
Fターム[4E024BB10]の内容
Fターム[4E024BB10]に分類される特許
1 - 11 / 11
調質圧延方法および調質圧延装置、ならびに鋼帯の製造方法
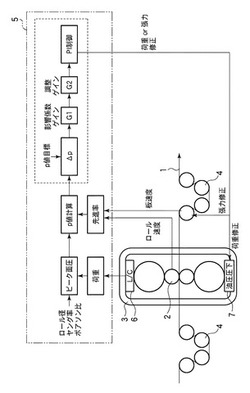
【課題】荷重一定制御のような問題が生じず、また、高価なオンライン表面粗さ計がなくても、コイル内での変動があっても表面粗さを目標値に精度よく制御することができる鋼帯の調質圧延方法を提供すること。
【解決手段】以下の式で表される粗さ転写パラメータpが一定となるように、圧延荷重および/または出側張力を調整して調質圧延する。
p=α・pp+β・f
ただし、pp:ピーク面圧(MPa)、f:先進率(%)、α、β:定数である。
(もっと読む)
スラブ設計方法および装置

【課題】生産能力、製造コスト、および品質への影響を定量的に評価の上で、生産環境にあわせてスラブ鋳造幅の選択することが可能な、スラブ設計方法および装置を提供することを課題とする。
【解決手段】オーダー製造仕様および必要手配量からスラブ寸法・重量を決定するに際して、熱間圧延幅に対するスラブ幅の相対値を、熱間圧延幅、寸法・形状・表面性状・内部品質への要求レベル、鋼の成分、加熱炉の抽出温度、およびスラブの長さのいずれかまたはそれらの組み合わせで表わされる関数また外部テーブルに基づいてオーダー毎に決定する。
(もっと読む)
熱延金属帯の品質判定結果記録用コンピュータシステム、製造・品質実績管理および通過工程指示・管理用ビジコンシステムと、それらを用いた後工程での熱延金属帯の品質不良部切除方法
【課題】需要家に対する製品納入上の品質保証を適正に行えるような、熱延金属帯の品質判定結果記録用コンピュータシステム、製造・品質実績管理および通過工程指示・管理用ビジコンシステムを提供する。
【解決手段】熱間圧延ライン100にて圧延する熱延金属帯8の全幅を撮影可能な近赤外線カメラ25A(21A、27A)を用いた、熱延金属帯8の品質判定の結果を記録する熱延金属帯の品質判定結果記録用コンピュータシステム900。
(もっと読む)
鋼板張力制御方法及び連続圧延システムの制御方法
【課題】圧延設備にて圧延操業する場合において、巻きつけ角度の大きい圧延機前テンションメータロール通過時に腰折れ欠陥が発生することを防止しつつ、安定的に圧延操業を継続させる方法を提供する。
【解決手段】圧延機を腰折れ欠陥発生懸念材が通過する際に、テンションメータロールを開放させ、腰折れ現象を防止する。テンションメータロール開放時は、張力実績値の推定値を用いることで圧延機前の張力制御を安定的に切替える。また、テンションメータロールを開放もしくは圧下動作中は、直前の圧延荷重をロックオンし、伸び率FBK制御を一旦OFFし、当該ロックオン荷重での荷重一定制御に切替えることで、テンションメータロール開閉動作による機械状態変更時においても、安定的に圧延操業を継続させる。
(もっと読む)
調質圧延方法
【課題】調質圧延方法に関し、所望とする金属ストリップの表面粗度(Ra)およびPPIを効率的に製造することが可能な調質圧延方法およびその設備を提供する。
【解決手段】上下降伏点を有する金属ストリップを、出側および入側に張力付与手段を付設した調式圧延機によって調質圧延する方法において、圧延スタンドの摩擦係数、伸び率、入側張力及び出側張力を検出するとともに、調質圧延機よりも下流で、圧延された金属ストリップの平均表面粗度(Ra)およびPPIを測定し、所望とする粗度およびPPIの目標値と測定値との偏差を基に、予め実験によって求めたRaおよびPPIについての摩擦係数、伸び率、入側張力及び出側張力との関係を表す回帰式を用いて、調質圧延機の摩擦係数、伸び率、入側張力、出側張力のいずれか2つ以上を調整することにより、所望のRa及びPPIに制御する。
(もっと読む)
圧延ストリップを圧延するための圧延機及び方法
