳造鋳片の製造方法
【課題】鋳型直下の鋳片支持をクーリンググリッド方式で実施するに当たり、ウエアプレート部分にも冷却機能を付与すること。
【解決手段】ウエアプレート10は、鋳片から抜熱するための冷却機構を備えている。すなわち、ウエアプレート10の内部には、多孔質金属体11が埋め込まれており、冷却水給排機構として、導入管14Aを通って冷却水がウエアプレート10の内部の多孔質金属体11に導入され、排出管14Bを通って外に排出されるようになっている。
(もっと読む)
連続鋳造機用クーリンググリッド設備及び連続鋳造鋳片の製造方法
【課題】 鋳片の支持面積を十分に確保すると同時に、鋳片の冷却能力を向上させた連続鋳造機用クーリンググリッド設備を提供する。
【解決手段】 上記課題は、連続鋳造機の鋳型直下に設置される連続鋳造機用クーリンググリッド設備6であって、ウェアプレート1つ当たりの鋳片11との鋳片幅方向の接触長さ(L)が40mm以下であるウェアプレート14が、鋳片幅方向に隣り合うウェアプレート同士の間隙長さよりも鋳造方向に隣り合うウェアプレート同士の間隙長さのほうが大きくなるように配置され、且つ、ウェアプレート同士の間隙にオーバル型スプレーノズル15が設置されている連続鋳造機用クーリンググリッド設備により解決される。
(もっと読む)
連続鋳造機用クーリンググリッド設備及び連続鋳造鋳片の製造方法
【課題】 鋳型直下の鋳片支持をクーリンググリッド方式で実施するに当たり、鋳片の支持面積を十分に確保すると同時に、鋳片の冷却能力を向上させた連続鋳造機用クーリンググリッド設備を提供する。
【解決手段】 上記課題は、連続鋳造機の鋳型直下に設置される連続鋳造機用クーリンググリッド設備6であって、クーリンググリッド設備を構成するウエアプレート14により鋳片11を支持する面積の割合が20%以上50%以下である連続鋳造機用クーリンググリッド設備により解決される。
(もっと読む)
連続鋳造設備及び連続鋳造方法
【課題】 断面方形の連続鋳造鋳片を鋳造する連続鋳造において、鋳型直下の鋳片支持にクーリングプレートを用いたときに発生する内部割れを防止するとともに、高速鋳造時においてもブレークアウトの発生しない鋳型直下鋳片支持方式を提供する。
【解決手段】 鋳型の下部において、平板状支持手段5によって鋳片1の4面をコーナー部12およびその周辺部を除く部分でそれぞれ支持し、平板状支持手段5の幅端部と鋳片のコーナー部12との間の距離は、左右ともに、凝固シェル厚t以上かつ凝固シェル厚の2倍以下とし、隣り合う平板状支持手段間に露出した鋳片1のコーナー部12およびその周辺部へ直接冷却水又は気水を噴射する噴射手段6を有することを特徴とする連続鋳造方法及び連続鋳造設備。
(もっと読む)
1 - 6 / 6
[ Back to top ]