本発明は、圧延ストリップを圧延するための圧延機及び方法に関する。圧延機(100)は、圧延機の駆動側ASの少なくとも一つのロールハウジングと操作側BSの少なくとも一つのロールハウジングとを備えている。更に、それぞれロールハウジングの支柱(2)と固く接続された、圧延機(100)の上方及び/又は下方のワークロールをロールハウジングに対して相対的に操作して曲げるためのベンディング装置を備えている。ベンディング装置とそのためワークロールは、駆動装置によって駆動される。本発明では、ベンディング装置又はワークロールの駆動制御又は制御を精密に実行することができるように、並びに圧延実行後の圧延ストリップの品質を改善するために、ベンディング装置(11)によってワークロール(7,8)に加えられる実際の曲げ応力を直接測定するのに適した位置に曲げ応力測定素子を配置することを提案する。  (もっと読む)
(もっと読む)
Cu含有鋼材の熱間圧延方法
【課題】Cuを無害化し、赤熱脆性がなく表面性状の優れた圧延鋼材を得るCu含有鋼材の熱間圧延方法を提供する。
【解決手段】Cuを0.05質量%以上2.1質量%以下含有する鋼材を熱間圧延する方法において、当該鋼材を加熱後の最初に圧延する時の圧延温度が1080℃以上であり、かつ、その時の圧下率rを下記の範囲とすることを特徴とするCu含有鋼材の熱間圧延方法。
0<r<-7.748×ln(CCu)+5.678 ( 0.05≦CCu≦2.1)
r:粗圧延の第1回パスの圧下率(%)
CCu:鋼中のCu濃度 (質量 %)
(もっと読む)
条材の熱間圧延方法
【課題】線材、棒鋼、角材などの条材の熱間圧延工程での圧延変形による微細な表面疵の発生を抑制し、近年の厳しい表面疵保証を満足する条材製品を製造するための条材の熱間圧延方法を提供することである。
【解決手段】素材ビレットから、複数配置した圧延機のロールに設けた孔型によるそれぞれの圧延方式で断面積を順次減少させ、所要の製品寸法に仕上げる条材の熱間圧延方法であって、前記それぞれの圧延方式の孔型での圧延材周方向の圧縮ひずみが−0.5以上となるように圧延材の断面積を減少させるようにしたのである。それにより、圧延変形によって後続の加工工程で加工欠陥を引き起こすような問題となる表面疵が発生えず、近年の厳しい表面疵保証にも対応できる表面品質の優れた条材製品を提供することが可能となる。
(もっと読む)
金属ストリップの圧延時、特に、冷間圧延時におけるロールと金属ストリップの潤滑及び冷却方法
金属ストリップ(2)の圧延時、特に、冷間圧延時におけるロール(3,4,5,6)と金属ストリップ(2)の潤滑及び冷却方法において、入側(7a)では、水の含有量が大きくなく粘度を制御された最小限の量の清浄な潤滑剤(9)を、物理的な計算モデル(22)にもとづき、多数のプロセスデータ(23)に従って、持続的にオンラインで計量して塗布することと、出側(8a)では、同じく物理的な計算モデル(22)に対して、前記と同じプロセスデータ(23)をオンラインで採用することを提案する。  (もっと読む)
(もっと読む)
熱延鋼板の調質圧延方法
【課題】本発明は、スケール剥離を従来より生じ難く、且つ密着性に優れた熱延鋼板とする熱延鋼板の調質圧延方法を提供することを目的としている。
【解決手段】鋼鋳片を熱間圧延して熱延鋼板とした後、コイル状に巻き取り、冷却してから再度巻き戻して調質圧延する方法を改良した。それは、前記鋼鋳片のSi含有量を0.10質量%以下とし、前記熱間圧延時の最終仕上げ圧延温度を900℃以下とし、さらにコイル状に巻き取る際の温度を640℃以下とした上で、前記調質圧延ラインにおいて、ワークロール交換後の累積ロール通板量が1000トンになるまでの間に、前記熱延鋼板を調質圧延するものである。
(もっと読む)
金属薄板圧延における板形状制御方法
【課題】比較的安価で高精度に板形状を制御できる金属薄板圧延における板形状制御方法を提供することを目的とする。
【解決手段】圧延機の入側で、光沢検出器を用いて被圧延材の光沢分布を検出し、該光沢分布から前記被圧延材の伸び差率を演算し、該伸び差率に基づいて、形状操作量を演算・出力することを特徴とする金属薄板圧延における板形状制御方法であるとともに、工業用テレビジョンを光沢検出器として用いて撮像した画像の輝度情報から光沢分布を求める。
(もっと読む)
1 - 11 / 11
[ Back to top ]